КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сущность метода
|
|
|
|
ПЛАЗОВО-ШАБЛОННЫЙ МЕТОД УВЯЗКИ ФОРМ И РАЗМЕРОВ ИЗДЕЛИЙ
Сущность метода состоит в реализации принципа связанного образования форм и размеров и создании системы жестких носителей взаимно-сопрягаемых элементов конструкции для изготовления и геометрической увязки их между собой. При этом все операции построения поверхностей сложной формы, отличающиеся сравнительно низкой точностью, включаются в число общих этапов процесса перенесения первичного размера.
Если использовать принцип независимого образования форм и размеров и основанную на нем систему допусков и посадок, принятую в общем машиностроении, то для такой простой детали типа носка нервюры конструктору потребуется большое множество точек, чтобы соразмерить эту деталь и создать ее чертеж. Сделать это возможно, чертеж будет сложным и пользоваться им в производстве будет трудно, но возможно. Возникает вопрос, а как проконтролировать изготовление этой детали, имея в виду, что деталь обладает незначительной жесткостью и что в процессе обмера она может деформироваться.
В этих условиях на помощь приходят жесткие носители формы и размеров. Имея жесткий носитель, выступающий в данном примере в качестве измерительного прибора, накладывают его на деталь и проверяют правильность ее изготовления. Но не только для контроля применяют жесткие носители формы и размеров. Их используют и для изготовления заготовок деталей, а также технологической оснастки для придания заготовкам нужных форм и размеров.
|
|
|
Основными преимуществами жестких носителей являются:
— обеспечение точности изготовления изделий,
— увязка размеров, т.е. обеспечение идентичности размеров на сопрягаемых деталях,
— сокращение времени изготовления деталей,
— обеспечение качественного контроля форм и размеров изделия, т.е. выполнение его с требуемой точностью и без больших затрат.
Все это позволяет обеспечить высокую точность увязки и взаимозаменяемость деталей, узлов и агрегатов ЛА.
В основе этой единой системы лежит теоретический плаз агрегата самолета (вертолета).
|
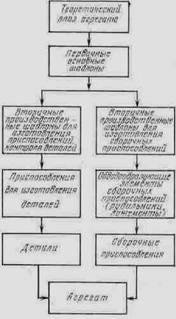
| . Принципиальная,схемаувязки форм и размеров агрегатов при использовании плазово-шаблонного метода увязки. |
По теоретическому плазу изготавливаются основные шаблоны, которые несут в себе всю необходимую информацию между собой. В основе этой единой системы лежит теоретический плаз агрегата для изготовления производственных шаблонов, а по ним создаются приспособления для изготовления деталей и сборки изделий. Производственные шаблоны содержат в себе всю необходимую информацию для изготовления деталей, сборки узлов и агрегатов.
С помощью плазово-шаблонного метода производится увязка контуров плоских сечений каждого агрегата и межагрегатных стыков, деталей, лежащих в плоскости одного сечения, а также деталей бортовых систем самолета.
|
|
|
Увязка технологической оснастки, необходимой для изготовления деталей, входящих в размерные сечения агрегата, решается созданием комплекта взаимоувязанных шаблонов на агрегат. Узловой комплект шаблонов позволяет изготовить и увязать между собой сборочные приспособления для узлов, входящих в агрегат. В детальный комплект входят шаблоны, необходимые для изготовления отдельной детали.
Взаимозаменяемость по межагрегатным стыкам обеспечивается калибрами разъема. Калибры, воспроизводящие форму, размеры стыка и крепежных элементов на нем (в данном случае стык типа ухо-вилка) изготавливается по шаблонам, снятым с плаза, и чертежу стыка. Отдельно изготавливается калибр стыка центроплана и отдельно — ОЧК. Затем оба калибра подгоняются друг к другу так, чтобы совпадали обводы и стыковочные элементы. Этот процесс называется отстыковкой калибров разъема.
Оснастка (шаблоны, приспособления) для другого завода, выпускающего ту же машину, изготавливается путем дублирования оснастки головного завода.
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 990; Нарушение авторских прав?; Мы поможем в написании вашей работы!