КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекция 5. Припуски на обработку
|
|
|
|
Припуски на обработку.
Понятие о припусках и методы их определения.
Припуском на обработку называется слой металла, снимаемый с заготовки для получения готовой детали.
Подразделяются на:
¾ общие, т.е. удаляемые в процессе обработки всей детали
¾ межоперационные, удаляемые при выполнении отдельных операций.
Величина межоперационного припуска определяется как разность размеров, полученных на предыдущей a и последующей b операциях.
a
b 
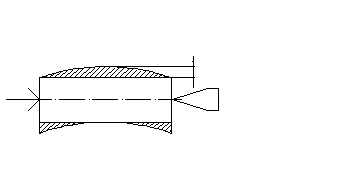
Общий припуск 
Различают: односторонние припуски – понимая под ними слои металла, снимаемая с одной стороны детали, и двухсторонние, снимаемые с двух сторон.
Двухсторонние делятся на симметричные и ассиметричные.
Величина общего припуска  зависит в основном от точности изготовляемой детали.
зависит в основном от точности изготовляемой детали.
В машиностроении широко применяются 2 метода определения припусков на обработку детали:
¾ опытно-статистический
¾ расчётно-аналитический.
При определении припусков по 1-ому методу общие и промежуточные величины припусков берутся по таблицам ГОСТов, составленных на основании обобщения и систематизации производственных наблюдений передовых заводов.
Преимущество – экономия времени.
Недостаток – припуски назначаются без учёта конкретных условий выбранного технологического прочеса, а поэтому, как правило, завышение.
Расчетно-аналитический метод, разработанный профессором Кованом В.М., учитывает конкретные условия выполнения технологического процесса обработки и позволяет получить более точные значения припусков.
Экономическое значение правильного расчёта (выбора)припусков.
Правильный выбор (расчёт) припусков является важной задачей при проектировании технологического процесса, т.к. от этого зависит себестоимость, качество и долговечность детали.
|
|
|
Завышенные припуски приводят к увеличению станочного парка и производственных площадей, необходимых для его размещения, а также к расходу электроэнергии и металлорежущих инструментов.
Уменьшенные припуски не обеспечивают возможности удаления дефектных поверхностных слоев металла, получения требуемой точности и шероховатости, а, следовательно, приводят к браку.
При оценке эффективности расходования металла исходят из величины коэффициента использования металла
 .
.
 можно определить как произведение коэффициентов использования металла при изготовлении заготовок в литейном (кузнечном) цехе и механических цехах.
можно определить как произведение коэффициентов использования металла при изготовлении заготовок в литейном (кузнечном) цехе и механических цехах.
 ;
;  ;
;
Пример:  ;
;  ;
;  ;
;
Чем выше  на каждом этапе, тем выше общий .
на каждом этапе, тем выше общий .
Анализируя формулу, видим, что можно повысить не только за счёт снижения припусков на обработку, но и главным образом пересмотром конструкции детали с целью улучшения её технологичности.

 После того как припуски рассчитаны и установлены, необходимо проверить правильность выбора намеченного оборудования, металлорежущего инструмента и режимов резания.
После того как припуски рассчитаны и установлены, необходимо проверить правильность выбора намеченного оборудования, металлорежущего инструмента и режимов резания.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 574; Нарушение авторских прав?; Мы поможем в написании вашей работы!