КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
И для зоны опережения
|
|
|
|
 .
.
Высота hx связана с координатой х соотношением, которое представляет собой уравнение окружности образующей валка:
 ,
,
где а = R + h1/2 – расстояние между центром валка и осью образца (где y = 0) (рис. 63).
Следует заметить, что приведенное решение задачи стало возможным при условии, что предел текучести К постоянен по длине дуги захвата. Однако при холодной прокатке происходит наклеп металла, и значение К от сечения к сечению изменяется. В.С. Смирнов сделал попытку решить эту задачу, задав степенной закон его изменения в виде
Кх =К0 (h0 / hx)n ,
где n – коэффициент наклепа, зависящий только от марки металла. Однако решение получилось очень сложным, и В.С.Смирнов пришел к выводу, что результат мало исказится, если предел текучести усреднить по длине дуги захвата и считать его постоянным и равным Кср:
 ,
,
где К0 и К1 – пределы текучести металла до и после прокатки, которые легко определяются по приведенным в литературе справочным данным.
На рис 62 приведены эпюры распределения нормального давления (s = р) по длине дуги захвата при x0 = x1 = 1 (отсутствие натяжения), построенные по решению А.И. Целикова. Видно, что к нейтральному сечению очага давление р быстро нарастает (по степенному закону) и вблизи этой точки может достигать очень больших значений. Многочисленные исследования показали, что характер изменения контактных напряжений полностью совпадает с теоретическим (кроме области вблизи нейтрального сечения). Максимум эпюры давления не совпадает с нейтральным сечением в очаге деформации, хотя расхождение не превышает 0,5 – 5,0%.. Максимальные напряжения в центре очага деформации являются основной причиной выкрашивания поверхности валков при прокатке тонких листов в холодном состоянии.
|
|
|
Пик напряжений сильно зависит от коэффициента трения m.. Если бы он был равен нулю, то на протяжении всей дуги захвата давление равнялось бы значению К (следует из расчетов по формулам). С увеличением коэффициента трения величина купола резко увеличивается. Площадь фигуры под куполом (если проинтегрировать эпюру) определяет силу прокатки:
Р =  ,
,
а среднее давление равно рср = Р /l, где l - длина дуги захвата. Коэффициент подпора
ns = pcp /K
характеризует превышение сопротивления деформации рср над пределом текучести К за счет влияния сил трения на поверхности контакта.
Для практических расчетов рср без компьютера А.И. Целиковым построена номограмма, приведенная на рис 64. По ней определяется значение коэффициента подпора ns в зависимости от обжатия e = Dh/h0 и отношения d = 2m /a, где a - угол захвата в радианах (a =Dh / R).
Рис 64. Номограмма для определения среднего давления металла на валки на низком очаге деформации
Полезно проанализировать влияние других технологических факторов на эпюру давления. Уже отмечено, что с повышением коэффициента трения m площадь купола эпюры давления на валки возрастает, как показано на рис 65а. С увеличением длины дуги захвата  пик купола возрастает, возрастают также среднее давление и сила прокатки, поэтому с ростом обжатия и диаметра валков, площадь эпюры также увеличивается, как показано на рис 65б и 65в. С целью уменьшения усилия прокатки полезно уменьшать диаметр валков.
пик купола возрастает, возрастают также среднее давление и сила прокатки, поэтому с ростом обжатия и диаметра валков, площадь эпюры также увеличивается, как показано на рис 65б и 65в. С целью уменьшения усилия прокатки полезно уменьшать диаметр валков.
При наличии переднего натяжения
s1 =x1n К
часть эпюры, соответствующая зоне опережения, срезается, как показано на рис 66а для x1 = 0,5 и x1 =0,2.. На выходе из очага деформации вместо напряжения р = sq = К получим напряжение р =(1 - x1) К. Аналогично, в зоне отставания будет срезаться правая ветвь эпюры, если прикладывается заднее натяжение s0 = x0 К, и на входе в валки давление р упадет до значения р =(1-x0) К. При наличии переднего и заднего натяжения одновременно срезаются обе ветви, давление на валки резко снижается, резко уменьшается также пиковое значение давления (рис.66б) При одинаковых значениях коэффициентов натяжения x0 = x1 заднее натяжение более эффективно снижает давление, чем переднее. Это объясняется тем, что при прокатке без натяжения максимум давления находится не по середине очага деформации, а всегда смещен в сторону выхода, поэтому левая ветвь эпюры давления, относящаяся к зоне отставания, по площади больше правой.
|
|
|
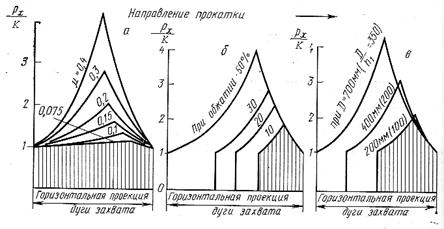
Рис.65. Изменение эпюры давления металла на валки при увеличении коэффициента трения (а), длины дуги захвата за счет обжатия (б) и за счет диаметра валков (в)
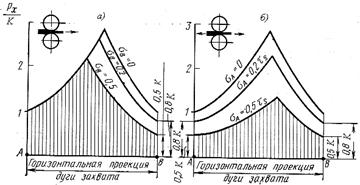
Рис 66. Изменение эпюры
давления металла на валки при наличии переднего
натяжения (а) и
совместного переднего и
заднего натяжений (б).
Следовательно, при одном и том же значении коэффициентов натяжения заднее натяжение срезает большую площадь эпюры, чем переднее, что и объясняет большую эффективность заднего натяжения. Для учета влияния натяжения полосы на давление рср (см. главу 5) вводится коэффициент натяжения nнат , который равен единице при отсутствии натяжения и меньше единицы при натяжении. Коэффициент nнат, учитывающий снижение давления на валки под влиянием переднего и заднего натяжения, приближенно может быть оценен формулой
nнат= 1 -  .
.
Эта формула предполагает, что переднее и заднее натяжения s0 и s1 одинаково воздействуют на давление на валки, но это не так, поэтому при больших натяжениях, равных (0,3 – 0,5) К и больше, в приведенную формулу следует ввести перед s1 коэффициент к, больший 1, учитывающий это различие. А.А.Королев подробно занимался этим вопросом и предложил несколько более точных теоретически полученных формул для вычисления nнат. Например, для горячей прокатки листа на современных непрерывных станах применима формула:
 nнат =
nнат =  ,
,
где e = Dh / h0 .
Следует отметить также, что с уменьшением давлени я уменьшается упругое сплющивание валков и длина очага деформации. Это в свою очередь способствует снижению усилия прокатки (подробнее данный вопрос мы рассмотрим ниже). При производстве холоднокатаного листа практически всегда прокатку ведут при значительном переднем и заднем натяжении, чтобы снизить усилие прокатки, пиковое давление на валки и упругое сплющивание валков. Натяжение также улучшает плоскостность лент.
|
|
|
Итак, обобщим сказанное выше. При

