КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пластинчатые конвейеры общего назначения
|
|
|
|
Пластинчатые конвейеры
Пластинчатыми конвейерами называют машины непрерывного действия, грузонесущим элементом которых является жесткий металлический или деревянный, пластмассовый, резинотканевый настил (полотно), состоящий из отдельных пластин; тяговым элементом является одна или две пластинчатые цепи, огибающие концевые (приводную и натяжную) звездочки.
Пластинчатые конвейеры используют для транспортирования в горизонтальном и наклонном направлениях насыпных и штучных грузов в машиностроительной, химической, горнорудной, энергетической и других отраслях промышленности.
На пластинчатых конвейерах можно перемещать крупнокусковые и абразивные материалы, а также тяжелые штучные грузы. Одновременно с процессом транспортирования грузы-изделия могут подвергаться технологическим операциям (закалке, отпуску, охлаждению, мойке, окраске, сушке и др.)
Пластинчатые конвейеры классифицируют по конструкции настила, конфигурации трассы и назначению. По назначению различают стационарные и передвижные пластинчатые конвейеры.
В зависимости от конструкции настила и тяговой цепи и конфигурации трассы (рис. 4.1) различают пластинчатые конвейеры общего назначения (вертикально замкнутые); изгибающиеся (с пространственной трассой) и специального назначения (разливочные машины, эскалаторы, пассажирские, конвейеры с настилом сложного профиля).
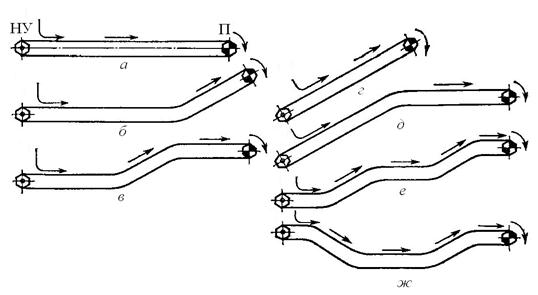
Рис. 4.1. Схемы трасс пластинчатых конвейеров:
а – горизонтальная; б – горизонтально-наклонная; г – наклонная;
д – наклонно-горизонтальная; в, е, ж – сложная
Наиболее широкое применение получили пластинчатые стационарные, вертикально замкнутые конвейеры с прямолинейными трассами, которые являются конвейерами общего назначения. В металлургической промышленности их используют для подачи крупнокусковой руды и горячего агломерата; на химических заводах и при производстве строительных материалов – для перемещения крупнокусковых нерудных материалов; на тепловых электростанциях – при подаче угля; в машиностроении – для транспортирования горячих поковок, отливок, опок, отходов штамповочного производства; на поточных линиях сборки, охлаждения, сушки, сортирования и химической обработки.
|
|
|
Передвижные пластинчатые конвейеры используют на складах, погрузочно-разгрузочных, сортировочных и упаковочных пунктах для перемещения тарно-штучных грузов.
Специальные пластинчатые конвейеры, в том числе и изгибающиеся с пространственной трассой, используют в горно-рудной и угольной промышленности для транспортирования на дальние расстояния руды и угля.
4.1.1.1 Общее устройство, назначение и области применения
К преимуществам пластинчатых конвейеров по сравнению с ленточными относятся: возможность транспортирования тяжелых крупнокусковых, острокромочных и горячих грузов; спокойный и бесшумный ход; возможность загрузки без применения питателей; большая продолжительность трассы с наклонными участками и малыми радиусами переходов и обеспечение бесперегрузочного транспортирования; возможность установки промежуточных приводов; высокая производительность при небольшой скорости движения; возможность использования конвейеров в технологических процессах и поточных линиях при высоких и низких температурах.
Недостатками пластинчатых конвейеров являются: большая масса настила и цепей и их высокая стоимость; наличие большого количества шарниров цепей, требующих дополнительного обслуживания; сложность замены изношенных катков тяговых цепей; большие сопротивления движению.
|
|
|
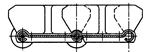
Пластинчатый конвейер (рис. 5.2) имеет станину, на концах которой установлены две звездочки – приводная 3 с приводом и натяжная с натяжным устройством 4. Бесконечный настил 1, состоящий из отдельных пластин, закрепляется к ходовой части, состоящей из одной или двух тяговых цепей 2, которые огибают концевые звездочки и находятся в зацеплении с их зубьями.
Вертикально замкнутые тяговые цепи движутся вместе с настилом по направляющим путям станины вдоль продольной оси конвейера. Конвейер загружается через одну или несколько воронок 5 в любом месте трассы, а разгружается через концевую звездочку и воронку. Промежуточная разгрузка возможна только для пластинчатых конвейеров с безбортовым плоским настилом. Скорость их движения составляет до 1,25 м/с.
