КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
С прорезиненной лентой
|
|
|
|
Передвижные и переносные конвейеры. Передвижной ленточный конвейер состоит из тех же элементов, что и стационарный, но дополнительно имеет колесный ход и механизм изменения угла наклона. Переносные конвейеры имеют малую длину (до 5 м) и незначительную массу; их переносят с места на место вручную. Роликоопоры – желобчатые, иногда сплошной настил. Привод – от электродвигателя со встроенным редуктором с клиноременной или цепной передачей. Натяжное устройство – винтовое. Металлоконструкция – сварная из легкого фасонного проката.
Основным недостатком является ручная загрузка, поэтому обычно передвижные и переносные ленточные конвейеры работают в комплексе с погрузочными машинами. Передвижные и переносные конвейеры применяют на складах, железнодорожном и водном транспорте и строительстве. На конвейерах используют резинотканевую ленту с гладкой и рифленой поверхностью, с бортами и перегородками [2].
Конвейеры магистральные предназначены для транспортирования горной массы по прямолинейным в плане горным выработкам с углами наклона от минус 10 градусов до плюс 22 градусов в плане, в том числе опасным по газу и пыли. Для увеличения длины конвейеров, уменьшения разрывной прочности применяемой ленты, конвейеры могут комплектоваться промежуточными приводами.
Ленточные конвейеры для поточного производства (рис. 3.28) применяются для пооперационного перемещения изделий в поточном производстве швейной продукции, приборов, часов и других изделий. Их отличительные особенности – объединение станины со столиками рабочих мест; полное ограждение всех движущихся частей; малая скорость движения (0,2–0,5 м/с). Конвейер имеет резинотканевую ленту шириной 400–800 мм, прямые роликоопоры или сплошной настил [2].
Привод – однобарабанный, приводной механизм размещается под барабаном, натяжное устройство – винтовое.
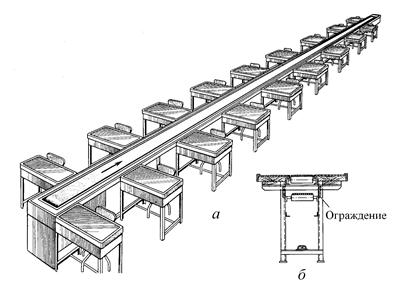
Рис. 3.28. Ленточный конвейер для пооперационного перемещения изделий
между рабочими местами: а – общий вид; б – поперечное сечение
Телескопические ленточные конвейеры – это конвейеры с переменной длиной транспортирования при одной и той же длине общего замкнутого контура ленты. Длина конвейера (рис. 3.29) изменяется путем перемещения комплекта отклоняющих и натяжных барабанов [2].
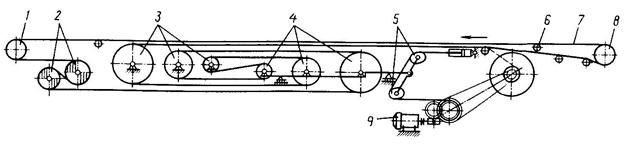
Рис. 3.29. Схема телескопического ленточного конвейера:
1 – передний барабан; 2 – привод; 3 – неподвижные барабаны; 4 – подвижные барабаны;
5 – натяжное устройство; 6 – роликоопоры; 7 – лента; 8 – задний концевой барабан;
9 – привод телескопического устройства
Ленточные конвейеры для крупнокусковых грузов имеют высокую производительность (до 3500 т/ч) и большую протяженность трассы. Перемещают грузы с кусками размером 600–800 мм, массой до 500 кг. Имеют прорезиненную ленту повышенной надежности и высокой амортизирующей способности [2].
Имеют специальное загрузочное устройство, способное принимать нагрузки от падения тяжелых грузов; комплект роликоопор, закрепленных на упругой станине. Привод и натяжное устройство – общего типа.
Загрузка производится пластинчатым или кареточным питателем, на направляющей стенке загрузочного устройства установлена решетка для просева мелочи.
