КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные характеристики
|
|
|
|
КОЛПАКОВЫЕ ПЕЧИ
Колпаковые печипредназначены для таких видов термической обработки стали, при которых необходимы продолжительные выдержки металла при заданных температурах. Цикл термической обработки включает в себя обычно нагрев до температуры 700-800 °С, длительную выдержку при этой температуре и охлаждение в защитной атмосфере до 100-120 °С и часто длится 2,5-3 сут. Колпаковые печи относятся к садочным печам, поэтому ни по производительности, ни по характеру работы они не удовлетворяют требованиям современного поточного производства. Однако, эти печи получили широкое распространение, поскольку являются весьма универсальными (по виду отжигаемого металла) и, благодаря возможности длительных выдержек, обеспечивают такой отжиг, после которого металл хорошо штампуется.
Таким образом, колпаковые печи применяют для светлой термической обработки плотно смотанных, а иногда распушенные рулонов холоднокатаной стальной ленты различной толщины, а также для термической обработки среднего и толстого горячекатаного листа, сортового проката и мотков проволоки. Электрические печи используют в основном для высокотемпературной термической обработки электротехнических и некоторых специальных сталей.
Между листами в пакетах и между витками полосы в рулонах всегда присутствует газовая прослойка, которая приводит к тому, что такой металл греется как анизотропное тело с большой разницей в величине коэффициента теплопроводности по металлу и в радиальном направлении в рулонах. Обычно пачки листов и плотно смотанные рулоны подвергаются термической обработке, распушенные рулоны - термической обработке с целью придания поверхности металла определенных свойств.
Являясь печами садочного типа, колпаковые печи теряют много тепла на периодический нагрев кладки наружного (греющего) колпака. Обычно температурный уровень работы колпаковых печей таков ~800-900 °С. Кладку наружного колпака выполняют из шамота легковеса. Аккумуляция тепла кладкой печей садочного типа зависит от температуры нагрева кладки, ее массы и теплоемкости. Если объем кладки садочной печи зависит от ее конструкции, то масса кладки зависит как от объема кладки, так и от ее плотности, которая также, как и теплоемкость, в свою очередь зависит от характера применяемого материала. Исходя из этого стараются применять материалы с пониженной плотностью, к которым и относится шамот легковес, имеющий плотность около 800 кг/м3. В последнее время все более широко в печестроении используются волокнистые огнеупорные материалы (чаще алюмосиликатные), имеющие плотность около 400 кг/м3. Если учесть, что и теплоемкость и теплопроводность у волокнистых материалов ниже, чем у шамота легковеса [соответственно 0,63 и 0,96 кДж/(кг*К); 0,152 и 0,335 Вт/(м*К)], то станут очевидными преимущества волокнистых материалов как футеровок колпаковых печей.
Отмеченная выше анизотропность нагреваемого в колпаковых печах металла является причиной возможной неравномерности нагрева рулонов или пачек листов. Так как целью технологических операций является термическая обработка, то существенную неравномерность температуры допустить нельзя, потому что это повлечет за собой неравномерность свойств. Поскольку каждая часть рулона должна быть нагрета до определенной температуры и выдержана при этой температуре вполне определенное время, постольку общая продолжительность нагрева и выдержки увеличивается. Обеспечение необходимой равномерности нагрева по высоте и ширине садки является для колпаковых печей важнейшим требованием технологии термообработки. Учитывая характер размещения рулонов, обеспечить необходимую равномерность нагрева бывает очень трудно. Рулоны, собранные в стопу, обращены к внутреннему муфелю своей внешней поверхностью, имеющей весьма значительную величину. Однако для прогрева рулонов в радиальном направлении необходимо чрезвычайно большое время, поскольку коэффициент теплопроводности в радиальном направлении  жв значительно ниже, чем в аксиальном акс.
жв значительно ниже, чем в аксиальном акс.
Величина экв зависит в основном от трех факторов: марки (состава) стали, толщины ленты и плотности рулона при условии переменности состава межвитковой газовой прослойки, связанной с использованием противосварочного покрытия. Теплопроводность в радиальном направлении обычно определяется экспериментально.
Из-за того, что рулоны в радиальном направлении греются значительно хуже, чем в осевом, то для обеспечения необходимой скорости и равномерности нагрева следует обеспечить подвод тепла к торцу рулонов или пачек листов, что может быть достигнуто лишь при интенсивной циркуляции защитной атмосферы и оптимальной конструкции используемых конвекторных колец, размещаемых между рулонами. Для осуществления необходимой циркуляции используют специальные вентиляторы, а также внутренние металлические муфели, под которые подается защитная атмосфера.
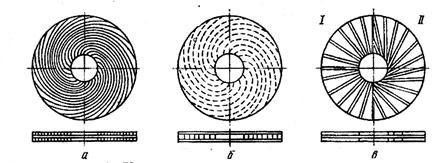 Рис. 7.1 - Конструкции конвекторных колец: а - сварное двухстороннее кольцо со спиральными ребрами; б- сварное одностороннее кольцо со спиральными ребрами; в - двухстороннее кольцо с радиальными I или радиально наклонными II ребрами
Рис. 7.1 - Конструкции конвекторных колец: а - сварное двухстороннее кольцо со спиральными ребрами; б- сварное одностороннее кольцо со спиральными ребрами; в - двухстороннее кольцо с радиальными I или радиально наклонными II ребрами
|
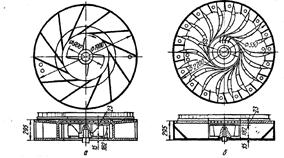 Puc. 7.2. - Схемы направляющих аппаратов: a - литой с четырехлопастным рабочим колесом; б - с остроконечными лопатками
Puc. 7.2. - Схемы направляющих аппаратов: a - литой с четырехлопастным рабочим колесом; б - с остроконечными лопатками
|
Конвекторные кольца должны обеспечить равномерное омывание торцов рулонов стали циркулирующей защитной атмосферой и эффективную теплоотдачу от газа к торцам рулонов и иметь при этом малое гидравлическое сопротивление и быть просты в изготовлении и эксплуатации. Величина опорной поверхности колец должна быть достаточной, чтобы исключить смятие кромок ленты на торцах рулонов. Размещаемые между рулонами конвекторные кольца имеют небольшую высоту (80-120 мм, иногда немного больше), поэтому толщина газового слоя такова, что передача тепла осуществляется конвекцией при соприкосновении атмосферы с кромками ленты.
Чем интенсивнее движение защитной атмосферы около кромок ленты, тем больше тепла передается рулонам в осевом направлении. А, как следует из соотношения коэффициентов теплопроводности в радиальном и осевом направлениях, именно теплопроводность в осевом направлении и определяет и скорость и равномерность прогрева рулонов.
Самый нижний рулон опирается на так называемый направляющий аппарат (рис. 7. 2), внутри которого располагается рабочее колесо циркуляционного вентилятора. Защитная атмосфера подсасывается рабочим колесом вертикально сверху вниз и распределяется по периферии направляющего аппарата, назначение которого, кроме того, равномерно распределить циркулирующую атмосферу по периметру внутреннего муфеля.
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 279; Нарушение авторских прав?; Мы поможем в написании вашей работы!