КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Постоянное улучшение
|
|
|
|
Постоянное улучшение деятельности организации в целом следует рассматривать как её неизменную цель.
7. Принятие решений, основанное на фактах
Эффективные ранения должны основываться на анализе данных и информации.
8. Взаимовыгодные отношения с поставщиками
Организация и ее поставщики взаимозависимы, поэтому отношения взаимной выгоды повышают способность обеих сторон создавать ценности.
Эти восемь принципов менеджмента качества были взяты за основу при разработке стандартов на системы менеджмента качества, входящих в семейство ИСО 9000.
Системы менеджмента качества могут содействовать организациям в повышении удовлетворенности потребителей.
Потребителям необходима продукция, характеристики которой удовлетворяют их потребностям и ожиданиям. Эти потребности и ожидания, как правило, отражаются в спецификации на продукцию и обычно считаются требованиями потребителей. Требования могут быть установлены потребителем в контракте или определены самой организацией. В любом случае приемлемость в конечном счёте устанавливает потребитель. Поскольку потребности и ожидания потребителей меняются, а организации помимо этого испытывают давление, обусловленное конкуренцией и техническим прогрессом, они должны постоянно совершенствовать свою продукцию и свои процессы.
Внедрение систем менеджмента качества побуждает организации анализировать требования потребителей, определять процессы, способствующие созданию продукции, приемлемой для потребителей, а также поддерживать эти процессы в управляемом состоянии. Система менеджмента качества может быть основой постоянного улучшения с целью увеличения повышения удовлетворённости как потребителей, так и других заинтересованных сторон. Внедрение данной системы обеспечивает организацию и потребителей уверенностью в её способности поставлять продукцию и услуги полностью соответствующие требованиям.
Семейство стандартов ИСО 9000 проводит различие между требованиями к системам менеджмента качества и требованиями к продукции (услугам).
Требования к системам менеджмента качества установлены в ИСО 9001:2000 и являются общими и применимыми к организациям в любых секторах промышленности или экономики независимо от категории продукции. ИСО 9001:2000 не устанавливает требований к продукции.
Требования к продукции могут быть установлены потребителями или организацией, исходя из предполагаемых запросов потребителей или требований технических регламентов. Требования к продукции, и в ряде случаев также к связанным с ней процессам, могут быть установлены в технических условиях, стандартах на продукцию, стандартах на процессы, контрактных соглашениях и регламентах.
Подход к разработке и внедрению системы менеджмента качества состоит из нескольких ступеней, включающих в себя:
- определение потребностей и ожиданий потребителей, а также других заинтересованных сторон;
- разработку политики и целей организации в области качества;
- определение процессов и ответственности, необходимых дня достижения целей в области качества;
-определение необходимых ресурсов и обеспечение ими для достижения целей в области качества;
-разработку методов для измерения результативности и эффективности каждого процесса;
- применение результатов этих измерений для определения результативности и эффективности каждого процесса;
- определение средств, необходимых для предупреждения несоответствий и устранения их причин;
- разработку и применение процесса постоянного улучшения системы менеджмента качества.
Такой подход также применяют для поддержания в рабочем состоянии и улучшения внедренной системы менеджмента качества.
Организация, применяющая указанный выше подход, создает уверенность а возможностях своих процессов и качестве своей продукции, а также обеспечивает основу для постоянного улучшения. Это может привести к повышению удовлетворенности потребителей и других заинтересованных сторон и успеху организации.
Любая деятельность, в которой используются ресурсы для преобразования входов в выходы, может рассматриваться как процесс.
Для того чтобы результативно функционировать, организация должна определять и осуществлять менеджмент многочисленных взаимосвязанных и взаимодействующих процессов. Часто выход одного процесса является непосредственным входом следующего. Систематическое определение и менеджмент процессов применяемых организацией и особенно взаимодействие этих процессов могут рассматриваться как «процессный подход».
Рисунок 6.6 иллюстрирует основанную на процессном подходе систему менеджмента качества, описанную в семействе стандартов ИСО 9000. На нем показано, что заинтересованные стороны играют существенную роль в предоставлении организации входных данных. Наблюдение за удовлетворенностью заинтересованных сторон требует оценки информации, касающейся восприятия заинтересованными сторонами степени выполнения их потребностей и ожиданий. Модель, приведенная на рисунке 1, не показывает процессы на детальном уровне.
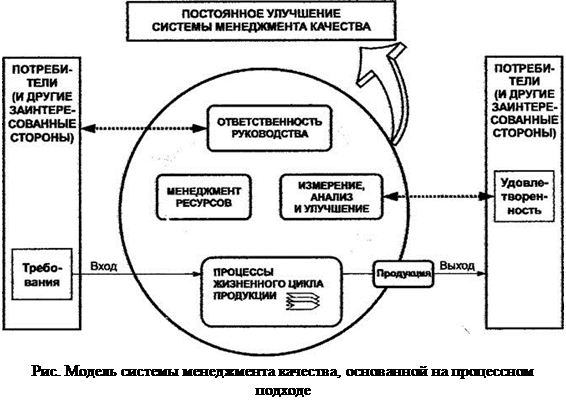
Примечание—Формулировки, приведенные в круглых скобках, не применимы к ИСО 9001:2000.
Политика и цели в области качества устанавливаются, чтобы служить ориентиром для организации. Они определяют желаемые результаты и способствуют использованию организацией необходимых ресурсов для достижения этих результатов. Политика в области качества обеспечивает основу для разработки и анализа целейв области качества. Цели в области качества должны быть согласованы с политикойвобласти качества и стремлением к постоянному улучшению, а результаты должны быть измеримыми. Достижение целей в области качества может оказывать позитивное воздействие на качество продукции, результативность работы и финансовые показатели и, как следствие, на удовлетворенность и уверенность заинтересованных сторон.
С помощью лидерства и реальных действий высшее руководство может создать обстановку, способствующую полному вовлечению работников и эффективной работе системы менеджмента качества. Принципы менеджмента качества могут использоваться высшим руководством как основа для выполнения своей роли при:
- разработке и поддержании политики и целей организации в области качества;
- популяризации политики и целей в области качества во всей организации для повышения осознания, мотивации и вовлечения персонала;
- ориентации всего персонала организации на требования потребителей;
- внедрении соответствующих процессов, позволяющих выполнять требования потребителей и других заинтересованных сторон и достигать цели в области качества;
- разработке, внедрении и поддержании в рабочем состоянии результативной и эффективной системы менеджмента качества для достижения поставленных целей в области качества;
- обеспечении необходимыми ресурсами;
- проведении периодического анализа системы менеджмента качества;
- принятии решений в отношении политики и целей в области качества;
- принятии решений по мерам улучшения системы менеджмента качества.
Документация по обеспечению качества услуг по тюнингу автомобилей и мотоциклов даёт возможность передать смысл и последовательность действий по его обеспечению и способствует:
- достижению соответствия требованиям потребителя и улучшению качества;
- обеспечению соответствующей подготовки кадров;
- повторяемости и прослеживаемости;
- обеспечению объективных свидетельств;
- оцениванию результативности и постоянной пригодности системы менеджмента качества;
Разработка документации не должна быть самоцелью, а должна добавлять ценность для её пользователей.