очаг деформации при прокатке высокий. Силы трения не влияют на характер деформации металла, коэффициент трения – это не физическая характеристика процесса, а только отношение касательных напряжений к нормальным, по всей контактной площадке действует только зона прилипания, хотя можно говорить об условных зонах опережения и отставания. Все деформационные и силовые характеристики прокатки определяются неравномерностью деформации по высоте.
На средних очагах

на контакте, наряду с зонами прилипания, существуют развитые зоны скольжения. Степень их развития определяется коэффициентом трения, который для этих зон имеет вполне определенный физический смысл. В зоне прилипания по-прежнему коэффициент трения не является физической величиной, а лишь отношением касательных и нормальных напряжений. Неравномерный характер деформации в значительной мере определяется распределением сил трения на контакте, они же определяют эпюру нормальных давлений металла по длине очага деформации. Нормальные давления резче, чем на высоких очагах, возрастают к нейтральному сечению.
На низких очагах при

на контакте полностью господствуют зоны скольжения, деформацию по высоте можно считать равномерной (хотя для оценки тонких эффектов приходится признать, что она не равномерна). Коэффициент трения – важная физическая характеристика процесса. Эпюра нормальных давлений еще резче (по экспоненте) возрастает к нейтральному сечению, создавая вблизи него колоссальные давления. При холодной листовой и ленточной прокатке в этой точке давления достигают 2000 – 2500 н/мм2 (или МПа), тогда как предел текучести металла валков не превышает 1500 МПа. Отношение наибольшего давления к среднему достигает трёх. При трёхстороннем сжатии в нейтральном сечении не происходит разрушения валков, однако именно такие высокие давления являются причиной выкрашивания поверхностного слоя валков из-за усталости металла.
|
|
|
Следует еще раз оговориться, что представленные пределы разделения очагов деформации весьма условны, они зависят от многих факторов, и в основе разделения очагов на высокие, средние и низкие лежат не их геометрические соотношения, а характер распределения сил трения на контакте.
Лекция 18(1)
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 320; Нарушение авторских прав?; Мы поможем в написании вашей работы!