Ленточные конвейеры с бесконтактной опорой ленты на воздушной подушке (под действием давления воздуха), на магнитной подушке (под действием магнитного поля) [2].
Бесконтактная опора ленты (рис. 3.30) обеспечивает экономию металла и расхода энергии, значительно снижает сопротивления движению ленты, упрощает ремонт и обслуживание, позволяет увеличить скорость перемещения, производительность и длину транспортирования.
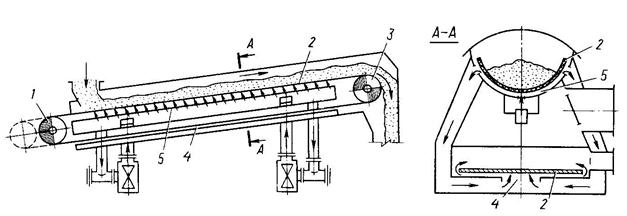
Рис. 3.30. Схема конвейера с лентой на воздушной опоре:
1 – натяжной барабан, 2 – лента, 3 – приводной барабан, 4, 5 – воздушные камеры
Преимущества воздушной опоры ленты: применение стандартной ленты; возможность перемещения грузов широкого ассортимента (кроме пылящих).
Недостатки воздушной опоры ленты: необходимость установки дополнительного оборудования; падение давления воздуха вдоль трассы (особенно при большой длине конвейера); дополнительный расход энергии на подачу воздуха; возможность нарушения поддержки ленты при местной перегрузке.
На ленточных конвейерах с магнитной опорой ленты вместо роликоопор установлены постоянные пластинчатые электромагниты; лента имеет свойство постоянного магнита благодаря введению в обкладочную резину магнитного порошка и сохраняет свои свойства до 10 лет.
Преимущества магнитной опоры ленты: возможность применения серийно изготовленных электромагнитов; постоянное действие силы магнитов вдоль всей трассы конвейера; отсутствие проводки; простота устройства опор; бесшумность и экономичность конструкции и обслуживания. Недостатки магнитной опоры ленты: использование специального устройства для магнитной опоры ленты; ограничение ассортимента транспортируемых грузов.
Ленточные конвейеры повышенной производительности. Повышение производительности конвейера наиболее эффективно достигается путем увеличения емкости ленты. Наибольшего увеличения производительности можно достичь использованием ленты с гофрированными бортами. Рабочая ветвь ленты с бортами опирается на прямые или желобчатые роликоопоры, обратная ветвь – на укороченные прямые или дисковые. Лента и борта очищаются вращающимися щетками.
Ленточные конвейеры безроликовые предназначены для транспортирования пылевидных продуктов и асбестовых концентратов с плотностью 0,2–1 т/м3 в горизонтальном и наклонном (до 12°) направлениях. Особенностью конвейера является то, что лента по направляющим движется внутри корпуса, состоящего из секций герметически соединенных между собой. Преимущества: герметичность конструкции, позволяющая транспортировать легкопылящие материалы; удобство эксплуатации и обслуживания благодаря простой конструкции.
Ленточные конвейеры с увеличенным углом наклона. Увеличить угол наклона возможно: увеличением коэффициента трения груза о поверхность движущейся ленты; повышением давления между грузом и лентой; устройством на ленте поперечных перегородок; созданием магнитного притяжения [2].
Существуют крутонаклонные двухленточные конвейеры (с грузонесущей и прижимной лентами) и трубчатые конвейеры (лента при помощи направляющих роликов свернута в трубу). Для увеличения коэффициента трения груза поверхность ленты выполняют с насечками.
Наибольшее распространение имеют рифленые ленты с шевронным расположением рифлей высотой 5–10 мм. Для мелкокусковых грузов применяют ленты с рифлями лопастеобразного очертания высотой 20–35 мм. Основное преимущество рифленой ленты – возможность использования на том же оборудовании, что и ленты с гладкой поверхностью. Очистка рифленой ленты производится вращающейся щеткой или гидросмывом.