В системах менеджмента качества применяют следующие виды документов:
- документы, представляющие согласованную информацию о системе менеджмента качества организации, предназначенную как для внутреннего, так и внешнего пользования (к таким документам относятся руководства по качеству);
- документы, описывающие, как система менеджмента качества применяется к конфетной продукции, проекту или контракту (к таким документам относятся планы качества);
- документы, устанавливающие требования (к таким документам относятся спецификации);
- документы, содержащие рекомендации или предложения (к таким документам относятся методики);
- документы, содержащие информацию о том, как последовательно выполнять действия и процессы (такие документы могут включать в себя документированные процедуры, рабочие инструкции, технологические карты и чертежи);
- документы, содержащие объективные свидетельства выполненных действий или достигнутых результатов (к таким документам относятся записи).
Каждая организация определяет объем необходимой документации и ее носители. Это зависит от таких факторов, как вид и размер организации, сложность и взаимодействие процессов, сложность продукции, требования потребителей и соответствующие обязательные требования, продемонстрированные способности персонала, а также от степени, до которой необходимо подтверждать выполнение требований к системе менеджмента качества.
В процессе оценивания систем менеджмента качества должны быть получены ответы на следующие четыре основных вопроса в отношении каждого оцениваемого процесса:
- выявлен и определен ли соответствующим образом процесс?
- распределена ли ответственность?
- внедрены и поддерживаются ли в рабочем состоянии процедуры?
- обеспечивает ли процесс достижение требуемых результатов?
Совокупные ответы на приведенные выше вопросы могут определить результаты оценивания. Оценивание системы менеджмента качества может различаться по области применения и включать в себя такие виды деятельности как аудит (проверку) и анализ системы менеджмента качества, а также самооценку.
Аудиты (проверки) (далее – аудиты) применяют для определения степени выполнения требований, предъявляемых к системе менеджмента качества. Наблюдения аудитов используются для оценивания результативности системы менеджмента качества и определения возможностей для улучшения.
Аудиты, проводимые первой стороной {самой организацией) или от ее имени для внутренних целей, могут служить основой для декларирования организацией о своем соответствии.
Аудиты, проводимые второй стороной, могут проводиться как потребителями организации, так и другими лицами от имени потребителей.
Аудиты, проводимые третьей стороной, осуществляются внешними независимыми организациями. Такие организации, обычно имеющие аккредитацию, проводят сертификацию или регистрацию на соответствие требованиям, например требованиям ИСО 9001:2000.
ИСО 19011:2002 содержит методические указания по аудиту.
Одна из задач высшего руководства—проведение регулярного систематического оценивания пригодности, адекватности, результативности и эффективности системы менеджмента качества с учётом политики и целей в области качества. Этот анализ может включать в себя рассмотрение необходимости адаптации политики и целей в области качества в ответ на изменение потребностей и ожиданий заинтересованных сторон, а также определение необходимых действий.
При анализе системы менеджмента качества наряду с другими источниками информации следует использовать отчеты по проведенным аудитам.
Самооценка организации представляет собой всесторонний и систематический анализ деятельности организации и результатов в сравнении с системой менеджмента качества или моделью совершенства.
Самооценка может дать общее представление о деятельности организации и уровне развития системы менеджмента качества, а также помогает определить области, нуждающиеся в улучшении, и приоритеты.
Целью постоянного улучшения системы менеджмента качества является увеличение возможности повышения удовлетворённости потребителей и других заинтересованных сторон. Действия по улучшению включают в себя:
- анализ и оценку существующего положения для определения областей для улучшения;
- установление цепей улучшения;
- поиск возможных решений для достижения целей;
- оценивание и выбор решений;
- выполнение выбранных решений;
- измерение, проверку, анализ и оценку результатов выполнения для определения того, достигнуты ли цели;
- оформление изменений.
Результаты анализируют с цепью определения дальнейших возможностей для улучшения. Таким образом, улучшение является постоянным действием. Обратная связь с потребителями и другими заинтересованными сторонами, аудиты и анализ системы менеджмента качества могут также использоваться для определения возможностей улучшения.
Использование статистических методов может помочь в понимании изменчивости и, следовательно, может помочь организации в решении проблем и повышении результативности и эффективности. Эти методы также способствуют лучшему применению имеющихся данных в процессе принятия решений.
Изменчивость можно наблюдать в ходе и результатах многих видов деятельности, даже в условиях очевидной стабильности. Такую изменчивость можно проследить в измеряемых характеристиках продукции и процессов. Ее наличие можно заметить на различных стадиях жизненного цикла продукции (услуги), от исследования рынка до обслуживания потребителей и утилизации продукции.
Применение статистических методов помогает измерять, описывать, анализировать, интерпретировать и моделировать такую изменчивость, даже при относительно ограниченном количестве данных. Статистический анализ таких данных может помочь лучше понять природу, масштаб и причины изменчивости, способствуя решению и даже предупреждению проблем, которые могут быть результатом такой изменчивости, а также постоянному улучшению.
Методические указания по применению статистических методов в системе менеджмента качества приведены в ИСО/ТО 10017:2003.
Система менеджмента качества является частью системы менеджмента организации, которая направлена на достижение результатов, в соответствии с целями в областикачества для удовлетворения потребностей, ожиданий и требований заинтересованных сторон. Цепи в области качества дополняют другие цели организации, связанные с развитием, финансированием, рентабельностью, охраной окружающей среды, а также условий труда и безопасности персонала. Различные части системы менеджмента организации могут быть интегрированы вместе с системой менеджмента качества в единую систему менеджмента, использующую общие элементы. Это может облегчить планирование, выделение ресурсов, определение дополнительных целей и оценку общей результативности организации.
Система менеджмента организации может быть оценена на соответствие собственным требованиям организации. Она может быть также проверена на соответствие требованиям ИСО 9001:2000 и ИСО 14001:2004. Эти аудиты могут проводиться как отдельно, так и совместно.
Подходы к внедрению и поддержанию систем менеджмента качества, приведённые в семействе стандартов ИСО 9000, и модели совершенства основаны на общих принципах. Оба этих подхода:
- дают возможность организации выявить свои сильные и слабые стороны;
- содержат положения по оцениванию в сравнении с общими моделями;
- обеспечивают основу для постоянного улучшения;
- включают в себя способы внешнего признания.
Различие между подходами к внедрению и поддержанию систем менеджмента качества в семействе ИСО 9000 и моделях совершенства заключается в их области применения. Стандарты семейства ИСО 9000 устанавливают требования к системам менеджмента качества и рекомендации по улучшению деятельности; оценивание систем менеджмента качества устанавливает выполнение этих требований. Модели совершенства содержат критерии, позволяющие проводить сравнительную оценку деятельности организации, которые применимы ко всем видам деятельности и ко всем заинтересованным сторонам. Критерии оценивания, применяемые в моделях совершенства, обеспечивают организации основу для сравнения её деятельности с деятельностью других организаций.
6.4 Повышение качества на основе стандартизации технологического процесса предоставления услуг
Одна из основных причин низкого качества оказания услуги – в отсутствии законодательной базы, регламентирующей требования к организации всего технологического процесса на независимом автосервисе для достижения лучших показателей качества. Каждое предприятие решает эту проблему в силу своего понимания и материальных возможностей. Поэтому и результаты оказываются различными. В странах Европы, столкнувшихся с этой проблемой в своё время, давно разработан, доказавший свою эффективность, способ её решения. Он заключается в добровольном объединении независимых предприятий автосервиса на основе той или иной концепции.
