КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тема: 9 Фрезерование пазов и уступов каналов.
|
|
|
|
Тема: 8 Обработка конических поверхностей. Общее сведение о конусах. Способы обработки.
Обработка деталей с конической поверхностью связана с образованием конуса, который характеризуется: размерами а - меньш. О - большим, диаметрами и расстоянием I между пластинами.
Угол а - угол наклона конуса, а угол 2а - углом конуса. Отношение K=(D-a)/l - называется конусностью - 1:20 или 1:50.
При обработке валов часто встречаются переходы между обработанными поверхностями, имеющие коническую форму. Если длина конуса 50 мм, то его обработку можно произвести широким резцом. Угол наклона режущей кромки резца в плане должен соответствовать углу наклона конуса на обработанной детали. Резцу сообщают подачу поперечном или продольном направлении. Для уменьшения искажения образующей конической детали и уменьшения отклонения угла наклона конуса необходимо устанавливать ржущую кромку по оси вращения детали. Коническая поверхность с большими уклонами можно обрабатывать при повороте верхних смазок супора с резцедержателем на угол = углу наклона обрабатываемого конуса. Коническая поверхность больш. длины с а = 8:10° можно обрабатывать при смещении задней бабки. Распространенной является обработка конических поверхностей с применением киперных устройств. Обработка конических поверхностей производится
по копиру, устанавливаемому в пинаш задней бабки или в револьверной головке стакана. Наружные конические поверхности обрабатываются - проходным; внутренние - расточным резцом. Для получения конического отверстия в сплошном материале заготовку обрабатывают предварительно, сверлят, а затем окончательно развертывают. Если требуется коническое отверстие высокой точности, то его предварительно обрабатывают коническим зенкером, для чего в сплошном материале сверлят отверстие диаметром на 0,5 мм меньше, чем a - конуса, а затем применяют зинкер.
|
|
|
Для уменьшения припуска применяют ступенчатые сверла.
УСТУПОМ - называют выемку, ограниченную двумя взаимно перпендикулярными плоскостями, образующими ступень. Деталь может иметь один, два и более уступов.
ПАЗ - выемка в детали, ограниченная плоскостями или фасонными поверхностями. В зависимости от формы выемки пазы делятся на прямоугольные,
Т - образные и фасонные. Пазы могут быть сквозными, открытыми или с выходом, и закрытыми.
Обработка уступов и пазов является одной из операций, выполняемых на фрезерных станках. К обработанным фрезерованием уступам и пазам предъявляют различные технические требования в зависимости от назначения, серийности производства, точности размеров, точности расположения и шероховатости поверхности. Все эти требования определяют метод обработки.
Фрезерование уступов и пазов осуществляют дисковыми концевыми фрезами, а так же набором дисковых фрез. Кроме того, уступы можно фрезеровать торцевыми фрезами.
ДИСКОВЫЕ ФРЕЗЫ предназначены для обработки плоскостей, уступов и пазов. Различают дисковые фрезы цельные и со вставочными зубьями.
Цельные дисковые фрезы делятся на пазовые, пазовые затылованные, трехсторонние с прямыми зубьями, трехсторонние с разнонаправленными мелкими и нормальными зубьями.
Основным типом дисковых фрез являются трехсторонние. Они имеют зубья на цилиндрической поверхности и на обоих торцах. Их применяют для обработки уступов и более глубоких пазов. Они обеспечивают более высокий класс шероховатости боковых стенок паза или уступа. Для улучшения условий резания дисковые трехсторонние фрезы снабжены наклонными зубьями с переменно чередующимися направлениями канавок, т.е. один зуб имеет правое направление канавки, а другой, смежный с ним -левое. Поэтому такие фрезы и называются разнонаправленными.
|
|
|
Основным недостатком дисковых трехсторонних фрез является уменьшение размера по ширине после первой же переточки по торцу.
При использовании регулируемых фрез, состоящих из двух половинок одинаковой толщины с прикрывающими друг друга зубьями в разъеме, после переточки можно восстановить начальный размер. Это достигается с помощью прокладок соответствующей толщины из медной или латунной фольги, которые помещают в разъем между фрезами.
Дисковые фрезы со вставными ножами оснащены пластинками твердого сплава, бывают трехсторонние и двухсторонние.
Трехсторонние дисковые фрезы применяют для фрезерования пазов, а двухсторонние - для фрезерования уступов и плоскостей.
Применение дисковых трехсторонних фрез с пластинками твердых сплавов дает наиболее высокую производительность при обработке пазов и уступов. Дисковая фреза лучше "выдерживает" размер, чем концевая.
