КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Способы закалки. В зависимости от формы изделия, марки стали и нужного комплекса свойств применяют различные способы закалки
|
|
|
|
В зависимости от формы изделия, марки стали и нужного комплекса свойств применяют различные способы закалки.
1. Закалку в одном охладителе v 3 (рис.123) применяют для деталей простой формы. Нагретую до температуры закалки деталь быстро переносят в охладитель, которым может быть вода масло и др. Недостаток - вследствие неравномерного охлаждения по сечению в детали возникают большие термические напряжения.
2. Прерывистую закалку или закалку в двух средах (рис. 123, скорость V 4) используют для деталей более сложной формы. В этом случае нагретую деталь вначале опускают в воду, а затем переносят для окончательного охлаждения в масло (закалка через воду - в масло). Уменьшая скорость охлаждения в области мартенситного превращения, тем самым стремятся уменьшить структурные напряжения. Этот способ часто используют при закалке инструментов из углеродистой стали.
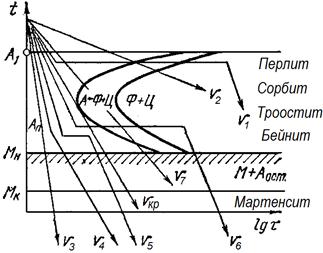
Рис.123. Способы термической обработки: v1- изотермический отжиг; v2 – нрмализация; vкр – критическая скорость охлаждения; v3- закалка в одной среде; v4 – закалка в двух средах; v5- ступенчатая закалка; v6 – изотермическая закалка; v7 – неполная закалка. Мн – температура начала матенситного превращения; Мк – температура конца мартенситного превращения
3. Ступенчатая закалка (рис. 123, скорость v 5) по сравнению с предыдущими способами является более совершенной. Нагретую до температуры закалки деталь быстро переносят в охладитель, имеющий температуру на 30—50оС выше мартенситной точки, и выдерживают в течение времени, необходимого для выравнивания температуры по всему сечению изделия. Время изотермической выдержки должно быть меньше времени устойчивости аустенита при этой температуре.
|
|
|
После изотермической выдержки (в расплаве солей или металлов) деталь охлаждают с небольшой скоростью, что способствует уменьшению закалочных напряжений. Этот способ применим только для закалки небольших деталей, имеющих диаметр 10— 30 мм (Для больших изделий необходимо время, превышающее возможное время выдержки, согласно диаграмме изотермического распада аустенита. Размеры закаливаемых изделий лимитируются также и размерами ванн с расплавами солей).
4. Изотермическая закалка (рис. 123, скорость v 6). Нагретую до закалочных температур деталь быстро переносят в закалочную среду, имеющую температуру несколько выше температуры начала мартенситного превращения (например, 250—300°С для углеродистых сталей), и выдерживают в течение времени, необходимого для полного превращения переохлажденного аустенита, В результате получается структура нижнего бейнита.
5. Закалка с самоотпуском. Охлаждение проводят в одном охладителе и прерывают, когда сердцевина изделия имеет еще значительное количество тепла (не совсем охладилась) За счет этого тепла поверхностные слои изделия вновь нагреваются, и таким образом происходит отпуск.
Закалку с самоотпуском применяют для местной термической обработки в мелкосерийном производстве, а также при изготовлении зубил, кернов и других инструментов
6. Поверхностная закалка является одним из способов увеличения твердости поверхностных слоев изделия. Одновременно повышаются сопротивление истиранию, предел выносливости.
Общим для всех способов поверхностной закалки является нагрев поверхностного слоя детали до температуры закалки с последующим быстрым охлаждением. Эти способы различаются методами нагрева изделий. Толщина закаленного слоя при поверхностной закалке определяется глубиной нагрева, прокаливаемость играет второстепенную роль или вообще не имеет значения.
|
|
|
Наибольшее распространение имеют электротермическая закалка с нагревом изделий токами высокой частоты (ТВЧ) и газопламенная закалка с нагревом газово-кислородным или кислородно-керосиновым пламенем.
а ) Закалка токами высокой частоты (закалка ТВЧ) основана на том, что если в переменное магнитное поле, создаваемое проводником-индуктором, поместить металлическую деталь, то в ней будут индуцироваться вихревые токи, вызывающие нагрев металла. Чем больше частота тока, тем тоньше получается закаленный слой.