Под концепцией понимаются:
- совокупность правил, определяющих основныестороны организации и функционирования предприятия сервиса, которая гарантирует «на выходе» единый, как правило, высокий стандарт качества;
- всесторонняя помощь и поддержка, которую оказывает автосервисам разработчик концепции. Он же осуществляет контроль за соблюдением участниками концепции предусмотренных правил.
В большинстве случаев в роли разработчика концепции выступают производители или крупные дистрибьютеры запасных частей и расходных материалов. Для них привлечение независимых автосервисов к участию в концепции – средство налаживания организованного сбыта запасных частей производителя (группы производителей). В обмен на «монополию» поставки запчастей разработчик концепции помогает автосервисам организовать и осуществлять качественное обслуживание клиентов. Такой симбиоз позволяет участвующим в нём сторонам работать с выгодой для себя. К реализации концепции привлекаются и другие заинтересованные лица рынка автосервисных услуг, например продавцы гаражного оборудования, разработчики специального программного обеспечения. По мере роста числа автосервисов, поддерживающих общую концепцию, они образуют в регионе или стране сеть. Одно из требований участия в концепции – соблюдение единого стиля внешнего и внутреннего оформления автосервиса. Это позволяет осуществлять корпоративную рекламную поддержку и делает предприятия сети легко узнаваемыми вне зависимости от места расположения. Знакомая, привлекающая внимание внешняя атрибутика говорит клиентам о принадлежности предприятия автосервиса к сети и гарантирует получение услуг, отвечающих принятым в ней стандартам.
Взаимовыгодное партнёрство независимых автосервисных предприятий с поставщиками запчастей, оборудования, с теми, кто разрабатывает программное обеспечение и владеет технической информацией – здравая идея, которой в ближайшем будущем едва ли отыщется достойная альтернатива.
В Европе в настоящее время известно около 10 подобных концепций, в которые вовлечены почти 80% автосервисов. Россия в этом плане существенно отстаёт, но начало уже положено. Столичная компания «ВИМ» и Санкт-Петербургская «Регион Трейд» выступили с инициативой внедрения в России международной концепции организации предприятий автосервиса 1а. По мнению специалистов компаний, она выгодно отличается демократичностью, что определяет её динамичное развитие и растущую популярность. Сегодня в ФРГ и других странах Европы под знамёнами 1а работают более 1500 предприятий автосервиса, а автор концепции – немецкая ассоциация «Centro», маркетинговая и сбытовая кооперация крупнейших дилеров концерна Bosch, функционирует более 30 лет.
Основной задачей концепции является всесторонняя подддержка универсальных сервисных центров с целью обеспечения международного стандарта качества предоставляемых услуг. По мнению инициаторов, от реализации концепции выиграют не только автолюбители, но и автосервисы, и производители запчастей, и продавцы гаражного оборудования. Идея концепции не связана с продвижением какого-либо известного бренда, и автосервисы сохраняют самостоятельность, фирменное название или имя владельца, используемые наряду с общими внешними элементами оформления.
Но, к сожалению, это один из немногих примеров. Как правило, предприятия автосервиса, особенно фирменные, функционируют автономно, по своим правилам. Это обусловлено отсутствием единых требований (стандарта) к качеству услуг, предоставляемых предприятиями населению.
Надёжность автомобилей напрямую зависит от качества комплектующих и запасных частей. В развитых странах очень серьёзное отношение к проблемам качества комплектующих и запасных частей. Ещё в 1970 – 1980-е гг. учёные и специалисты многих стран пришли к выводу, что качество не может быть гарантировано только путём контроля готовой продукции. Оно должно обеспечиваться гораздо раньше – в процессе изучения требований рынка, на стадии проектных, конструкторских разработок, при выборе поставщиков комплектующих изделий и материалов, на всех стадиях производства и, конечно, при реализации продукции, её техническом обслуживании у потребителя и утилизации после использования.
Автомобильная индустрия строит собственную промышленную политику, которая сконцентрирована в стандарте 08-9000 и связанных с ним документах.
Стандарт 08-9000 разработан знаменитой детройтской «большой тройкой» - Chrysler, Ford, GeneralMotors, к которой присоединились пять крупнейших производителей грузовиков – Freightliner, MackTrucksInc., NavistarInternationalPaccar, Volvo, GMHeavyTruck. Эти компании дополнили стандарт ИСО 9000 общеотраслевыми требованиями и специальными требованиями каждой компании.
Стандарт QS-9000 с 1997 г. Обязателен для всех компаний, являющихся поставщиками «большой тройки» и пяти компаний, производящих грузовики, а также других компаний, присоединившихся к QS-9000. Многие европейские, японские и корейские автомобильные компании ориентированы на требования QS-9000. Рассматривается вопрос о признании QS-9000 в качестве европейского стандарта.
Многие автопроизводители строят свои системы качества с учётом всех существующих стандартов. В нашей стране три стандарта ИСО 9001-87, ИСО 9002-87 и ИСО 9003-87 приняты в качестве национальных: ГОСТ 40.9001-88, ГОСТ 40.9002-88 и ГОСТ40.9003-88. Госстандарт России на основе пересмотренных стандартов ИСО подготовил проекты межгосударственных стандартов ГОСТ ИСО 9001-95, ГОСТ ИСО 9002-95 и ГОСТ ИСО 9003-95.
Если в России ещё совсем недавно решение проблем оценки и подтверждения качества в автомобильной промышленности находилось в зачаточном состоянии, то сейчас большинство российских автомобилестроительных предприятий и фирм по производству запчастей стремится получить соответствующие документы и перестраивает технологические цепочки в соответствии с международными требованиями. Это позволяет предположить, что в недалёком будущем мировые стандарты станут определяющим фактором для позиционирования подавляющей части отечественных автомобильных товаров.
Многие отечественные компании, занимающиеся производством автомобильных комплектующих и запчастей, нацелены на то, чтобы стать производителями оригинальных деталей, поставщиками на конвейер, поставлять свою продукцию для комплектации иностранных моделей. Самый важный для подобных компаний фактор – решение крупнейших мировых автоконцернов размещать часть своих производственных площадок на территории РФ и других стран СНГ. Следовательно, встаёт вопрос о кооперации с местными производителями комплектующих. Существует достаточно совместных проектов по производству иномарок в России, они уже активно претворяются в жизнь, но, по мнению западных специалистов, значительна разница в качестве оригинальных деталей от российских поставщиков и аналогичных запчастей, производимых зарубежными фирмами. Чтобы преодолеть эту разницу, необходимо максимальное соответствие стандартов отечественных предприятий и международных требований.
В России действуют государственные стандарты по всем параметрам, указанным Европейской экономической комиссией ООН (ЕЭК ООН), а также отраслевые нормативы, учитывающие особенности определённого (автомобильного) сегмента общего рынка и разработанные с максимальным приближением к требованиям ЕЭК. Сегодня действуют 109 правил ЕЭК. Из них российскими государственными органами взяты на вооружение 103, о чём заявлено в соответствующих документах.
На российских предприятиях, производящих автодетали и принадлежности к ним, в качестве основных приняты две системы международных стандартов по управлению качеством – ИСО 9000 и QS-9000. Их поэтапное внедрение подразумевает полную или частичную (в зависимости от первоначального состояния оборудования и методов его эксплуатации, целей и задач компании и проч.) перестройку технологической цепочки и схемы использования людских ресурсов. Главная задача – добившись желаемого качества конечного продукта, так организовать контрольные процедуры, чтобы это качество не опускалось ниже установленного.