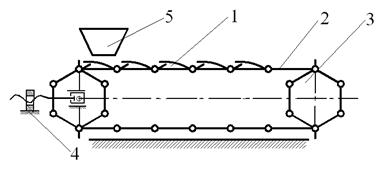
Рис. 4.2. Пластинчатый конвейер:
1 – настил; 2 – тяговая цепь; 3 – приводная звездочка;
4 – натяжное устройство; 5 – загрузочный бункер
Основные параметры пластинчатых конвейеров общего назначения установлены ГОСТ 22281-92: ширина настила: 400; 500; 650; 800; 1000; 1200; 1400; 1600 мм; число зубьев звездочек: 6; 7; 8; 9; 10; 11; 12; 13; скорость движения: 0,01; 0,016; 0,025; 0,04; 0,05; 0,063; 0,08; 0,1; 0,125; 0,16; 0,2; 0,25; 0,315; 0,4; 0,5; 0,63; 0,8; 1,0 м/с.
Угол наклона полотна пластинчатого конвейера обычно составляет 35–60º и зависит от характеристики транспортируемого груза и типа настила. При транспортировании штучных грузов и наличии на настиле поперечных грузоудерживающих планок угол наклона конвейера может быть увеличен.
4.1.1.2 Элементы пластинчатых конвейеров
Тяговым элементом обычно служат пластинчатые цепи:
ПВ – пластинчатые втулочные;
ПВР – пластинчатые втулочно-роликовые;
ПВК – пластинчатые втулочно-катковые с гладкими катками;
ПВКГ – пластинчатые втулочно-катковые с гребнями на катках;
ПВКП – пластинчатые втулочно-катковые с подшипниками качения у катков
В качестве тягового элемента могут быть использованы втулочные, роликовые и круглозвенные цепи. Конвейеры с шириной настила более 400 мм имеют две тяговые цепи, легкие конвейеры (с шириной настила менее 400 мм) – одну цепь.
Опорными элементами у пластинчатых втулочно-катковых цепей являются ходовые катки, передающие нагрузку от настила и транспортируемого груза на направляющие пути (на конвейерах тяжелых типов применяют катки на подшипниках качения).
|
|
|
В конвейерах с втулочными и роликовыми цепями и гладким настилом опорными элементами служат стационарные роликовые опоры, закрепленные на станине конвейера. В конвейерах легкого типа с шириной настила 80–200 мм цепь могут объединять с настилом, скользящим по направляющим металлическим или пластмассовым путям.
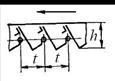
Настил является грузонесущим элементом конвейера. Настил выполняется с бортами и без бортов и имеет различную конструкцию в зависимости от характеристики транспортируемого груза (табл. 4.1) [2].
Таблица 4.1
Типы настилов пластинчатых конвейеров
| Конструктивная схема настила | Тип конвейера | Область применения |
| Плоский разомкнутый ПР | Транспортирование штучных грузов |

| Плоский сомкнутый ПС | Транспортирование штучных и насыпных (кусковых) грузов |
| Безбортовой волнистый В | |
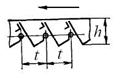
| Бортовой волнистый БВ | Транспортирование насыпных и штучных грузов |
Окончание табл. 4.1
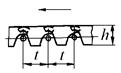
| Коробчатый мелкий КМ | Транспортирование насыпных грузов |
| Коробчатый глубокий КГ | |
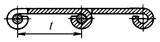
| Плоский петлевой | Транспортирование стальных листовых отходов и металлической стружки |
Плоский настил изготавливают из деревянных планок, стальных или полиуретановых пластин; для обеспечения надежного положения груза настил снабжают фасонными накладками или упорами. Волнистый настил обеспечивает надежное перекрытие соседних пластин, увеличивает жесткость и прочность полотна, повышает сцепление грузов с поверхностью конвейера, уменьшает их просыпание между пластинами и обеспечивает перемещение грузов под большими углами наклона.
Швеллерный настил применяется для транспортирования крупных горячих отливок и штамповок, обеспечивает прочность и жесткость полотна и облегчает его очистку. Настил изготавливают методом штамповки и сварки стальных листов толщиной 4–10 мм. Пластины настила крепят на болтах, заклепках или приваривают к специальным уголкам, которые крепятся к пластинам тяговых цепей.
|
|
|
Основными размерами настила являются его ширина В и высота бортов h. Нормальный ряд ширины настила: 400, 500, 650, 800, 1000, 1200, 1400, 1600 мм; высота бортов: 80, 100, 125, 160, 200, 250, 315, 355, 400, 450 и 500 мм.
