КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Краткие теоретические сведения
|
|
|
|
Ковка – это процесс обработки металлов давлением, при котором необходимое изменение формы и размеров заготовки достигается путем ударов или нажимов бойками, не ограничивающими течение металла в плоскости, перпендикулярной оси приложения нагрузки.
При ковке деформация металла осуществляется многократным и пре-
рывистым воздействием универсального инструмента – бойков, один из ко-
торых (верхний) крепится к подвижному органу кузнечной машины (бабе
молота или ползуну пресса), а второй (нижний) закрепляется на шаботе мо-
лота или столе пресса. В связи с этим бойки называют закрепляемым инст-
рументом. Верхний боек совершает возвратно-поступательные перемещения,
нижний – большей частью неподвижен. Для разделения элементов поковки и
выполнения поковок сложной конфигурации используют также вспомога-
тельный инструмент (топоры, обжимки, раскатки, прошивни и т.п.), на кото-
рый при ковке тоже воздействуют бойками. При ковке течение металла про-
исходит в направлениях, не ограниченных поверхностями инструмента. Ков-
ка применяется в мелкосерийном, а также в индивидуальном производстве.
Этим способом получают поковки весом от нескольких килограмм до 300 т и
более, например, валы гидрогенераторов, турбинные диски и др.
Ковку осуществляют на молотах и вертикальных прессах. Первые
представляют собой машины динамического воздействия, в которых ско-
рость движения рабочего инструмента составляет 6,5–7 м/с. У прессов ско-
рость хода инструмента до 0,1 м/с создает статическое воздействие на заго-
товку. Молоты характеризуются массой падающих частей, а прессы – усили-
ем, которое развивает плунжер.
Процесс ковки можно разделить на ряд простых операций, таких как биллетировка, осадка, высадка, прошивка, протяжка, рубка, раскатка, гибка и т. д.
|
|
|
Рассмотрим операцию осадки цилиндрической заготовки.
Осадка – процесс уменьшения высоты заготовки с одновременным
увеличением площади поперечного сечения (рис. 3.1).
При этом процессе на боковой поверхности цилиндрической заготов-
ки в результате воздействия на контактную поверхность сил трения наблю-
дается бочкообразование, которое тем больше, чем больше коэффициент
трения μ на контактной поверхности. При μ = 0 бочкообразования нет, т.е.
цилиндр при осадке превращался бы в цилиндр на протяжении всего процес-
са деформации, а распределение деформаций в заготовке было бы равномер-
ным. Однако из-за того, что при горячей деформации μ = 0,3–0,4, а также
благодаря подстуживающему действию инструмента в заготовке при осадке
можно выделить три зоны (рис. 1.1, б). Зоны затрудненной деформации I
расположены с торцевых частей заготовки. В центральной части поковки на-
ходится иксообразная зона интенсивной деформации II. Частицы металла в
этой зоне деформируются значительно больше, чем в зоне I. Между боковой
поверхностью заготовки и зоной интенсивной деформации выделяется зона
промежуточных деформаций III с растягивающими напряжениями. Такое
распределение деформаций ведет к анизотропии свойств получаемых поковок.
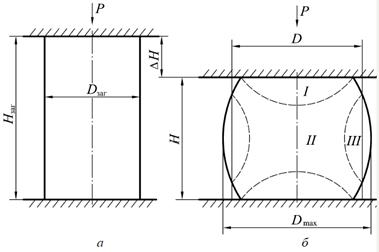
Рис. 1.1. Заготовка до (а) и после (б) осадки: I – зона затрудненной
деформации; II – зона интенсивной деформации; III – зона промежу
точных деформаций
Величина деформации при ковке может быть выражена относительным изменением площадей поперечного сечения
 , (3.1)
, (3.1)
где F заг – площадь поперечного сечения заготовки; F – площадь поперечного сечения изделия.
Так как из-за эффекта бочкообразования, значение F в различных сечениях получается разным, величину площади поперечного сечения изделия определяют исходя из условия постоянства объема металла до (V заг) и после деформации (V). В этом случае
|
|
|
 ,
,
где H заг – высота заготовки; Н – высота изделия.
Откуда
 . (3.2)
. (3.2)
|
|
|
|
|
Дата добавления: 2017-02-01; Просмотров: 89; Нарушение авторских прав?; Мы поможем в написании вашей работы!