КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методы и способы контроля качества сварных соединений
|
|
|
|
Лекция №2: Технология выполнения сварочных соединений. Контроль качества сварочных соединений.
Контроль качества сварных соединений и конструкций должен осуществляться систематически в течение всего производственного цикла, на всех этапах ремонта и изготовления. Порядок, способы контроля и средства измерения указываются в карте технологического процесса. Предъявляемые к контролю после ремонта сварные соединения и конструкции не должны быть окрашены.
Контролю в технологическом процессе сварочного производства должны подвергаться основной металл и сварочные материалы, качество сборки и подготовки кромок.
Основной металл, присадочный материал и заготовки должны проверяться на соответствие стандартам на эти материалы. Также должно контролироваться состояние подлежащих сварке и наплавке поверхностей (отсутствие на них продуктов коррозии, грязи, масла, краски и т.д.).
Контролю подлежат наличие сертификатов на сварочные материалы и соответствие качества материалов требованиям этих сертификатов.
При контроле качества подготовки к сборке и сварке должны проверяться соединяемые конструктивные элементы и состояние подготовленных кромок, а также точность расположения свариваемых элементов.
Средства технологического оснащения (приспособления, шаблоны, мерительный инструмент и др.) периодически должны подвергаться метрологическому контролю и калибровке.
Оборудование, приспособления и инструмент должны проверяться на технологическую точность и соответствие паспортным данным.
Контрольно-измерительные приборы и инструменты должны поверяться на правильность показаний в соответствии с показаниями образцовых приборов и средств измерения, а также на соответствие требованиям метрологического надзора.
|
|
|
При операционном контроле в процессе выполнения сварочных работ должно строго проверяться соблюдение последовательности работ и режимов сварки, предусмотренных технологическим процессом.
Контроль качества сварных соединений может осуществляться внешним осмотром, измерительными инструментами, испытанием на непроницаемость, радиационными, ультразвуковым, магнитным, электромагнитным и капиллярными методами, а также механическими испытаниями. Выбор методов контроля должен определяться ответственностью сварной конструкции и наличием методики контроля, утвержденной в установленном порядке.
Осмотру с целью выявления внешних дефектов должны подвергаться все сварные швы независимо от применения других методов контроля. Осмотр сварных швов должен производиться по всей их протяженности с двух сторон, за исключением мест, недоступных для осмотра. Невооруженным глазом или с применением лупы с не менее чем четырехкратным увеличением проверяют наличие трещин, подрезов, свищей, прожогов, натеков, непроваров корня и кромок.
Не допускается сваривать заготовки и сборочные единицы до устранения имеющихся в зоне сварного соединения недопустимых вмятин, заусенцев, окалины, ржавчины и т.п.
Качество подготовки кромок под сварку определяется чистотой кромок, правильностью их разделки. Сборку заготовок контролируют по соответствию зазоров допускаемым значениям. Для этого применяют специальные шаблоны и измерительный инструмент.
В процессе сварки (наплавки) деталей и узлов вагонов следует контролировать режимы сварки, газовую защиту дуги, правильность и последовательность наложения валиков в многослойных швах и т.п. Качество газовой защиты контролируют при сварке в инертных газах и в СО2 по соответствию показаний расходомера требованиям технологии, а также по внешнему виду шва, отсутствию следов окисления и других дефектов.
|
|
|
Отклонения от требований чертежа размеров сварного шва, сварных точек и размеры выявляемых дефектов должны определяться измерительным инструментом с погрешностью измерения не более ±0,1 мм или специальными шаблонами.
При контроле размеров сварного шва должны проверяться катеты К, усиление q и ослабление т угловых швов, ширина е и е1 и усиление q и q1 стыковых швов (рис. 1.2) на соответствие их стандартам.
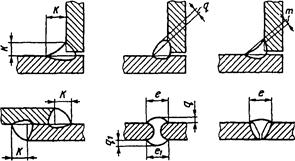
Рис. 1.2. Конструктивные элементы швов сварных соединений
Метод испытаний керосином применяют для контроля герметичности сварных соединений резервуаров, цистерн и других изделий. Осмотр сварного шва должен производиться сразу после смачивания керосином и повторяться периодически в течении всего испытания. О наличии пор, свищей, сквозных трещин и непроваров свидетельствуют желтые точки или полоски керосина на меловом слое, нанесенном на сварной шов с обратной стороны от смачиваемой керосином.
Гидравлическому испытанию подвергают замкнутые системы (сосуды, резервуары, трубопроводы, гидравлические системы и т.п.), работающие под давлением.
Контролю наливом воды подвергают открытые изделия - баки, цистерны и т.п. Контроль должен производиться при температуре воздуха не менее 0°С и воды не менее 5°С.
Объем контроля качества сварных соединений согласно ГОСТ 3242-79 устанавливается конструкторско-технологической документацией и составляет от 10 до 100% общей длины сварных швов в зависимости от ответственности изделий. Для вагонных конструкций объем контроля качества сварных соединений определяется технической документацией, утвержденной ЦВ МПС.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 1176; Нарушение авторских прав?; Мы поможем в написании вашей работы!