Обычно в практике применяют машинные генераторы с частотой 500 - 15 000 Гц и ламповые генераторы с частотой более 106 Гц. Глубина закаленного слоя при таких частотах получается до 2 мм. Индукторы изготавливают из медных трубок, внутри которых непрерывно циркулирует вода, благодаря чему они сами не нагреваются. Форма индукторов соответствует внешней форме изделия, при этом необходимо соблюдать постоянное расстояние между индуктором и поверхностью изделия. Каждая установка имеет комплект индукторов.
Нагрев детали ТВЧ происходит за 3-5 с. После нагрева в индукторе 2 деталь 1 быстро перемещается в специальное охлаждающее устройство – спрейер 3, через отверстия которого на нагретую поверхность разбрызгивается закалочная жидкость (иногда нагретые детали сбрасываются в закалочные баки).
 Схема технологического процесса закалки ТВЧ
Схема технологического процесса закалки ТВЧ
Высокая скорость нагрева смещает фазовые превращения в область более высоких температур. Кроме того, вследствие непродолжительных выдержек диффузия углерода не успевает произойти и в образовавшемся аустените наблюдается неоднородность его распределения. Чтобы ускорить диффузионные процессы, повышают температуру нагрева. Поэтому температура закалки при нагреве ТВЧ для одной и той же стали должна быть выше, чем при обычном нагреве.
При правильном режиме получается мелкоигольчатый или бесструктурный мартенсит, имеющий меньшую хрупкость и повышенную прочность. Твердость повышается на 2-3 единицы по сравнению с обычной закалкой, а также возрастает износостойкость и предел выносливости, который может увеличиваться в 1,5-2 раза.
Поскольку при нагреве ТВЧ сердцевина изделия нагревается ниже Ас перед закалкой для улучшения свойств его подвергают нормализации, а после закалки низкому отпуску при температуре 150…200oС (самоотпуск).
|
|
|
Наиболее целесообразно использовать этот метод для нагрева изделий из углеродистых сталей, содержащих более 0,40 % С. Для легированных сталей нагрев ТВЧ, как правило, редко применяют, так как одно из их преимуществ - глубокая прокаливаемость легированных сталей - при таком методе не используется.
Преимущества метода ТВЧ:
- высокая производительность,
- более высокие механические свойства;
- снижение брака по короблению и образованию закалочных трещин;
- отсутствие обезуглероживания и окисления поверхности детали,
- большая экономичность, нет необходимости нагревать все изделие;
- использование закалки ТВЧ позволяет заменить легированные стали на более дешевые углеродистые;
- позволяет проводить закалку отдельных участков детали - шейки коленчатых валов, кулачков распределительных валов, головки рельсов и др.
- возможность регулирования и контроля режима термической обработки;
- возможность полной автоматизации всего процесса.
Закалочные агрегаты можно устанавливать непосредственно в поточной линии механического цеха, поэтому закалку ТВЧ применяют для деталей массового производства (пальцы, валики, шестерни и др.). Чтобы избежать возможного хрупкого разрушения зубьев шестерен, их изготавливают из специальных углеродистых сталей пониженной прокаливаемости 55ПП (0,55 %С), содержащих марганца <0,2 % и кремния 0,10,3 %. Зубья шестерен прогревают насквозь, но закаливается только поверхностный слой толщиной 1—2 мм.
Недостаток - высокая стоимость индукционных установок и индукторов (для каждой детали свой индуктор), поэтому этот метод экономически целесообразно использовать только при массовом производстве однотипных деталей простой формы.
б) Пламенную поверхностную закалку применяют главным образом для закалки крупных изделий, имеющих сложную поверхность (косозубые шестерни, червяки) при индивидуальном производстве и ремонте. Нагрев осуществляется ацетиленокислородным, газокислородным или керосинокислородным пламенем с температурой 3000…3200oС. При нагреве крупных изделий горелки и охлаждающие устройства перемещаются вдоль изделия, или – наоборот.
|
|
|
Структура поверхностного слоя после закалки состоит из мартенсита, мартенсита и феррита. Толщина закаленного слоя 2…4 мм, твердость 50…56 HRC.
Недостатки метода - невысокая производительность; сложность регулирования глубины закаленного слоя и температуры нагрева (возможность перегрева).
в) Нагрев изделий перед закалкой в расплавленных металлах или солях также является одним из способов поверхностной закалки. Этот способ применяют при закалке мелких деталей простой геометрической формы, изготовляемых в небольших количествах.
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 809; Нарушение авторских прав?; Мы поможем в написании вашей работы!