КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вращательное движение долбяка.
|
|
|
|
Движение подач.
Вращательное движение.
Главное движение.
Возвратно- поступательное движение долбяка осуществляется посредством кривошипного диска, сидящего неподвижно на валу 2, реечным колесом с числом зубьев 26, сидящем на валу III. От вала III через колеса с числом зубьев 6 и рейку закрепленную на шпинделе, прямолинейно возвратно- поступательное движение получает шпиндель с долбяком.
Вращательное движение на кривошипный диск передается от электродвигателя N=2,2 кВт. с числом оборотов 1410 об/ мин. через клиноременную передачу на вал 1 коробки скоростей, от которого в зависимости от положения подвижных блоков В1 и В2 с числом зубьев 46, 23, 37, и 64, 71, 73 и 86 передается 4 скорости вращения на вал II, на котором расположен кривошипный диск. Положения подвижных блоков В1 и В2 с числом зубьев 46, 23, 37, и 64,71,73 и 86 предается 4 скорости вращения на вал II, на котором расположен диск.
Вращательное движение долбяка осуществляется от вала II через цепную передачу с двумя звёздочками = 28. Червячную передачу с вала IVна вал V.
Коническую передачу=28 и две по =42 через муфту Ml (механизм реверса) на вал VI через шестерни А и В на вал VII, XI на делительную червячную пару (червяк однозаходный, шестерня =100 зубьев).
Вращательное движение стола.
Движение это заимствуется от вала VII через коническую передачу 30/30 и 30/30 на валу VIII передаётся на вал IX и через сменные шестерни а/в и с/д гитары деления, на вал X; с вала X через делительную червячную пару однозаходный червяк и шестерни = 240 на стол зубодолбежного станка.
Радиальная подача долбяка.
Радиальная подача долбяка, т.е. врезание долбяка в заготовку заимствуется от вала на вал XXII через сменные цилиндрические шестерни (а, в, с, д) гитары радиальных подач на вал XIV, конические шестерни 24, 46, на валу XV, червячную пару (двузаходный червяк и шестерни =40), на вал XVII, на котором крепится кулачек B, получает перемещение, которое передаётся винту XVIII, а с ним и суппорту. Таким образом величина перемещения суппорта равна изменению радиуса кулачка.
|
|
|
Качественное движение стола.
Качественное движение стола осуществляется от вала XI, на переднем конце которого насажен эксцентрик, по которому катится два соединенных между собой ролика. Они передают возвратно-поступательное движение вертикальной тяги. Последняя через рычаги, а та в свою очередь - столу с заготовкой.
4. Счётный механизм.
Движение и работа счётного механизма осуществляется следующим образом. На валу X находится кулачек К2, жестко связанный с ним. При вращении вала X вращается и кулачек К2, который заставляет совершать вращательно-поступательное движение вертикальной тяги. Это движение с помощью храпового механизма предаётся валу XVI и при помощи червячной передачи кулачку К1 и винту XVIII, в том случае, если муфта М2 выключена, тогда собачка кранового колеса входит в зацепление с храповой шестерни =48 зубьев.
Перед началом обработки шестерни производится включение муфты М2 оттягиванием рукоятки, которая находится с права от кулачка К1, до зацепления с защелкой. Происходит включение муфты М2 и вывод собачки из зацепления с храповым колесом =48. За счёт кулачка (имеющего переменный радиус) происходит перемещение винта XVIII, а с ним и суппорта, т.е. врезание долбяка в заготовку. Врезание долбяка в заготовку будет происходить до того положения, пока ролик Р1 не выйдет на постоянный радиус кулачка К1. В момент выхода ролика на постоянный радиус прилив, имеющийся внутренней стороны, выключает муфту М2 и выключает собачку храпового колеса. В дальнейшем вращение кулачка К1 происходит от расчётного механизма, т.е. его кинематической цели обеспечивающим при повороте заготовки на 360° поворот кулачка К1 ровно на 90°. Согласованное движение заготовки и кулачка К1 даёт возможность производить выключение станка при полном окончании цикла обработки, путём западания ролика Р1 во впадину кулачка. При этом происходит следующее: винт XVIII под действием пружины будет перемещаться вместе с суппортом и, нажав на конечный выключатель, выключит станок.
|
|
|
Настройка станка происходит следующим порядком:
1. Установка долбяка.