Стыковка концов ленты производится в обычных вулканизационных прессах. Для крутонаклонного и вертикального транспортирования насыпных грузов применяют ленту с гофрированными бортами и перегородками, которые образуют замкнутую емкость.
Z -образные конвейеры (рис. 3.31) обеспечивают перемещение насыпных грузов в вертикальном и крутонаклонном направлениях.
Схемы трасс конвейеров (рис. 3.32): ST -образный – прямой с постоянным или измененяемым углом наклона; L -образный – наклонный с горизонтальным загрузочным участком; Z -образный – наклонный с горизонтальными загрузочными и разгрузочными участками; L -образный – наклонный с горизонтальным разгрузочным участком.
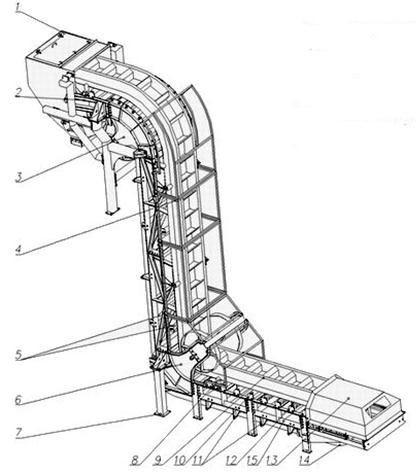
Рис. 3.31. Конструктивная схема Z -образного конвейера:
1 – бункер; 2 – приводная станция; 3 – оголовок; 4 – сеточное ограждение;
5 – успокаивающие ролики; 6 – прижимающая станция; 7 – опора;
8 – дефлекторный ролик; 9 – лента с ребрами и гофробортом; 10 – ролик;
11 – поддерживающие ролики; 12 – амортизирующий ролик;
13 – кожух натяжной станции; 14 – натяжная станция; 15 – рама

Рис. 3.32. Схемы трасс Z -образных конвейеров
Трубчатые конвейеры. В своей основе трубчатый конвейер является усовершенствованной версией обычного ленточного конвейера, где конвейерная лента установлена таким образом, что в поперечном сечении образует контур почти правильной окружности, принимая трубообразную форму. Укрепленные на рамах в виде шестиугольника роликоопоры окружают и удерживают ленту на участках между приводной и разгрузочной, между возвратной и натяжной станциями.
Благодаря упругости ленты ее кромки соединены внахлестку и плотно прижаты друг к другу. Большая плотность соединения кромок защищает окружающую среду от загрязнения (просыпи или пыли), а груз – от воздействия природных факторов: ветра или осадков. Скопление груза под нижней ветвью там, где лента имеет трубообразную форму, исключено.
Перед приводным, натяжным и возвратным барабанами труба раскрывается, и лента, принимая плоскую форму, их свободно обегает. Полная закрытость конвейера предупреждает разбрасывание груза с грузовой и потерю с возвратной ветвей, т. к. с роликоопорами контактирует только чистая сторона ленты. Закрытая система обеспечивает экологическую приспособленность к окружающей среде и возможность устройства трассы с изгибами в трехмерном пространстве, а также гарантирует надежную транспортировку грузов разного объемного веса, влажности, размера частиц.
Свойство конвейерной ленты, сформированной в трубу, допускать изгиб в трехмерном пространстве, дает возможность проектировать конвейерную систему на базе непрерывной ленты, без дополнительных пересыпных станций. Скорость трубчатой конвейерной ленты может значительно превышать скорость обычной ленты.
Трубчатая форма обеспечивает: меньшее провисание между соседними роликоопорами; герметизацию груза, исключая просыпи. Трубчатый конвейер имеет много общего с обычным ленточным конвейером: привод, НУ и загрузочное устройство являются одинаковыми, возможна промежуточная загрузка и разгрузка; при транспортировании липких грузов требуются очистные устройства, энергопотребление ниже, чем у обычного конвейера.
|
|
|
|
|
Дата добавления: 2013-12-13; Просмотров: 723; Нарушение авторских прав?; Мы поможем в написании вашей работы!