КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Плазменная и микроплазменная сварка
|
|
|
|
Плазменная сварка относится к дуговым способам, при этом в качестве источника нагрева используется сжатая дуга (предложена в 50-х годах).
Плазма - частично полностью ионизированный газ, состоящий из нейтральных атомов и молекул, ионов и электродов. Типичное плазменное состояние вещества имеет место в электрическом газовом разряде.
Плазменные струи получают в плазменных горелках, которые называют плазмотронами
В промышленности находят применение, главным образом, дуговые плазменные горелки постоянного тока.
В инженерной практике используются две основные принципиальные схемы дуговых плазменных горелок – прямого и косвенного действия (рис. 2.3).
Горелки прямого действия служат для сварки плазменной дугой. В них один из электродов является обрабатываемый материал. В этом случае используют два энергетических источника: плазменную и активное пятно дуги.
Плазмой принято считать частично или полностью ионизированный газ, состоящий из нейтральных атомов и молекул, ионов и электронов. Типичное плазменное состояние вещества имеет место в электрическом газовом разряде.
Плазма газового разряда в зависимости от состава среды характеризуется температурами от 2000 - 3000 °С до 40000 - 50000 °С. В дугах средней мощности (сила тока до 1000 А) плазма обычно имеет температуру 5000 - 20000 °С.
Плазменные струи получают в плазменных горелках, которые называют также плазмотронами. В промышленности находят применение, главным образом, дуговые плазменные горелки постоянного тока. Наиболее распространены способы получения плазменных струй путем интенсивного охлаждения газовым потоком столба дуги, горящей в сравнительно узком водоохлаждаемом канале плазменной горелки.
|
|
|
В инженерной практике используют две основные принципиальные схемы дуговых плазменных горелок (рис. 2.3.).
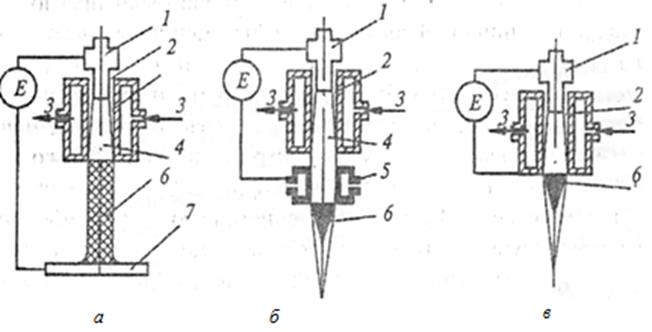
Рис. 2.3. Принципиальные схемы дуговых плазменных горелок (плазмотронов) для получения: а – плазменной дуги; б и в – плазменной струи; 1 – электрод;
2 – канал; 3 – охлаждающая вода; 4 – столб дуги; 5 – сопло; 6 – плазменная струя; 7 – объект нагрева; Е – источник тока
Горелки прямого действия для сварки плазменной дугой. В них одним из электродов служит обрабатываемый материал (рис. 2.3, а). В этом случае используют два энергетических источника: плазменную струю и электрически активное пятно дуги. Внутренний КПД такой горелки, то есть коэффициент использования подведенной к ней электроэнергии, достигает 60-80 %.
Горелки косвенного действия для сварки плазменной струей (рис. 2.3, б, в). Для снижения тепловой нагрузки на электроды применяют плазменные горелки с магнитным закручиванием дуги. Максимальные значения внутреннего КПД таких горелок (при больших расходах газа) достигают 50-70 %. Часть энергии дуги расходуется на нагрев электродов разряда, а также рассеивается в окружающее пространство вследствие лучистого и конвективного теплообмена.
Состав плазмообразующего газа (аргон, гелий, азот и пр.) выбирают в зависимости от требований, предъявляемых к процессу. Электроды изготавливают обычно из меди и вольфрама. Стенки камеры защищены от теплового воздействия дуги слоем сравнительно холодного газа.
Ярко светящееся ядро плазменной струи с основанием, несколько меньшим размера выходного отверстия сопла, окружено менее светящимся факелом. Длина струи определяется мощностью дуги, размерами сопла, видом газа и его расходом. При ламинарном истечении газа (для низких скоростей струи) наблюдается длинная, мало смешивающаяся с окружающей атмосферой струя плазмы. Короткая струя плазмы наблюдается при турбулентном истечении газа (для больших скоростей струи). Формой сопла можно задавать очертание плазменной струи и тем самым распределение теплового и силового воздействия по поверхности обрабатываемого тела.
|
|
|
Температура плазменной струи по радиусу r и длине l распределяется крайне неравномерно (рис. 2.14). Максимальная температура наблюдается в центре струи. В токоведущей части плазменной струи вблизи катода температура газа достигает 24000-32000 °С.