Сегодня поставщики комплектующих конкурируют между собой на внутреннем рынке, а после вступления России в ВТО им предстоит соперничать и с иностранными компаниями.
6.5 Обеспечение качества услуг и повышение конкурентоспособности предприятий автосервиса на основе сертификации систем качества
Политика в области развития систем качества и их сертификации, а также поддержка этой деятельности – важная функция государства. В 2000г. Европейская организация по качеству подготовила и опубликовала документ «Европейское видение качества», где, в частности, отмечается, что наличие сертификатов на системы качества, подтверждающих их соответствие требованиям стандартов ИСО серии 9000, QS-9000 и других аналогичных стандартов, является существенным фактором конкурентоспособности.
Сертификация систем качества – дело добровольное и осуществляется как в обязательных, так и в добровольных системах сертификации. А это не только Система сертификации ГОСТ Р. В Государственном реестре Госстандарта России зарегистрировано 27 отечественных систем добровольной сертификации и 7 – обязательной. Таким образом, качество услуг становится одним из главных факторов, определяющих коммерческий успех предприятия, его конкурентоспособность. В свою очередь конкурентоспособность связана с двумя показателями – уровнем цены и (ещё раз) с уровнем качества продукции, причём качество продукции постепенно выходит на первое место. Производительность труда, экономия всех видов ресурсов уступают место качеству продукции, работ, услуг.
Одним из очевидных преимуществ внедрения системы качества является не только повышение качества продукции (услуг), но и получение определённой известности за счёт внесения в специальные реестры сертифицированных производств, завоевание авторитета как на внутреннем рынке, так и на внешнем.
Высокое качество обслуживания автомототехники полезно обществу в целом, поскольку способствует повышению надёжности автомототранспорта, безопасности на дорогах, улучшению экологической обстановки в крупных городах.
Современные экономические условия объективно изменяют отношения между производителем и потребителем. Поэтому автосервис нужно рассматривать в широком понимании – как инфраструктуру автомобильного транспорта. С переходом к рыночной экономике эта сфера оказалась достаточно выгодной для приложения частного капитала, за короткое время появились сотни новых предприятий различного профиля. Этому способствовали два фактора – крайне ограниченный рынок услуг и растущая автомобилизация населения.
6.6 Информационные технологии используемые в автосервисных предприятиях
За последние годы парк эксплуатируемых в России автомобилей значительно расширился, что в свою очередь привело к увеличению числа клиентов предприятий автосервиса. Технологическая разница в техническом обслуживании и ремонте, дооборудовании и тюнинге автомобилей разных производителей требует расширения штата специалистов, накопления различных запасных частей и расходных материалов.
У всех предприятий автосервиса существует несколько общих проблем, к числу которых относятся: учет клиентов и автомобилей, посещающих автосервис, учет и анализ выполненных работ, движение материальных ценностей, учет кадров и расчет заработной платы, подготовка документов (заказ-нарядов, счетов, накладных, актов выполненных работ и др.) и ведение бухгалтерии. Для решения этих проблем администрация предприятий автосервиса вынуждена содержать значительный штат бухгалтеров, учетчиков, кладовщиков, менеджеров разных уровней и т.д. Однако ошибки в учете не исключаются, а возможности анализа остаются ограниченными.
Эффективное средство для совершенствования работы предприятия - применение информационных технологий. Для того чтобы оперативный учет и контроль на предприятии автосервиса соответствовали динамике современного бизнеса, предприятие должно быть оснащено программным обеспечением, способным реально влиять на результативность его работы. Решать проблемы учета и управления в комплексе способны так называемые фирменные программы. Но чаще всего они специализированы по конкретным маркам автомобилей и из-за своей высокой стоимости недоступны основной массе автосервисных центров. Иногда предприятия сами пытаются создать базы данных клиентов, запасных частей автоматизировать бухгалтерию, используя Microsoft Access или Excel, но этого явно недостаточно.
Решение проблемы — применение специализированных информационных систем, целью внедрения которых является совершенствование управления предприятием за счет своевременного получения достоверной и полной информации о фактическом состоянии оперативного и бухгалтерского учетов и принятия обоснованных управленческих решений. Как показывает практика, информационные системы, предназначенные для предприятий автосервиса, должны в комплексе автоматизировать такие аспекты, как учет выполнения ремонтных работ, трудозатрат по исполнителям, взаиморасчетов с клиентами и партнерами, кадров, торгово-складскую деятельность, расчет зарплаты. При этом оперативный, бухгалтерский и налоговый учеты должны быть реализованы в одной программе и во взаимосвязи, предполагающей однократное формирование (либо ввод) документов в системе и многократное их использование в зависимости от функций и полномочий. Кроме того, информационная система должна функционировать как на небольшом предприятии, располагающем одним компьютером, так и на крупном, имеющем несколько подразделений и разветвленную вычислительную сеть.
Информационная система должна быть разработана на основе современных информационных технологий, что означает:
- использование системы управления базами данных, обеспечивающей надежную работу с большими объемами данных, высокую скорость доступа к данным, безопасность их хранения;
- возможность работы в локальной вычислительной сети с неограниченным количеством рабочих мест, обеспечивающей формирование базы данных в режиме реального времени;
- полную интеграцию вводимых в систему данных, позволяющую осуществлять всесторонний анализ деятельности предприятия;
- возможность ведения в системе многофирменного учета и быстрого наращивания функций разработчиком в соответствии с потребностями предприятия.
Современная информационная система позволяет:
- отслеживать не только движение и состояние документов (открыт, формируется, закрыт, проведен), но и события (ожидание, получение материалов на складе, отказ клиента и т.п.);
- используя системные справочники работ, нормо-часов, расценок, грамотно и быстро объяснять клиенту, в какую сумму обойдется ремонт;
- за счет контроля наличия необходимых материалов и подготовки документов на компьютерах сокращать время и повышать культуру обслуживания клиентов;
- создавать базу данных о клиентах и систему их поощрения, учитывать эти поощрения (скидки, подарки и т.п.);
- использовать механизм повторных ремонтов, своевременно уведомляя клиента о необходимости такового, создавать запас материалов и запчастей;
- контролировать качество оказанной услуги, учитывая повторные обращения клиентов, отслеживать движение дефектных партий деталей и т.д.;
- проводить анализ колебаний заездов автомобилей по периодам, загрузки исполнителей, а также работы персонала по нормативам - для анализа фактических трудозатрат;
- рационально использовать средства, затрачиваемые на хранение запасных частей, формировать структуру заказа по номенклатуре запасных частей наиболее частого спроса, поддерживать их запасы на оптимальном уровне;
- быстро получать оперативные отчеты о деятельности предприятия в режиме реального времени, исключая случаи противоречия в данных, формируемых различными подразделениями;
- обеспечивать многомерную обработку данных с помощью специальных аналитических средств;
- сокращать трудоемкость и сроки формирования первичных и отчетных документов, заработной платы сотрудникам и реорганизовывать управление предприятием;
- обеспечивать надежную систему зашиты данных от утечки и сбоев оборудования;
- снижать совокупные затраты при внедрении и сопровождении системы по сравнению с аналогами.
Современная информационная система должна быть не слишком требовательна к техническим ресурсам и легко осваиваться пользователями с минимальными навыками работы на компьютере.