Привод пластинчатого конвейера – угловой или прямолинейный (гусеничный) (разд. 2.4), состоит из приводных звездочек, передаточного механизма (редуктора или редуктора с дополнительной передачей) и электродвигателя. На конвейерах, имеющих наклонный участок трассы, устанавливают стопорное устройство или электромагнитный тормоз. Передаточным механизмом привода служит один редуктор или редуктор с зубчатой или цепной передачей. Мощные конвейеры большой производительности и длины имеют несколько приводов.
Натяжные устройства. На пластинчатых конвейерах устанавливаютсявинтовые (наибольшее распространение) или пружинно-винтовые натяжные устройства (на тяжело нагруженных конвейерах значительной длины со скоростями более 0,25 м/с). НУ устанавливаются на концевых звездочках и имеют ход равный не менее 1,6–2 шага цепи, Х = 320–2000 мм.
Одна из звездочек НУ закрепляется на валу на шпонке, другая – свободно для возможности самоустановки по положению шарниров цепи.
Станина пластинчатого конвейера изготавливается из угловой или швеллерной стали. Концевые части выполняют в виде отдельных рам для привода и НУ, среднюю часть – в виде отдельных секций металлоконструкции длиной 4–6 м.
4.1.1.3 Расчет пластинчатых конвейеров
Расчет пластинчатых конвейеров проводится в два этапа: предварительное (ориентировочное) определение основных параметров; поверочный расчет. Исходными данными для расчета являются:
производительность;
конфигурация трассы;
характеристика транспортируемого груза;
скорость движения полотна;
режим работы.
В соответствии с ГОСТ22281–92 выбирается тип конвейера и тип настила. Настил применяется трех типов:
легкий – при насыпной плотности транспортируемого груза ρ < 1т/м3;
средний – при ρ = 1–2 т/м3;
тяжелый – при ρ > 2 т/м3.
Высота бортов h бортового настила для насыпных грузов выбирается из нормального ряда (по справочнику), для штучных грузов h = 100–160 мм.
Угол наклона конвейера зависит от типа настила и характеристики перемещаемого груза (табл. 4.2), выбранный угол наклона конвейера должен удовлетворять условию β ≤ φ1 – (7–10º), где φ1 – угол естественного откоса груза в движении.
Таблица 4.2
Рекомендации к выбору типа настила
пластинчатого конвейера
| Тип настила | Угол наклона конвейера β (º) |
| Гладкий без бортов | β' – 9 |
| Волнистый без бортов | β' – 5 |
| Коробчатый без бортов | |
| Гладкий с бортами | β' – 6 |
| Волнистый с бортами | β' – 3 |
| Коробчатый с бортами |
β' – угол трения груза о настил
На настиле без бортов насыпной груз располагается по треугольнику (рис. 4.3) так же, как на ленточном конвейере с прямыми роликоопорами; В – ширина настила, b = 0,85 В, φ – угол естественного откоса груза в покое (угол естественного откоса груза в движении φ1 = 0,4 φ).

Рис. 4.3. Расположение насыпного груза на плоском настиле
Площадь сечения насыпного груза на настиле без бортов
 |
(4.1)
где h 1 – высота треугольника;
с 2 – коэффициент, учитывающий уменьшение площади на наклонном конвейере (табл. 4.3).
Производительность конвейера
 |
, (4.2)
где ρ – плотность груза, т/м3;
v – скорость конвейера, м/с;
Вп – ширина настила без бортов.
Таблица 4.3
Значения коэффициента с 2
| Угол наклона конвейера, град | Тип настила | |
| Без бортов | С бортами | |
| До 10 | 1,00 | 1,00 |
| 10–20 | 0,90 | 0,95 |
| Более 20 | 0,85 | 0,90 |
Ширина настила без бортов
 |
. (4.3)
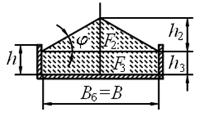
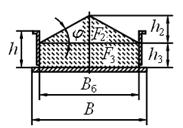
Производительность при настиле с бортами (рис. 4.4)
 . (4.4)
. (4.4)
а б
Рис. 4.4. Типы бортовых настилов:
а – с подвижными бортами; б – с неподвижными бортами
Площадь сечения груза на настиле с бортами
 , (4.5)
, (4.5)
где В б – ширина настила с бортами, м;
ψ = 0,65–0,8 – коэффициент наполнения сечения настила.
Полученную ширину настила проверяют по условию кусковатости В ≥ Х 2 а +200 мм, где Х 2 – коэффициент кусковатости. Для сортированного груза Х 2= 2,7; для рядового груза Х 2= 1,7.
Окончательно выбранные значения ширины настила округляются до ближайших значений в соответствии с нормальным рядом.
Для штучных грузов ширину настила выбирают по габаритным размерам груза, способу его укладывания и количеству, при этом зазор между грузами должен составлять 100–300 мм.
Тяговый расчет. В ходе тягового расчета определяют силы сопротивления и натяжения цепей на отдельных участках трассы.