2. Выбор справки для крепления заголовки.
3. Установка и проверка справки.
4. Установка и проверка заготовки.
5. Установка числа двойных ходов долбяка.
6. Установка длины хода долбяка.
7. Установка долбяка относительно заготовки.
8. Установка долбяка на глубину врезания.
9. Настройка гитары деления.
10.Настройка сменных зубчатых колес круговой подачи.
11.Настройка сменных зубчатых колёс радиальной подачи.
12. Пуск станка (производится с решения преподавателя).
13. Смятие обработанного изделия.
Установка долбяка.
Перед установкой долбяка на шпиндель необходимо убедиться, что шпиндель совершенно чист. Долбяк устанавливается на шпиндель плавно и без ударов, фиксируется гайкой, режущими кромками в низ.
Выбор справки для крепления заголовки.
Оправка вставляется в шпиндель стола снизу. Заготовка центрируется от оправки, которая имеет наружный диаметр, равный внутреннему диаметру заготовки, что обеспечивает четность установки обрабатываемого зубчатого колеса. Крепление заготовки производится гайкой.
Установка и проверка справки.
Правка должна быть установлена точно в корпусе стола, после установки справку проверяют на биение индикатором. Для этого включают электродвигатель N- 0,25 кВт. n = 1400 об./мин. находящийся с права, биение оправки не должно быть более 0,01 мм. на расстоянии 60 мм от плоскости стола.
Установка и проверка заготовки.
Заготовка должна плотно, без качения устанавливаться на цилиндрической части оправки.
Установка числа двойных ходов долбяка.
Установка длины хода долбяка.
При определении числа двойных ходов долбяка необходима знать длину хода долбяка производится по следующей формуле:
L=b+2h, (8.3)
|
|
|
где L - длина хода долбяка, устанавливаемая на станке,
b - ширина обрабатываемой заготовки,
h - выход долбяка определением по графику.
По найденной длине хода долбяка и нарезаемому модулю по таблице определяем скорость резания в м/мин. По найденной скорости определяем число двойных ходов долбяка по формуле:
| (8.4) |
где v - средняя скорость резания,
L - длина хода долбяка,
n- число двойных ходов в минуту.
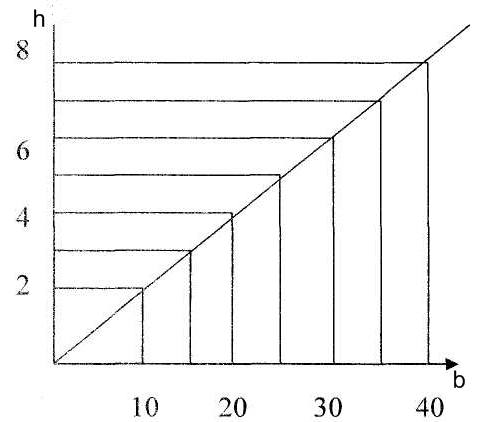
Рис. 8.2 График определения выхода долбяка h
Таблица 8.1. Определение скорости резания долбяка
| V | № m | |||
| 2,5 | 7,5 | |||
| 1,5 |
Подобрав ближайшее число двойных ходов долбяка, имеющихся на станке (125, 172, 253, и 259), устанавливаем рычаги коробки скоростей в соответствующее положение.
Установка длины хода долбяка.
Длину хода долбяка устанавливают, пользуясь указателем на шкале кривошипного механизма. Для установки на необходимую расчётную длину, отпустить гайку I на цапфе кривошипа и вращать винт 2 до тех пор, пока стрелка указателя не установится против необходимого деления шкалы на кривошипе. После установки долины, гайку I необходимо туго затянуть.
Установка хода долбяка относительно заготовки.
