КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Традиционный способ пайки паяльником
|
|
|
|
Последовательность процесса пайки паяльником показана на рис. 2.8. Режимами пайки являются температура, которая для наиболее широко распространенного припоя ПОС-61 (Sn61/Pb39) составляет 260±10°С, и время пайки 1...3 с. Пониженная температура приводит к недостаточной жидкотекучести припоя, плохому смачиванию, образованию «холодной пайки». Завышенная температура вызывает обугливание флюса, выгорание компонентов припоя, эрозию материала паяльного жала. Детали во время пайки фиксируются скручиванием проводников, размещением элементов в месте монтажа при помощи пинцета или аналогичного инструмента и т. д. Для охлаждения элементов во время пайки (при необходимости) применяют испарительный метод (нанесение дозы испаряющегося вещества), обдув газом, специальные термоэкраны.
Закачивается процесс пайки очисткой соединения от остатков флюса и визуальным контролем качества.
 |
Рис. 2.8. Последовательность процесса пайки паяльником:
а — нагрев вывода и контактной площадки; б — введение припоя с флюсом в зону пайки: в — растекание припоя; г — кристаллизация
Пайка паяльником по методу «миниволна»
Часто в практике поверхностного монтажа пайка многовыводных микросхем, особенно с шагом выводов менее 0,5мм, вызывает большие проблемы и является крайне трудоемкой процедурой. Основной причиной этих затруднений является практика пайки каждого вывода в отдельности.
Однако уже в течение ряда лет существует эффективный метод монтажа подобных компонентов — паяльник, оснащенный жалами типа «миниволна» (в некоторых источниках – «микроволна»). С помощью этих жал достигается пайка всех выводов по стороне микросхемы одним проходом инструмента – паяльника (рис. 2.9).
|
|
|
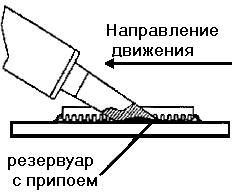
Рис. 2.9. Принцип пайки жалом «миниволна»
Запатентованный фирмой РАСЕ наконечник типа «миниволна» (Mini-Wave Ô) отличается наличием резервуара для припоя в виде углубления особой формы на рабочей поверхности жала. Жала этого типа различаются по диаметру рабочей части и типу крепления, но идентичны по принципу действия. Профиль углубления, толщина стенок и барьерный угол рассчитаны так, чтобы капля припоя в нем удерживалась силами поверхностного натяжения, и эти же силы удаляли излишки припоя с пропаиваемых выводов, исключая образование «мостиков» между ними и выполняя тем самым функцию автоматической дозировки припоя, а именно: при «омывании» мест пайки избыточным количеством припоя, под действием сил поверхностного натяжения на выводах компонентов и контактных площадках осаждается ровно столько припоя, сколько необходимо и достаточно для каждого соединения. И процесс, и результат абсолютно аналогичны пайке на обычной «волновой» машине. Изящество данного метода в том, что не усложняется конструкция (как в случае паяльника с системой подачи припоя), паяльник остается легким и эргономичным инструментом. Наконечники имеют высокую износостойкость и отличаются сравнительно невысокой ценой.
Преимущества метода:
· оптимальные условия пайки: каждый контакт прогревается не более 1-2 секунд, что исключает образование интерметаллического слоя, снижающего качество и прочность соединения;
· получается требуемая стандартами форма мениска в точке соединения вывода элемента с контактной площадкой платы;
· не требуется точная дозировка припоя, так как он сам распределяется по контактам в оптимальном количестве;
· универсальность: например, для пайки корпусов PLC достаточно развернуть «миниволну» в вepтикaльную плоскость;
Последовательность действий при монтаже пайкой компонентов на ПП методом «миниволна» показана на рис. 2.10. Действуя антистатическим вакуумным манипулятором (например, Vampire), микросхему устанавливают на предварительно очищенные и залуженные (с помощью того же жала «миниволна») контактные площадки. Для закрепления микросхемы можно припаять два диагонально противоположных вывода тонким жалом. Затем приступают к групповой пайке «миниволной» каждой из четырех линеек выводов корпуса. Пайка занимает всего пару минут — гораздо меньше, чем предварительная подготовка. Линейку выводов микросхемы флюсуют, используя жидкий флюс или крем-флюс, не требующий отмывки. Углубление на конце жала «миниволна» заполняют припоем с небольшой горкой, а затем медленно (так, чтобы на каждый вывод в линейке приходилось не менее полутора секунд), почти без нажима перемещают жало перпендикулярно выводам микросхемы от начала линейки и до конца. Оптимальная температура пайки (точнее, индицируемое значение температуры термодатчика) при использовании различных модификаций жала «миниволна» составляет от 235°С (жало TechWelL) до 285°С (тонкое жало MicroWell).
|
|
|
Рис. 2.10. Процедура пайки жалом «миниволна»
Принципиальное значение имеет стабильностьтемпературы при перемещении жала от начала до конца каждой линейки выводов — это выгодно отличает данный инструмент от обычного паяльника. Качество пайки можно оценить визуально и на слух, проводя тонким пинцетом по линейке припаянных выводов и вслушиваясь в издаваемый звук. Схожая техника используется для пайки микросхем в корпусе PLCC ножевидным жалом (с боковой рабочей поверхностью) при температуре 250°С.
Данный способ пайки при монтаже и ремонте узлов в условиях мелкосерийного и единичного производства РЭА находит все более широкое распространение, несмотря на сравнительно высокую цену, в которую обходится замена обычного паяльника на паяльную станцию с представленным инструментом. Решение о замене зависит от того, насколько технологически сложные и дорогостоящие изделия производятся (ремонтируются) на предприятии, и как важна при этом производительность труда. Достаточно одного примера, чтобы ощутить масштабы экономий ресурсов и увеличения производительности: на предприятии при пайке микросхем в корпусе PQFP-208 шагом выводов 0,5 мм: применение паяльной станции ERSA с жалом «миниволна» ускоряет выполнение работ в двадцать раз по сравнению с раздельной пайкой выводов; суммы затрат на припой уменьшаются в десять раз; расход паяльных жал снижается в четыре раза — и все это при высоком качестве пайки. С карандашом в руке нетрудно оценить сроки окупаемости паяльной станции по цене около $250: на Западе оно составляет в среднем полторы недели. В России с учетом низкой оплаты труда радиомонтажника срок окупаемости более продолжителен, но даже с учетом этого фактора внедрение дорогостоящего инструмента становится выгодным для предприятия решением.
|
|
|
Независимо от высокого уровня автоматизации сборочно-монтажных работ, по-прежнему остаются актуальными ручные паяльные и ремонтные станции фирм Расе, Weller (Cooper Tools), ERSA. К этому ряду прибавились фирмы Kohler и MARTIN. Безусловно, ремонтные и наладочные работы должны быть снабжены всеми видами инструментов для демонтажа, снятия лака, напайки перемычек, очистки, подлакировки и т.д.
|
|
|
|
|
Дата добавления: 2014-10-31; Просмотров: 2315; Нарушение авторских прав?; Мы поможем в написании вашей работы!