КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обробка на круглошліфувальних верстатах
|
|
|
|
Будова круглошліфувальних верстатів
Будова і технологічні можливості круглошліфувальних верстатів
Конструкції круглошліфувальних верстатів та їх компоновка підпо-рядковані основним схемам шліфування. Круглошліфувальний верстат (Рисунок 6.94) складається з таких основних вузлів: станина 1, стіл 2, передня бабка 3 з коробкою швидкостей, шліфувальна бабка 4, задня бабка 5, привод столу 6.
Круглошліфувальні верстати бувають прості, універсальні і врізні.
На універсальному верстаті кожну бабку можна повернути на певний кут навколо вертикальної осі і закріпити для наступної обробки.
Прості верстати оснащені неповоротними бабками.
У врізних верстатах відсутня повздовжня подача столу, а процес шліфування ведеться по усій довжині заготовки, широкими абразивними кругами з поперечною подачею.
Зворотно-поступальне переміщення столу верстата для поздовжньої подачі здійснюється за допомогою гідро циліндра і поршня. Кругова подача заготовки здійснюється за допомогою спеціального електродвигуна.
Найбільше поширення отримали методи шліфування в центрах. Для підвищення точності обробки центри установлюють нерухомо, кругова подача заготовки забезпечується за рахунок повідкового пристрою. Можливе консольне закріплення заготовок в кулачкових патронах.
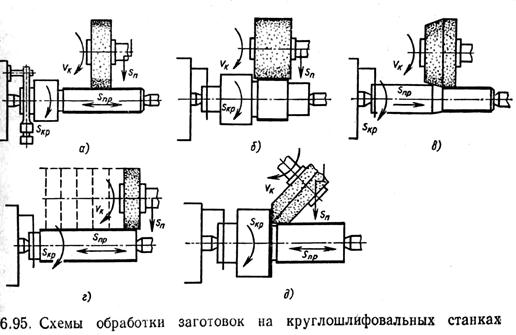
Кругле шліфування циліндричних поверхонь може бути виконане по одній з чотирьох схем (Рисунок 6.95)
1. При шліфуванні з повздовжньою подачею (Рисунок 6.95 а), заготовка обертається рівномірно Sкр і робить в зворотно-поступальні рухи Sпр . В кінці кожного ходу заготовки шліфувальний круг автоматично переміщується на величину поперечної подачі Sп і при наступному робочому ході зрізується новий шар металу глибиною Sп, доки не буде досягнутий необхідний розмір деталі.
|
|
|
Швидкість різання - швидкість обертального руху кругу Vk.
2. Врізне шліфування (Рисунок. 6.95 б) застосовують при обробці жорстких заготовок, коли ширина оброблюваної поверхні перекривається довжиною шліфувального кругу. Круг переміщується з постійною поперечною подачею Sп (мм/об.заг.) до досягнення необхідного розміру деталі. Цей же метод використовують при шліфуванні фасонних поверхонь і кільцевих канавок. Шліфувальний круг має форму відповідно з формою поверхні чи канавки.
3. Глибинним шліфуванням (Рисунок 6.95, в) за один прохід знімають шар матеріалу на всю необхідну глибину. На шліфувальному кругу формують конічну ділянку довжиною 8 – 12 мм. В процесі шліфування конічна ділянка зрізує основну частину припуску, а циліндрична ділянка зачищає оброблену поверхню. Поперечна подача відсутня.
4. Шліфування уступами (Рисунок 6.95,г) – це сукупність методів представлених на Рисунку 6.95, а,б. Процес шліфування складається з двох етапів. На першому етапі шліфують врізанням з поперечною подачею Sп, переміщуючи стіл періодично на 0,8 – 0,9 ширини кругу (показано штриховкою). На другому етапі роблять кілька ходів з повздовжньою подачею Sпозд для зачищення поверхні, подача Sп вимкнена.
В багатьох випадках на деталях необхідно забезпечити правильне взаємне розташування циліндричних і плоских (торцевих) поверхонь. Для виконання цієї умови шліфувальний круг відповідно заправляють, встановлюють на верстат і повертають на певний кут (Рисунок 6.95, д). Шліфують конічними ділянками кругу. Циліндричну поверхню шліфують аналогічно схемі на (Рис.6.95, а) з періодичною подачею Sп на глибину різання. Обробка торцевих поверхні деталі закінчується частіше всього з подачею вручну при плавному підведенні заготовки до кругу.
Зовнішні конічні поверхні шліфують по двох основних схемах.
|
|
|
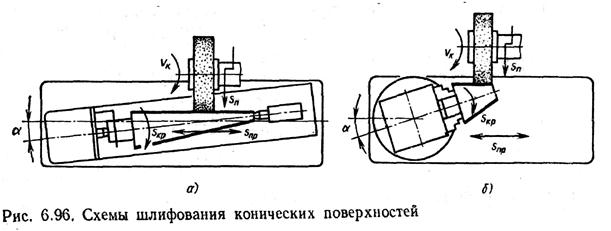
При обробці заготовок на центрах (Рисунок 6.96, а) верхню частину столу повертають разом з центрами на кут  так, що положення твірної конічної поверхні співпадає з напрямком повздовжньої подачі Sпр. Далі шліфують по аналогії з обробкою циліндричних поверхонь.
так, що положення твірної конічної поверхні співпадає з напрямком повздовжньої подачі Sпр. Далі шліфують по аналогії з обробкою циліндричних поверхонь.
При консольному закріпленні заготовок (Рисунок 6.96, б) на кут a (половина кута конуса) повертають передню бабку.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2041; Нарушение авторских прав?; Мы поможем в написании вашей работы!