КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология изготовления калибров.
|
|
|
|
Конструкции штампов для работы на молотах.
Молотовый штамп (рис. 129, а) состоит из верхней 7 и нижней 5 половин, которые крепятся соответственно к бабе 9 молота и установленному на шаботе 1 штамподержателю 3 хвостовиками тина «ласточкин хвост» и клиньями 8 и 4. Хвостовики размещаются в пазах такой же формы, выполненных в бабе и штамподержателе. Для предотвращения сдвига верхней и нижней половин штампа служат шпонки 10 и 12, которые устанавливаются в специальных углублениях на хвостовиках, бабе и штамподержателе. На боковых гранях штампа сверлятся отверстия 6 и 11, в которые закладывают цапфы стропов при транспортировке. Для предупреждения относительных сдвигов половин штампа применяются замки различной конфигурации.

На первой операции производится черновая обработка пробки-вставки на револьверном станке: черновое обтачивание хвостовой части черновое обтачивание рабочей части; подрезание торца со стороны хвостовой части; отрезка заготовки.
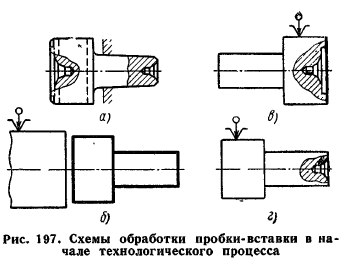
Вторая операция также производится на револьверном станке. Базой для зажима является обработанная рабочая часть. Правильное центрирование заготовки достигается установкой ее в цанговом патроне (поскольку диаметры стандартны) или в патроне, но с обязательным растачиванием кулачков на месте. На этой операции подрезают торец со стороны рабочей части, растачивают выточку на торце, сверлят отверстие, зенкеруют коническую часть центрового отверстия с углом 60 и 120° комбинированной зенковкой.
На третьей операции на том же станке и в тех же приспособлениях обрабатывают центровое отверстие. Дальнейшую обработку выполняют в центрах. Затем следует термическая обработка: закалка, отпуск и старение. После этого восстанавливают центровые отверстия: вначале шлифуют на центро-шлифовальном станке или зенкеруют твердосплавной зенковкой на вертикально-сверлильном станке, а затем доводят притиром на этом же станке.Получают точное центровое отверстие как базу для дальнейшей обработки с целью получения микронной точности. Затем идет обработка в центрах: шлифуют все необходимые поверхности. Доводку измерительных поверхностей производят вручную чугунным притиром. Для черновой доводки применяют порошок Э10, для чистовой — пасту ГОИ (5—2 мкм). Для получения более точной геометрической формы применяют кольцевые разжимные притиры.
|
|
|
Резьбовые калибры применяют для комплексного контроля резьбы. Большое влияние на точность изготовления резьбовых калибров оказывает правильность винтовой линии (постоянство угла подъема) резьбы в пределах одного оборота (360°). Угол подъема резьбы изменяется вследствие осевого биения шпинделя резьбошлифовального станка. Правильность угла подъема резьбы проверяется на универсальном микроскопе при помощи точной делительной головки.
№8
|
|
|
|
|
Дата добавления: 2017-02-01; Просмотров: 133; Нарушение авторских прав?; Мы поможем в написании вашей работы!