После закрепления заготовки на станке длины хода долбяка надо проверить правильность верхнего и нижнего положения долбяка относительно заготовки. Для этого необходимо освободить гайку 3 и винт 7 и вращать винт 4 при помощи рукоятки, надетой на квадратный конец винта 4. При этом гайка 5 будет поворачивать зубчатое колесо б, которое сидит на одном шлицевом валу с реечным колесом, сцеплением с рейкой на втулке шпинделя долбяка. Этой регулировкой мы добиваемся симметричного хода долбяка относительно заготовки.
По окончанию регулирования, т.е. установки верхнего и нижнего положения долбяка, гайку 3 и винт 7 разрезной части шатуна, необходимо закрепить.
Установка долбяка на глубину врезания.
При обработке зубчатых колёс необходимо, чтобы долбяк в процессе обработки врезался на определённую установленную глубину в заготовку в направлении радиуса.
|
|
|
Установка на глубину врезания производится следующим образом: при включенной муфте 2 вращают вал XVI от рукоятки до тех пор, пока ролик Р1 винта XVIII не окажется в положении, близком к западанию в вырез кулачка К1 при оставлении его в таком положении при обработке заготовки, долбяк коснётся заготовки и не прорежет зубья. Для того, чтобы получить полный зуб, необходимо долбяк врезать в заготовку на величину зуба. Делается это следующим образом: вращая вал XVI, проворачиваем кулачек К1 до тех пор, пока ролик Р1 западает во впадину кулачка. После этого перемещаем долбяк, вращая вал XIX на высоту зуба. h=2,2, произведя отсчёт по лимбу, сидящему на валу XIX. при обработке колёс с модулем не выше 2 мм применяется однопроходный кулачек, при необходимости получения повышенной точности и при обработке колёс с модулем выше 2 мм применяют и трёх проходные кулачки.
Настройка гитары деления.
Настройкой гитары деления достигается точное, согласованное сочетание чисел оборотов инструмента и изделий, т.е. равенство линейных скоростей на диаметре литейной окружности, детали и режущего инструмента. Равенство скоростей обеспечивается кинематической цепью, уравнение которой выглядит следующим образом:
 (8.5)
(8.5)
После сокращения и преобразования получим уравнение:
 (8.6)
(8.6)
где: Zg-число зубьев долбяка,
Zз - число зубьев заготовки, 
 - число зубьев сменных шестерен, см.
- число зубьев сменных шестерен, см.
 -диаметр заготовки, мм.
-диаметр заготовки, мм.
m - модуль, мм
Способ подбора, находим сменные шестерни а,в,с,д из имеющихся в наборе к станку 514:
20, 29, 24, 26, 30, 33, 34, 35, 40, 37, 38, 39, 41, 43, 45, 47, 48, 50, 50, 58, 60, 62, 65, 70, 74, 80, 85, 90, 92, 95, 96, 97, 98, 100, 120.
Настройка сменных зубчатых колёс круговой подачи.
Круговая подача настраивается по таблице в зависимости от твёрдости материала, требуемой точности и т.д. Число зубьев сменных зубчатых колёс А и В выбирается по таблице в зависимости от выбранной подачи 0,24+0,44 мм на один дв. ход. При черновой обработке подачи 0,21+0,11 мм на один дв. ход.
Таблица 8.2 Круговая подача
| Подача | 0,44 | 0,33 | 0,3 | 0,24 | 0,21 | 0,11 |
| Число зубьев колеса А | ||||||
| Число зубьев колеса В |
Настройка сменных зубчатых колёс радиальной подачи.
Радиальная подача на один дв. ход долбяка выбирается в зависимости от твёрдости материала, модуля и требуемой чистоты требуемой чистоты обрабатываемой поверхности материала. Она устанавливается посредством сменных шестерён.
Радиальная подача.
Радиальная подача на один дв.ходинструмента 25 40 50
Число зубьев колеса 50 40 25
Пуск станка.
До пуска станка необходимо убедиться в правильности наладки его и разрешения преподавателя или учебного мастера произвести пуск станка кнопки «ПУСК». Категорически запрещается пуск станка без разрешения.
|
|
|
|
|
Дата добавления: 2017-02-01; Просмотров: 97; Нарушение авторских прав?; Мы поможем в написании вашей работы!