КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Листование и объемное профилирование резиновых смесей
|
|
|
|
Питание каландров
Каландрование резиновой смеси возможно, когда она достаточно пластична и подогрета; для этого перед каландрованием ее обрабатывают на подогревательных вальцах. Во избежание поломки вальцов жесткие смеси предварительно пропускают без разогрева через рельефные вальцы и только затем подают на гладкие. Число подогревательных вальцов, агрегируемых с каландром, зависит от количества и свойств перерабатываемой смеси. С подогревательных вальцов резиновую смесь направляют на питательные вальцы и далее в виде ленты или небольших рулонной подают на каландр.
Для получения каландрованных заготовок, равномерных по толщине, необходимо, чтобы пластичность и температура поступающей на каландр резиновой смеси были постоянны, а подача равномерной. Наилучшим способом питания является автоматическая непрерывная загрузка каландра резиновой смесью. Для этого на конце передного валка питательных вальцов устанавливают нож, срезающий полосу резиновой смеси, которую затем транспортером подают в каландр. Ширина срезаемой ленты зависит от скорости каландра и толщины каландруемого материала. В рабочей зоне между валками, куда загружают резиновую смесь, устанавливают ограничительные передвижные стрелки из достаточно мягкого материала, не оставляющего следов на валке, довольно прочного трудно истираемого, а также легко очищающегося от резиновой смеси (дерево, алюминий и др.). Для получения каландрованной резиновой смеси в виде узких полос устанавливают несколько спиральных ножей, устроенных аналогично ножом для обрезания кромок. Нарезанные полосы наматывают на валки, расположенные поочередно спереди и сзади каландра.
|
|
|
В процессе листования разогретая резиновая смесь формуется в тонкие листы при прокатывании ее через валки каландра. Схемы перемещения резиновой смеси на каландрах при листовании показана на рис.1. Листы каландрованного материала должны быть одинаковой толщины по все площади листа, а в некоторых случаях обладать гладкой поверхностью (иногда до блеска).
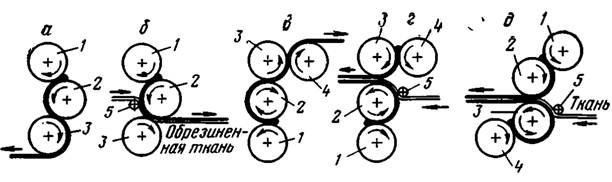
Рис. 1. Схемы перемещения материалов между валками при изготовлении листовой или профильной резиновой смеси на каландре (а); при накладке прослоек на каландре и обрезинивании корда на каландре (б); при изготовлении профильной резиновой смеси на каландре (в); при двусторонней обкладке узких тканей на каландре (г); при двустороннем обрезинивании корда на каландре и обкладке для резиновых заготовок транспортерных лент на каландре:
1, 2, 3, 4 – валки каландра; 5 – направляющий валик
Отклонение толщины каландрованного листа зависит от величины зазора обусловлено эластическим восстановлением резиновой смеси, которое, в свою очередь, зависит от состава смеси, вязкости и природы полимера, температуры валков каландра и смеси, а также скорости каландрования. Снижению эластического восстановления в резиновых смесях способствует введение сшитых каучуков, содержащих достаточно плотный макрогель, или фактосов, а также наполнителей и пластификаторов. очень важно правильно регулировать температуру валков каландра.
Выбор температуры каландрования зависит от состава резиновой смеси и ее когезионных свойств. При высокой температуре прочность каландрованного листа может стать настолько малой, что его невозможно будет принять на транспортер. Температурный режим каландрования для резиновых смесей разных типов определяется опытным путем. Обычно каландрование производят в интервале температур 60-110 ºС.
Получение каландрованных листов с гладкой поверхностью и без воздушных включений (пузырей) возможно только для сравнительно небольших толщин резиновых смесей; при низких (до 10 м/мин) скоростях каландрования.
|
|
|
Особенности, характерные для листования, наблюдаются и при объемном профилировании резиновых смесей, которое проводится на профильных каландрах, имеющих один валок (последний) с профильным рисунком. Для профилирования обычно используют очень пластичные резиновые смеси с малой усадкой.
Для получения каландровых листов толщиной более т2 мм применяют дублирование тонких листов резиновой смеси.
|
|
|
|
|
Дата добавления: 2013-12-13; Просмотров: 1032; Нарушение авторских прав?; Мы поможем в написании вашей работы!