Максимальное натяжение цепей рассчитывается путем последовательного определения сопротивлений на отдельных участках, начиная от точки наименьшего натяжения.
Минимальное натяжение принимают равным не менее 500 Н на одну цепь (обычно S min= 1–3 кН) [1].
Линейную силу тяжести настила с цепями q 0 (Н/м) определяют по справочникам и каталогам, обычно
q 0≈ 600 B + A, (4.6)
где А – коэффициент, принимаемый в зависимости от типа и ширины настила.
Линейная сила тяжести груза (Н/м)
 |
. (4.7)
Максимальное статическое натяжение цепей
 , (4.8)
, (4.8)
где L г и L х – длины горизонтальной проекции загруженной и незагруженной ветвей конвейера, м;
Н – высота подъема груза, м.
Знак «+» в формуле – для участков подъема, «–» – для участков спуска.
Полное расчетное усилие
S max = S ст + S дин, (4.9)
где S ст – статическое натяжение тяговых цепей, Н;
S дин – динамические нагрузки в тяговых цепях, Н.
Если тяговый элемент состоит из двух цепей, то расчетное усилие на одну цепь учитывается коэффициентом неравномерности ее распределения С н =1,6–1,8.
Расчетное усилие одной цепи S расч = S max, двух цепей S расч = (1,5 S max) / 2.
Окружное усилие на звездочке
Р = ∑ W = S ст – S 0, (4.10)
где S ст – наибольшее статическое усилие в тяговых цепях в точке набегания на приводные звездочки, полученное методом обхода по контуру, Н;
S 0 – натяжение цепей в точке сбегания с приводной звездочки, Н.
Мощность привода конвейера
N в = Q L г ω / 367, (4.11)
где Q – производительность, т/ч;
L г – горизонтальная проекция длины, м;
ω0 – обобщенный коэффициент сопротивления движению.
Далее производится выбор двигателя, определение передаточного числа и выбор редуктора; определение фактической скорости движения и уточнение производительности; определение статического тормозного момента (для наклонных конвейеров); расчет тормозного момента; определение хода натяжного устройства [5].
Поверочный расчет включает уточненный тяговый расчет методом обхода по контуру; проверку выбранной тяговой цепи; проверку рассчитанной мощности привода; выбор типа натяжного устройства.
4.1.1.4 Монтаж пластинчатых конвейеров.
Последовательность этапов монтажа пластинчатого конвейера [7]:
· разбивка осей и установка средней части става конвейера;
· установка опорных конструкций или рельсов (для катков цепи) при обеспечении допусков не более 1–2 мм;
· установка привода и натяжной станции при обеспечении горизонтальности и перпендикулярности осей конвейера и приводного вала;
· по приводному валу ориентируют другие элементы привода (открытые передачи, редуктор и электродвигатель), обеспечивая строгую соосность валов;
· тщательной проверке подлежит ходовая часть;
· опробование начинают продвиганием ходовой части на 5–10 м вручную или от электродвигателя;
· обкатка конвейера вхолостую в течение 3–4 часов:
– конвейер должен работать плавно, без стуков, ударов и вибраций;
– зацепление цепи должно быть плавным;
– соседние пластины должны свободно проворачиваться на звездочках и криволинейных участках;
– температура нагрева редуктора и подшипников скольжения должна быть не более 70º, нагрева подшипников качения не должно быть;
· обкатка под нагрузкой (в течение 12 часов)
– производят те же проверки, что и при обкатке вхолостую;
– регулируют расположение загрузочного устройства;
– устраняют просыпание грузов на рабочие поверхности рельсов и в зазоры между пластинами;
– регулируют работу НУ для предотвращения смещения полотна
4.1.1.5 Технический осмотр и ремонт элементов пластинчатых конвейеров.
Технический осмотр (ТО) тяговых цепей предусматривает их систематический осмотр, текущий ремонт, очистку и смазку. В процессе осмотра выявляют: состояние деталей, посадок в соединениях; подвижность роликов и катков [7].
Невращающиеся ролики и катки с лысками на поверхности качения подлежат замене, ослабленные болтовые соединения звеньев и креплений рабочих органов должны быть затянуты.
ТО звездочек выявляет износ по боковым поверхностям зубьев: звездочка подвергается ремонту или замене; устраняется сбег полотна.
ТО грузонесущих элементов предусматривает их осмотр и устранение повреждений, затрудняющих эксплуатацию: выявляют наличие остаточных деформаций, надежности крепления к тяговому органу, износ; деформированные пластины исправляют или заменяют, регулируют зазоры между ними, ослабленные соединения подтягивают.
|
|
|
|
|
Дата добавления: 2013-12-13; Просмотров: 1818; Нарушение авторских прав?; Мы поможем в написании вашей работы!