Управленческо-учетное программное обеспечение (ПО) — к этому классу относится бухгалтерское ПО, ПО автоматизации бизнес-процессов, ПО ведения складского учета, ПО учета рабочего времени, ПО подготовки и учета заказ-нарядов и др. Многие из программных продуктов обеспечивают интеграцию с каталогами запасных частей (для автоматической загрузки цен и моделей деталей в бухгалтерско-учетные документы), информационными базами нормо-часов (для автоматизации загрузки номенклатур работ и расчета их стоимости). Для решения этих задач на отечественном рынке представлено большое количество программных продуктов, как автономных, так и являющихся надстройками к универсальным системам, например: продукты на базе платформы 1С, продукты компании «Автодилер», внедренческого центра 1С-Рарус, компании «BVS Logic», компании «VERDI», системы «TurboService», «LogicStar-Avto», «АИС@».
ПО специализированного оборудования— программное обеспечение сканеров, мотор-тестеров, ПО для работы с газоанализаторами и дымомерами, ПО для чип-тюнинга, ПО для измерительных систем кузовного ремонта и т.п. Как правило, такое ПО поставляется вместе с самим оборудованием. Зачастую программное обеспечение этого класса выполняет не только свои основные (диагностические и пр.), но и справочные, обучающие функции.
Основное справочное ПО — информационно-справочные базы данных по диагностике и ремонту, электронные каталоги запчастей, справочники нормо-часов, справочники по геометрическим размерам автомобилей и т.п. Такие базы, как и оборудование, делятся на два больших класса — дилерские (авторизованные, оригинальные, первичные) и неавторизованные (вторичные, неоригинальные, как правило, мультимарочные).
Дилерские базы данных включают в себя информацию по одной или нескольким родственным маркам автомобилей (например, VW-Audi) и подготовлены самим автопроизводителем. Информация в них по отдельной марке наиболее полная и достоверная. Однако официально такие базы распространяются только в рамках дилерской сети соответствующей марки. А это означает, что остальные станции (даже если они специализируются на одной марке) могут приобрести информацию только у пиратов. Наибольшую известность имеют дилерские базы по диагностике и ремонту VW-Audi (ELSA), BMW (BMW TIS, BMWWDS), Ford (FordTIS), Mercedes (MercedesWIS), Opel (OpelTIS), Renault (Dialogys), Volvo (VADIS) и пр., а также каталоги запчастей VW-Audi (ЕТКА), BMW (BMWETK), Mercedes (MercedesEPC).
Неавторизованные (мультимарочные) базы включают информацию сразу по многим маркам автомобилей (разработчики баз стараются охватить «все что ездит»). Мультимарочность базы не исключает того, что в ней содержаться и некоторые дилерские материалы. Наиболее известными продуктами являются базы по диагностике и ремонту BOSCH ESI[tronic], Alldata, Autodata, Mitchell-on-Demand, Atris WM-KAT-Tech-nik, Open@Car, WoitShop, CAPS, ATSG и др. |
Мультимарочные базы могут быть неспециализированными (включают информацию практически обо всем — например, база Autodataсодержит и регулировочные параметры, и нормо-часы и информацию по диагностике электронных систем управления, и электросхемы и многое-многое другое) и специализированными (касаются информации по отдельным системам автомобиля, например В базе CAPS рассматриваются электронные системы управления, а в базах ATSG и Mitchell forTransmissions- коробки передач). Естественно, каждая база содержит разное количество информационных разделов. Как правило, мультимарочные базы содержат следующую информацию.
- Technical data -различные peгулировочные данные но автомобилям. Вбазах имеютсея тысячи различных параметров, нормативов и т.п. Помнить эти цифры даже по одной обслуживаемой марке невозможно, но невозможно также заниматься ремонтом и/или диагностикой, не имея их под рукой.
- Repairtimes— основные нормы времени на ремонтные и регулировочные операции. Этот раздел может быть «встроен» в базу (Autodata), поставляться как дополнительный модуль или в виде отдельной базы.
- Maintenanceи Serviceschedules— сервисные интервалы и описания сервисных операций.
- TSВ (Technical Service Bulletins)—технические сервисные бюллетени — руководства и рекомендации от автопроизводителей по устранению конкретных типичных неисправностей и по другим вопросам. Эти руководства содержатся практически во всех дилерских (Ford TIS, Opel TIS, BMW TIS), а также в некоторых мультимарочных базах (например, в MitchellonDemandи Alldata). Также в мультимарочных базах, например в базе AutoData, встречается аналогичный по назначению раздел Troubleshooter(разрешение конкретных неполадок). Зачастую руководства по устранению неисправностей представляются в виде алгоритмов или блок-схем. Сюда же можно отнести весьма полезные таблицы (Faulttables) с анализом диагностических кодов неисправностей {DTC— DiagnosticTroubleCode). Такие разделы есть практически во всех электронных базах (Mitchell, Autodata, ELSA, Opel TIS и пр.) и содержат не только расшифровки кодов неисправностей, но и симптомы их проявления, возможные причины возникновения, перечни проверок для устранения.
- Workshop или Repair— описания устройства, ремонта и диагностики отдельных систем автомобиля — двигателя, КПП, АБС, системы кондиционирования и пр.
- Componentlocations — расположениеэлектронных и механическихкомпонентов в автомобиле, о WiringdiagramsилиCurrentflowdiagrams — электросхемы.
Встречаютсяидругие «форматы» документации — OFM (Official Factory Manuals), SS P (Service Self Study Programm) ипр.
Отдельно следует выделить каталоги запасных частей (EPC - Electronic PartsCatalog). В них содержится информация о запасных частях, их применимости, взаимозаменяемости, цене, зачастую встречаются и изображения. Каталоги запчастей делятся на каталоги оригинальных (произведенных илирекомендованных автопроизводителем) и неоригинальных (произведенных сторонними производителями) запчастей. Каталоги могут быть мономарочные (содержат информацию об оригинальных запчастях для одной марки — наиболее известны Mercedes ЕРС, BMW ET К и пр.) и мульти марочные (содержат информацию по многим маркам, например Tecdoc). Встречаются также специализированные каталоги по расходным материалам, тюнингу, сводные каталоги производителей запчастей и т.п.