В инженерной практике плазменную струю обычно характеризуют среднемассовой температурой на срезе сопла плазменной горелки, которая может быть определена по удельной энтальпиия плазмообразующего газа:
Н = д / О, (2.1)
где д – эффективная мощность плазменной струи на срезе сопла, Дж/с;
О – массовый расход плазмообразующего газа, г/с.
В табл. 2.2 показаны основные параметры, часто используемые в процессах плазменной обработки.
Таблица 2.2
Технологические параметры плазменной сварки
| Плазмообразующий газ | Мощность дуги | Расход газа, ч/с | КПД,% | Н, МДж/3 | Среднемассовая температура плазмы, ºС |
| Азот | 0,5 | 37,681 | |||
| Водород | 0,1 | 18,066 | |||
| Воздух | 0,5 | 32,490 | |||
| Аргон | 0,5 | 35,775 |
Основными параметрами регулирования тепловых характеристик плазм струи является сила тока, длина дуги, расход плазмообразующего газа. Увеличение силы тока и длины дуги приводит к возрастанию температуры струи; повышение расхода плазмообразующего газа при бывших его значениях снижает среднемассовую температуру струи, вследствие конвективных потерь при турбулентном характере истечения струи из сопла.
Увеличение расхода газа при малых его значениях приводит к резкому увеличению мощности струи.
Преимущества лазерной сварки состоят в следующем:
1. По сравнению с аргонно-дуговой плазменная сварка характеризуется более стабильным горением дуги и обеспечивается более равномерное проплавление кромок.
2. По проплавляющей способности она занимает промежуточное положение между ЭЛС и аргонно-дуговой сварки.
3. Плазменно-дуговая сварка менее чувствительна к изменению длины дуги, чем аргонно-дуговая сварка благодаря цилиндрической форме столба дуги.
|
|
|
Одним из существенных недостатков плазменной сварки является возможность образования двойной дуги, возникающей при повышении плотности сварочного тока, образующаяся между соплом и изделием, в результате чего оплавляется сопло и уменьшается ток основной дуги.
Широкое распространение получает сварка проникающей плазменной дугой («в замочную скважину»), когда вольфрамовый электрод заглублен внутрь сопла. При этом плазменная дуга приобретает столбообразную форму. Сосредоточенный столб дуги создает отверстие перед фронтом сварочной ванны, проплавляя стыковое соединение на всю глубину детали. При движении плазменной горелки вперед расплавленный металл под действием поверхностного натяжения заполняет проплавленное отверстие, формируя, аккуратный сварной шов с отношением глубины к ширине 1:1. «Замочная скважина» позволяет сваривать стыки толщиной до 8 мм без предварительной разделки и подачи присадочного материала. При толщине до 12 мм делают фаски 4 - 5 мм и под углом 60° сваривают с подачей присадочного материала..
Отдельно следует выделить сварку микроплазменной дугой.
Микроплазменной дугой (сила тока 0,1 - 15 А) сваривают листы толщиной 0,025 - 0,8 мм из углеродистой и нержавеющей стали, меди,, титана, тантала, молибдена, вольфрама, золота и др.
Источники питания позволяют вести процесс в непрерывном и импульсном режимах.
По сравнению с аргонодуговой микроплазменная сварка имеет следующие преимущества:
1. изменение длины микроплазменной дуги оказывает значительно меньшее влияние на качество сварного соединения деталей малых толщин;
2. дежурная плазменная дуга уверенно зажигается при токах менее 1 А;
3. облегчается доступ к объекту сварки и улучшается зрительный обзор рабочего пространства (на токе -15 А длина дуги достигает 10 мм).
Наиболее часто при микроплазменной сварке встречаются соединения по отбортовке.
Микроплазменная сварка находит широкое применение в радиоэлектронике и приборостроении для сварки тонких листов и фольги. В авиационной промышленности с помощью микроплазменной сварки изготавливают детали толщиной 0,1 - 0,5 мм типа сильфонов, тонкостенных трубопроводов, деталей приборов из легированных сталей, алюминиевых сплавов, тугоплавких металлов. В последнее время микроплазменная сварка широко применяется для производства и ремонта деталей в электронике и космонавтике, измерительных инструментов, ювелирных изделий и др. металлических фильтров,.
|
|
|
|
|
Дата добавления: 2014-11-06; Просмотров: 1748; Нарушение авторских прав?; Мы поможем в написании вашей работы!