КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные сведения об изготовлении литейной формы
|
|
|
|
Требования к стержневым и формовочным смесям, их состав.
Сущность и назначение литейного производства. Модельный комплект, его назначение и состав.
Тема 18. Способы изготовления отливок
Вопросы:
1. Процесс получения заготовок деталей машин и других изделий методом литья называют литейным производством. Отливают заготовки массой от нескольких граммов до сотен тонн практически любой формы (заготовки блоков цилиндров, гильз, поршней, поршневых колец, корпусов коробок передач, чугунных зубчатых колес). Русский мастер-литейщик Андрей Чохов в 1586 г. отлил из бронзы царь-пушку массой около 39 т, а Михаил Моторин в 1735 г. отлил из бронзы знаменитый царь-колокол массой около 200 т.
Модельный комплект – это комплект формовочных приспособлений, необходимый для образования при формовке рабочей полости литейной формы. В его состав входят:
Литейная модель (рис. 21, а) – приспособление для получения в литейной форме отпечатка, соответствующего конфигурации и размерам отливки. В зависимости от сложности изготовляемой отливки модели делают цельными и разъемными из двух и более частей.
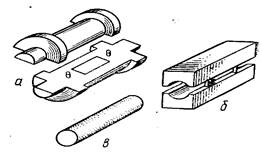 Стержневой ящик – приспособление, имеющее рабочую полость для получения в ней стержня нужных размеров и очертаний из стержневой смеси.
Стержневой ящик – приспособление, имеющее рабочую полость для получения в ней стержня нужных размеров и очертаний из стержневой смеси.
Литейный стержень является элементом литейной формы и служит для образования отверстия, полости или иного сложного контура в отливке.
Литниковая система – это система каналов и элементов литейной формы для подвода расплавленного металла в полость формы, обеспечения ее заполнения и питания отливки Рис.21
при затвердевании. В её состав входят чаша, стояк, шлакоуловитель, питатель и выпор.
|
|
|
Стержневые ящики чаще всего делают разъемными из двух частей (рис. 21, б). Вертикальным стенкам модели придают конусность, называемую формовочным уклоном, который необходим для облегчения выемки модели из формы. Значение уклона зависит от размера модели и составляет 0,5...2,5°. Чем больше размер модели, тем меньше уклон. Размеры модели должны быть больше размеров отливки на значение усадки металла. Усадкой называют уменьшение размеров отливки при ее охлаждении. Для чугунов усадка равна 1%, а для сталей – 2%. Во многих отливках предусматривают припуски на механическую обработку. Модели и стержневые ящики делают из дерева (единичное производство), чугуна, алюминиевых сплавов, пластмасс и других материалов (серийное и массовое производство). Модельной плитой называют плиту, на которой закрепляют части модели и литниковую систему, служащую для набивки одной из парных опок при неразъемных моделях.
2. Формовочная смесь – многокомпонентная смесь формовочных материалов, в состав которой входит кварцевый песок, глина, молотый каменный уголь, опилки и др. добавки.
Формовочные смеси должны обладать прочностью, пластичностью, газопроницаемостью, непригораемостью, податливостью и долговечностью. Прочность – способность не разрушаться при изготовлении разовой литейной формы и в процессе заполнения ее металлом. Податливость – способность сжиматься при усадке металла. Долговечность – способность формовочной смеси к многократному использованию. Все эти требования обеспечиваются соответствующим составом смеси. Чем больше глины в формовочной смеси, тем выше ее пластичность и прочность, но ниже газопроницаемость. Каменноугольная пыль, мазут, графит улучшают непригораемость, а опилки – поддатливость смеси.
По назначению формовочные смеси делят на облицовочные, наполнительные и единые. Облицовочной формовочной смесью покрывают модель первым слоем. Наполнительная смесь служит для наполнения формы после нанесения облицовочной смеси. Единую смесь (формовочную или стержневую) используют одновременно в качестве облицовочной и наполнительной смеси и применяют при машинной формовке.
|
|
|
Стержневой смесью называют многокомпонентную смесь формовочных материалов, соответствующую условиям технологического процесса изготовления неметаллических линейных стержней. Данные смеси состоят из кварцевого песка (до 97%), глины (до 3%) и крепителей (патока, декстрин, льняное масло и др.).
 3. Технология изготовления литейных форм. По ГОСТ 18169-72 литейной формой называется система элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка. Разовая форма – литейная форма, разрушаемая при извлечении отливки. Для изготовления разовых литейных форм применяют ручную и машинную формовки. Ручную формовку используют при изготовлении небольшого количества отливок, а машинную – в серийном и массовом производстве. Применяют следующие разновидности ручной формовки: в формовочной смеси без опок, в формовочной смеси с одной опокой, в двух и более опоках, по шаблону. Литейной опокой называют приспособление для удержания формовочной смеси.
3. Технология изготовления литейных форм. По ГОСТ 18169-72 литейной формой называется система элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка. Разовая форма – литейная форма, разрушаемая при извлечении отливки. Для изготовления разовых литейных форм применяют ручную и машинную формовки. Ручную формовку используют при изготовлении небольшого количества отливок, а машинную – в серийном и массовом производстве. Применяют следующие разновидности ручной формовки: в формовочной смеси без опок, в формовочной смеси с одной опокой, в двух и более опоках, по шаблону. Литейной опокой называют приспособление для удержания формовочной смеси.
Рис. 22. Формовка модели втулки:
а – укладка полумодели на подмодельную доску; б – покрытие облицовочной смесью; в – засыпка и трамбовка наполнительной смеси; г – накалывание отверстий для выхода газов; д – установка верхней опоки и второй полумодели; е – установка элементов литниковой системы и наполнение формовочной смесью; ж – установка стержней и сборка формы; з – отливка втулки с необрубленным литником и выпором; 1 – подмодельная доска; 2 – полумодель; 3 – нижняя опока; 4 – вторая полумодель; 5 – элементы литниковой системы; 6 и 9 – выпор; 7 – стержень; 8 – литник
Опоки делают в виде рамок различных форм и размеров из чугуна, стали и алюминиевых сплавов.
В практике литейного производства наибольшее применение получили ручная и машинная формовка в двух опоках. На рисунке 22 показан технологический процесс изготовления литейной формы для отливки втулки ручной формовкой в двух опоках по разъемной модели. Ручная формовка характеризуется низкой производительностью и высокой трудоемкостью.
|
|
|
Машинная формовка – способ изготовления литейных форм на специальных машинах. При этом способе формовки механизируются операции уплотнения формовочной смеси в опоке и извлечения моделей из формы, что резко повышает производительность труда по сравнению с ручной формовкой.
Каждая технология изготовления литейных форм для отливок из чугуна, стали, цветных металлов имеет свои особенности.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 1219; Нарушение авторских прав?; Мы поможем в написании вашей работы!