Приобретая для автосервиса информационную базу, надо учитывать:
- по каким автомобилям в базе имеется информация? Здесь важны марки, года выпуска (или модельные года), рынок автомобилей, для которого выпущена база. Относительно годов выпуска надо заметить, что практически все существующие базы содержат наиболее полную информацию только по автомобилям последнего десятилетия (начиная с 1993 г.) — в частности это касается таких баз как ELSA, Autodata, BMW TIS и др;
- по каким системам в базе имеется информация? Если СТОА специализируется на коробках передач, нужна специализированная база (например, Mitchell onDemandForTransmissions и/или ATSG), но и «общие» базы также не помешают;
- на каком языке выполнена оболочка базы (меню и проч.) и на каком языке в базе представлена информация? На русском языке даже оболочки выполнены у считанных единиц программ. Полностью русские — BMW TIS, Volvo VADIS. Частично русские — BOSCH ESI[tronic], Mercedes WIS — эти базы имеют русские оболочки и часть информации;
-на каких носителях поставляется база? Как правило, современные базы поставляются на CD или DVD. При этом формат DVD стремительно приобретает популярность, особенно при поставке баз, занимающих более 3 компакт-дисков (Mitchell -около 15, ESI[tronic] - около 30, Alldata- около 100 CD-дисков и т.п.). Грубо 1 DVD диск заменяет 6 или 7 CD. Последние версии некоторых баз поставляются уже только на DVD (например, ESI|tronic|);
-какие системные требования к компьютеру и операционной системе предъявляет база? Большинство баз работают нормально под любой операционной системой — от Windows 98(работа подWindows 95, как правило, не гарантируется, но и проблем не возникает) доWindows 7. Однако бывают и «привередливые» базы. Например, дилерская база по VW-Audi ELSA работает только под управлением систем на NT-платформе (Windows NT, 2000, ХР). Особых требований к процессору и оперативной памяти базы, как правило, не предъявляют;
- как осуществляется регистрация базы? Каков период беспрепятственного использования базы после покупки? Срок работы лицензионных баз, как правило, ограничен сроком действия абонемента (как правило, год). После его истечения требуется платное продление абонемента или покупка новой версии базы. Ограничения в работе нелицензионных версий зависят от способа регистрации базы, защиты базы, «качества взлома»;
- каков порядок и стоимость обновлений? При покупке лицензионных баз эти условия обязательно оговариваются — как правило, обновления в рамках действия абонемента осуществляются бесплатно (например, у BOSCH — ежеквартально в течение года). Обновления для нелицензионных баз пиратами, как правило, не распространяются.
Дополнительное (вспомогательное) справочное ПО. К нему можно отнести уже упоминавшиеся словари, программы для расшифровки VIN-кодов и проч. Некоторые из этих программ можно найти в интернете в бесплатном доступе.
Обучающее ПО. Некоторые производители включают обучающие подсистемы в поставляемое со специальными стендами ПО.
На отечественном рынке информация предлагается не только в электронном виде (на CD и DVD), но и в виде профессиональной литературы. Преимуществами книг по сравнению с электронными базами являются доступность персоналу, не владеющему или слабо владеющему персональным компьютером, меньшая цена лицензионных версий, наличие изданий на русском языке. Недостатками являются неудобство поиска и работы с информацией, необходимость иметь большое количество литературы, изнашиваемость.
6.7 Система автоматизированного проектирования тюнинга автомобилей и мотоциклов
При проектировании тюнинга автомототранспортных средств, в настоящее время, широко используется система автоматизированного проектирования – автоматизированная система, реализующая информационную технологию выполнения функций проектирования, которая представляет собой организационно-техническую систему, предназначенную для автоматизации процесса проектирования, состоящую из персонала и комплекса технических, программных и других средств автоматизации его деятельности. Для обозначения подобных систем обычно используется аббревиатура САПР.
Для перевода САПР на английский язык используется аббревиатура CAD (computer-aideddesign), подразумевающая использование компьютерных технологий в проектировании. Однако в ГОСТ 15971-90 это словосочетание приводится как стандартизированный англоязычный эквивалент термина «автоматизированное проектирование». Понятие CAD не является полным эквивалентом САПР, как организационно-технической системы. Термин САПР на английский язык может также переводиться как CADsystem, automateddesignsystem, CAE (computer-aidedengineering) system.
В ряде зарубежных источников устанавливается определённая соподчинённость понятий CAD, CAE, CAM (computer-aidedmanufacturing). Термин CAE определяется как наиболее общее понятие, включающее любое использование компьютерных технологий в инженерной деятельности, включая CAD и CAM.
Для обозначения всего спектра различных технологий автоматизации с помощью компьютера, в том числе средств САПР, используется термин САх (computer-aidedtechnologies).
В рамках жизненного цикла услуги по тюнингу автомототехники САПР решает задачи автоматизации работ на стадиях проектирования и подготовки оказания услуги. Основная цель САПР – повышение эффективности труда инженеров, включая:
- сокращение трудоёмкости проектирования и планирования;
- сокращение сроков проектирования;
- снижение себестоимости проектирования и изготовления, уменьшение затрат на эксплуатацию;
- повышение качества и технико-экономического уровня результатов проектирования;
- сокращение затрат на натурное моделирование и испытания.
Достижение этих целей обеспечивается путём:
- автоматизации оформления документации;
- информационной поддержки и автоматизации процесса принятия решений;
- использования технологий параллельного проектирования;
- унификации проектных решений и процессов проектирования;
- повторного использования проектных решений, данных и наработок;
- стратегического проектирования;
- замены натурных испытаний и макетирования математическим моделированием;
- повышения качества управления проектированием;
- применения методов вариантного проектирования и оптимизации.
По ГОСТ 23501.101-87, составными структурными частями САПР являются подсистемы, обладающие всеми свойствами систем и создаваемые как самостоятельные системы. По назначению подсистемы САПР разделяют на два вида – проектирующие и обслуживающие.
Обслуживающие подсистемы – объектно-независимые подсистемы, реализующие функции, общие для подсистем или САПР в целом. Обеспечивают функционирование проектирующих подсистем, оформление, передачу и вывод данных, сопровождение программного обеспечения и т.п., их совокупность называют системной средой (или оболочкой) САПР.
Проектирующие подсистемы – объектно-ориентированные подсистемы, реализующие определённый этап проектирования или группу связанных проектных задач. В зависимости от отношения к объекту проектирования, делятся на:
- объектные – выполняющие проектные процедуры и операции, непосредственно связанные с конкретным типом объектов проектирования;
- инвариантные – выполняющие унифицированные проектные процедуры и операции, имеющие смысл для многих типов объектов проектирования.
Примером проектирующих подсистем могут служить подсистемы геометрического трёхмерного моделирования механических объектов, схемотехнического анализа и т.п..
Типичными обслуживающими подсистемами являются подсистемы управления проектными данными, обучающие подсистемы для освоения пользователями технологий, реализованных в САПР и т.п..
По ГОСТ 23501.108-85 устанавливают следующие признаки классификации САПР:
- тип / разновидность и сложность объекта проектирования;
- уровень и комплексность автоматизации проектирования;
- характер и количество выпускаемых документов;
- количество уровней в структуре технического обеспечения.
В области классификации САПР используется ряд устоявшихся англоязычных терминов, применяемых для классификации программных приложений и средств автоматизации САПР по отраслевому и целевому назначению. Например – MCAD(mechanicalcomputer-aideddesign) – автоматизированное проектирование механических устройств. Это машиностроительные САПР, применяются в автомобилестроении, судостроении, авиакосмической промышленности, производстве товаров народного потребления, включают в себя разрботку деталей сборок (механизмов) с использованием параметрического проектирования на основе конструктивных элементов, технологий поверхностного и объёмного моделирования (SolidWorks, AutodeskInventor, CATIA, КОМПАС).
По целевому назначению различают САПР или подсистемы САПР которые обеспечивают различные аспекты проектирования.
CAD– средства автоматизированного проектирования, в контексте указанной классификации термин обозначает средства САПР, предназначенные для автоматизации двумерного и / или трёхмерного геометрического проектирования, создания конструкторской и / или технологической документации и САПР общего назначения.
- CADD (computer-aideddesignanddrafting) – проектирование и создание чертежей.
- CAGD (computer-aidedgeometricdesign) – геометрическое моделирование.
CAE– средства автоматизации инженерных расчётов, анализа и симуляции физических процессов. Осуществляют динамическое моделирование, проверку и оптимизацию изделий.
- CAA (computer-aidedanalysis) – подкласс средств CAE, используемых для компьютерного анализа.