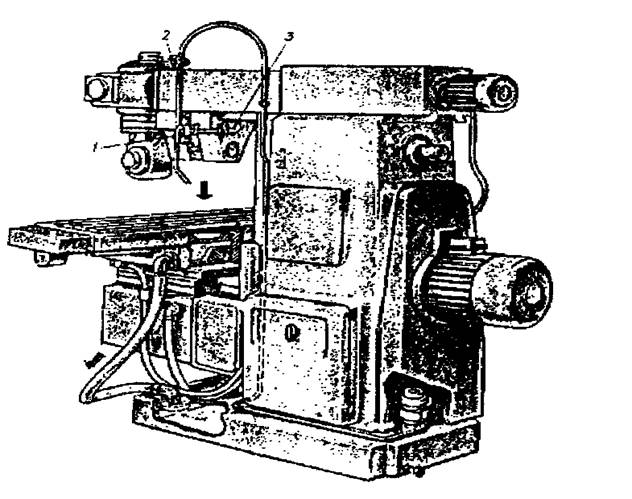
Тема: 10 Фрезерование плоскостей (рисунок и описание фрезерного станка)
В СССР принята Единая схема классификации и условных обозначений для станков отечественного производства, основанная на присвоении каждому станку особого шифра(номера). Первая цифра означает группу станка(токарная, сверлильная, фрезерная и т.д.), вторая - его тип, третья (иногда и четвертая) характеризует размер станка. В ряде случаев между первой и второй цифрами вводится прописная буква русского алфавита, указывающая на то, что станок улучшен или модернизирован. Иногда прописная буква ставится в конце шифра, что указывает на ту или иную область применения данной модификации (например: П - повышенной точности, ПБ - повышенной точности, быстроходный, Ш -широкоуниверсальный и т.д.)
Фрезерные станки в принятой классификации составляют шестую группу, поэтому обозначение(шифр) любого фрезерного станка начинается с буквы 6. Станки фрезерной группы делятся на следующие типы: горизонтально-фрезерные консольные, горизонтально-фрезерные консольно-универсальные, вертикально-фрезерные консольные (с поворотным столом), вертикально-фрезерные консольные, фрезерные широкоуниверсальные, высокой и повышенной точности,
|
|
|
вертикально -фрезерные с крестовым столом, продольно-фрезерные операционные, продольно - фрезерные одностоечные и двухстоечные, копировально-фрезерные с пантографом, копировально-фрезерные для объемной обработки, горизонтально-фрезерные полуавтоматы, шпоночно-фрезерные полуавтоматы, карусельно-фрезерные полуавтоматы, фрезерные специализированные, барабанно-фрезерные, торце-фрезерные, копировально-фрезерные специализированные и т.д.
На фрезерных станках обрабатывают наружные и внутренние плоскости, фасонные поверхности, уступы, пазы, прямые и винтовые канавки, зубья колес и т.п.
|
Тема: 11 Строгание плоскостей, пазов и каналов (рисунок строгального станка)
К седьмой группе по классификации ЭНИМС относятся станки, имеющие прямолинейное движение резания независимо от того, работают ли они резцами (строгальные и долбежные станки) или протяжками и прошивками (протяжные станки). В протяжных станка движение подачи заложено в конструкции протяжки, в которой каждый последующий режущий зуб выступает над предыдущим. В строгальных и долбежных станках движение подачи имеет заготовка или резец. Станки этой группы служат для обработки разнообразных линейчатых поверхностей, описанных прямой, перемещающейся по направляющей линии. Относительное перемещение заготовки и инструмента по направляющей линии обеспечивается движение подачи, а по образующей - движение резания. Движение резания долбежных станков всегда вертикальное, поперечно- и продольно-строгальных - всегда горизонтальное, а протяжных - вертикальное или горизонтальное.
Поперечно-строгальные и долбежные станки применяют в единичном и серийном производстве для обработки небольших по размерам заготовок. Продольно-строгальные станки позволяют обрабатывать станины станков, корпусные детали и т.п. протяжные станки используют в массовом и
крупносерийном производстве для обработки внутренних и наружных поверхностей различного профиля.
Основные узлы поперечно-строгального станка: основание, станина, поперечина в вертикальных направляющих станины, стол в горизонтальных направляющих поперечины, стойка, ползун с суппортом и держателем резца, гидроцилиндра привода ползуна. Суппорт имеет возможность разворота относительно ползуна вокруг горизонтальной оси.
Станок предназначен для строгания фасонных, вертикальных, наклонных и горизонтальных плоскостей, прямоугольных канавок.

|
|
|
|
|
|
Дата добавления: 2017-02-01; Просмотров: 127; Нарушение авторских прав?; Мы поможем в написании вашей работы!