- CAM (computer-aidedmanufacturing) – средства технологической подготовки производства изделий (услуг), обеспечивают автоматизацию программирования и управления оборудования с ЧПУ или ГАПС (гибких автоматизированных производственных систем). Русскоязычным аналогом термина является АСТПП – автоматизированная система технологической подготовки производства.
- CAPP (computer-aidedprocessplanning) – средства автоматизации планирования технологических процессов применяемые на стыке систем CAD и CAM.
Многие системы автоматизированного проектирования совмещают в себе решение задач относящихся к различным аспектам проектирования CAD/ CAM; CAD/ CAE; CAD/ CAE/ CAM. Такие системы называют комплексными или интегрированными.
С помощью CAD-средств создаётся геометрическая модель изделия, которая используется в качестве входных данных в системах CAM, и на основе которой в системах CAE формируется требуемая для инженерного анализа модель исследуемого процесса.
6.8 Технологические процессы изменения технического состояния транспортных средств, используемые в автосервисе при оказании услуг
В автосервисе, в зависимости от метода выполнения различают следующие элементы технологических процессов:
- обработку (резанием, давлением, термическую, нанесение покрытий);
- сборку (сварку, пайку, склеивание, узловую и общую сборку);
- технический контроль.
6.8.1 Технологические процессы обработки заготовок и деталей
Обработка металлов резанием, технологические процессы обработки металлов путём снятия стружки, осуществляемые режущими инструментами на металлорежущих станках с целью придания деталям заданных форм, размеров и качества поверхностных слоев. Основные виды обработки металлов резанием: точение, строгание, сверление, развёртывание, протягивание, фрезерование и зубофрезерование, шлифование, хонингование и др. широко используются при тюнинге автомобилей и мотоциклов. Закономерности обработки металлов резанием рассматриваются как результат взаимодействия системы станок — приспособление — инструмент — деталь (СПИД). Любой вид обработки металлов резанием характеризуется режимом резания, представляющим собой совокупность следующих основных элементов: скорость резания v, глубина резания t и подача s. Скорость резания — скорость инструмента или заготовки в направлении главного движения, в результате которого происходит отделение стружки от заготовки, подача — скорость в направлении движения подачи.
Обработка металлов давлением, группа технологических процессов, в результате которых изменяется форма металлической заготовки без нарушения её сплошности за счёт относительного смещения отдельных её частей, т. е. путём пластической деформации. Основные виды обработки металлов давлением: прокатка, прессование, волочение, ковка и штамповка. Обработка металлов давлением также применяется для улучшения качества поверхности.
Внедрение технологических процессов, основанных на обработке металлов давлением, по сравнению с другими видами металлообработки (литьё, обработка резанием) неуклонно расширяется, что объясняется уменьшением потерь металла, возможностью обеспечения высокого уровня механизации и автоматизации технологических процессов. Наиболее широко эти технологии применяются при изготовлении кузовных деталей автомобилей.
Обработкой металлов давлением могут быть получены изделия с постоянным или периодически изменяющимся поперечным сечением (прокатка, волочение, прессование) и штучные изделия разнообразных форм (ковка, штамповка), соответствующие по форме и размерам готовым деталям или незначительно отличающиеся от них. Штучные изделия обычно подвергаются обработке резанием. Объём удаляемого при этом металла зависит от степени приближения формы и размеров поковки или штамповки к форме и размерам готовой детали. В ряде случаев Обработкой металлов давлением получают изделия, не требующие обработки резанием (болты, винты, большинство изделий листовой штамповки).
Обработка металлов давлением может применяться не только для получения заготовок и деталей, но и как отделочная операция после обработки детали резанием (дорнование, обкатка роликами и шариками и т.п.) с целью уменьшения шероховатости поверхности, упрочнения поверхностных слоев детали и создания желательного распределения остаточных напряжений, при котором служебные свойства детали (например, сопротивление усталостному разрушению) улучшаются.
Термическая обработка металлов и сплавов производится с целью улучшения их служебных свойств.
Термическая обработка металлов, определенный временной цикл нагрева и охлаждения, которому подвергают металлы для изменения их физических свойств. Термообработка в обычном смысле этого термина проводится при температурах, не достигающих точки плавления. Процессы плавления и литья, оказывающие существенное влияние на свойства металла, в это понятие не включаются. Изменения физических свойств, вызываемые термической обработкой, обусловлены изменениями внутренней структуры и химических соотношений, происходящими в твердом материале. Циклы термической обработки представляют собой различные комбинации нагрева, выдерживания при определенной температуре и быстрого или медленного охлаждения, соответствующие тем структурным и химическим изменениям, которые требуется вызвать.
Отжиг - нагревание стального изделия до температуры 700-900°С (в зависимости от марки стали) и охлаждение вместе с печью.
Нормализация - нагрев стали до температуры 900°С с последующим охлаждением в нормальных условиях (на воздухе) для улучшения внутренней микроструктуры стали и повышения механических свойств и для подготовки ее к последующей термической обработке.
Закалка - придание стальному изделию высокой прочности и твердости. Но от закалки сталь становится более хрупкой. Этот недостаток устраняется в процессе отпуска стали. При закалке металл нагревают до высокой температуры, а затем быстро охлаждают в специальных охлаждающих средах (воде, масле и т.п.). Из одной и той же заготовки можно получить различные структуры и свойства, в зависимости от режима закалки изделия. Для достижения наилучших результатов стальные изделия постепенно нагревают до температуры 750-850°С. Затем разогретое изделие быстро охлаждают до температуры примерно 400°С.
Отпуск смягчает негативные явления при закалке, повышает вязкость и уменьшает хрупкость изделия. Еще отпуск устраняет большую часть внутренних напряжений, возникающих при закалке.
Химико-термическая обработка - нагрев и выдержка металлических (а в ряде случаев и неметаллических) материалов при высоких температурах в химически активных средах (твердых, жидких, газообразных).
В подавляющем большинстве случаев химико-термическую обработку проводят с целью обогащения поверхностных слоев изделий определенными элементами. Их называют, насыщающими элементами или компонентами насыщения.
В результате химико-термической обработки формируется диффузионный слой, т.е. изменяется химический состав, фазовый состав, структура и свойства поверхностных слоев. Изменение химического состава обуславливает изменения структуры и свойств диффузионного слоя.
В зависимости от насыщающего элемента различают следующие процессы химико-термической обработки:
однокомпонентные: цементация - насыщение углеродом; азотирование - насыщение азотом; алитирование - насыщение алюминием; хромирование - насыщение хромом; борирование - насыщение бором; силицирование - насыщение кремнием;
многокомпонентные: нитроцементация (цианирование, карбонитрация) - насыщение азотом и углеродом; боро- и хромоалитирование - насыщение, бором или хромом и алюминием, соответственно; хромосилицирование – насыщение хромом и кремнием и т.д
Широкое промышленное применение получили только традиционные процессы насыщения: азотирование, цементация, нитроцементация, цианирование. Цинкование, алитирование, борирование, хромирование, силицирование применяют значительно в меньшей мере.
На практике в подавляющем большинстве случаев химико-термической обработке подвергают сплавы на основе железа (стали и чугуны), реже - сплавы на основе тугоплавких металлов, твердые сплавы и еще реже сплавы цветных металлов, хотя практически все металлы могут образовывать диффузионные слои с подавляющим большинством химических элементов Периодической системы элементов Д.И. Менделеева.
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ, образуются в результате пленкообразования (высыхания, отверждения) лакокрасочных материалов, нанесенных на поверхность (подложку) и получили самое широкое распространение в автомобилестроении при изготовлении, обслуживании, ремонте и тюнинге автомобилей и мотоциклов. Основные назначение: защита материалов от разрушения (например, металлов - от коррозии, дерева - от гниения) и декоративная отделка поверхности. По эксплуатационных свойствам лакокрасочные покрытия делятся на: атмосферо-, водо-, масло- и бензостойкие, химически стойкие, термостойкие, электроизоляционные, консервационные, а также специального назначения. К последним относятся, например, противообрастающие (препятствуют обрастанию подводных частей судов и гидротехн. сооружений морскими микроорганизмами), светоотражающие, светящиеся (способны к люминесценции в видимой области спектра при облучении светом или радиоактивным излучением), термоиндикаторные (изменяют цвет или яркость свечения при определенной температуре), огнезащитные, противошумные (звукоизолирующие). По внешний виду (степень глянца, волнистость поверхности, наличие дефектов) лакокрасочные покрытия принято подразделять на 7 классов. Для получения лакокрасочных покрытий применяют разнообразные лакокрасочные материалы (ЛКМ), различающиеся по составу и химический природе пленкообразователя. ЛКМ на основе термопластичных пленкообразователей - Битумные лаки, Эфироцеллюлозные лаки, ЛКМ на основе термореактивных пленкообразователей - Полиэфирные лаки, Полиуретановые лаки и др.; к ЛКМ на основе масел относятся олифы, масляные лаки, масляные краски, к модифицированным маслами - алкидные лаки. Используют лакокрасочные покрытия во всех отраслях народного хозяйства и в быту. Мировое производство ЛКМ составляет более 30 млн. т/год. Более 50% всех ЛКМ расходуется в машиностроении (из них 20% - в автомобилестроении), 25% - в строительной индустрии.
Большинство лакокрасочных покрытий получают нанесением ЛКМ в несколько слоев. Толщина однослойных лакокрасочных покрытий колеблется в пределах 3-30 мкм (для тиксотропных ЛКМ - до 200 мкм), многослойных - до 300 мкм. Для получения многослойных, например защитных, покрытий наносят несколько слоев разнородных ЛКМ (так называемые комплексные лакокрасочных покрытия), при этом каждый слой выполняет определенную функцию: нижний слой - грунт (получают нанесением грунтовки) обеспечивает адгезию комплексного покрытия к подложке, замедление электрохимический коррозии металла; промежуточный - шпатлевка (чаще применяют "второй грунт", или так называемой грунт-шпатлевку) - выравнивание поверхности (заполнение пор, мелких трещин и других дефектов); верхние, покровные, слои (эмали; иногда для повышения блеска последний слой - лак) придают декоративные и частично защитные свойства. При получении прозрачных покрытий лак наносят непосредственно на защищаемую поверхность. Технологический процесс получения комплексных лакокрасочных покрытий включает до несколько десятков операций, связанных с подготовкой поверхности, нанесением ЛКМ, их сушкой (отверждением) и промежуточной обработкой. Выбор технологического процесса зависит от типа ЛКМ и условий эксплуатации лакокрасочных покрытий, природы подложки (например, сталь, Аl, другие металлы и сплавы, древесина, строительные материалы), формы и габаритов окрашиваемого объекта. Качество подготовки окрашиваемой поверхности в значительной степени определяет адгезионную прочность лакокрасочного покрытия к подложке и его долговечность. Подготовка металлических поверхностей заключается в их очистке ручным или механизированным инструментом, пескоструйной либо дробеструйной обработкой, а также химический способами. Последние включают: 1) обезжиривание поверхности, например обработка водными растворами NaOH, а также Na2CO3, Na3PO4 или их смесей, содержащими ПАВ и др. добавки, органическое растворителями (например, бензином, уайтспиритом, три- или тетрахлорэтиленом) либо эмульсиями, состоящими из органическое растворителя и воды; 2) травление - удаление окалины, ржавчины и др. продуктов коррозии с поверхности (обычно после ее обезжиривания) действием, например, в течение 20-30 мин 20%-ной H2SO4 (70-80 °С) или 18-20%-ной НСl (30-40 °С), содержащими 1-3% ингибитора кислотной коррозии; 3) нанесение конверсионных слоев (изменение природы поверхности; используется при получении долговечных комплексных лакокрасочных покрытий): а) фосфатирование, которое заключается в образовании на поверхности стали пленки нерастворимых в воде трехзамещенныхортофосфатов, например Zn3(PO4)2.Fe3(PO4)2, в результате обработки металла водорастворимыми однозамещенными ортофосфатамиMn-Fe или Zn-Fe, например Mn(H2PO4)2-Fe(H2PO4)2, либо тонкого слоя Fe3(PO4)2 при обработке стали раствором NaH2PO4; б) оксидирование (чаще всего электрохимическим способом на аноде); 4) получение металлических подслоев - цинкование или кадмирование (обычно электрохимический способом на катоде). Обработку поверхности химическими методами обычно осуществляют окунанием или обливанием изделия рабочим раствором в условиях механизированной и автоматизированной конвейерной окраски. Химические методы обеспечивают высокое качество подготовки поверхности, но сопряжены с последующей промывкой водой и горячей сушкой поверхностей, а следовательно, с необходимостью очистки сточных вод.
Методы нанесения жидких ЛКМ.
1. Ручной (кистью, шпателем, валиком) - для окраски крупногабаритных изделий (строительные сооружения, некоторые промышленные конструкции), исправления дефектов, в быту. Используются ЛКМ естеств. сушки.
2. Валковый - механизированное нанесение ЛКМ с помощью системы валиков обычно на плоские изделия (листовой и рулонный прокат, полимерные пленки, щитовые элементы мебели, бумага, картон, металлич. фольга).
3. Окунание в ванну, заполненную ЛКМ. Традиционные (органоразбавляемые) ЛКМ удерживаются на поверхности после извлечения изделия из ванны вследствие смачивания. В случае водоразбавляемых ЛКМ обычно применяют окунание с электро-, хемо- и термоосаждением. В соответствии со знаком заряда поверхности окрашиваемого изделия различают ано- и катофоретическоеэлектроосаждение - частицы ЛКМ движутся в результате электрофореза к изделию, которое служит соответственно анодом или катодом. При катодном электроосаждении (не сопровождающемся окислением металла, как при осаждении на аноде) получают лакокрасочные покрытия, обладающие повышенной коррозионной стойкостью. Применение метода электемпературоосаждения позволяет хорошо защитить от коррозии острые углы и кромки изделия, сварные швы, внутр. полости, но нанести можно только один слой ЛКМ, т. к. первый слой, являющийся диэлектриком, препятствует электроосаждению второго. Однако этот метод можно сочетать с предварит. нанесением пористого осадка из суспензии др. пленкообразователя; через такой слой возможно электроосаж. При хемоосаждении. используют ЛКМ дисперсионного типа, содержащие окислители; при их взаимодействие с металлич. подложкой на ней создается высокая концентрация поливалентных ионов (Ме0: Ме+n), вызывающих коагуляцию приповерхностных слоев ЛКМ. При термоосаждении осадок образуется на нагретой п
|
|
|
Дата добавления: 2014-01-04; Просмотров: 924; Нарушение авторских прав?; Мы поможем в написании вашей работы!