КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекція 2. Конструктивні особливості верстатів з ЧПУ 3 страница
Контактні датчики з передачею інформації по радіоканалу - датчики, які не потребують громіздких ліній передачі електричного сигналу.Зокрема, датчик MP18 - radio probe призначений для вимірювань на великогабаритних та п'ятикоординатних верстатах, де лінія прямої видимості між датчиком і приймачем не може бути гарантована. Для забезпечення безперервності передачі в них застосовується кодованих частотна модуляція. У датчиках забезпечуються стійкий радіосигнал навіть за відсутності прямої видимості і система придушення радіоперешкод.
Безконтактні датчики забезпечують ефективне вимір без застосування складних механізмів (рис. 1.17, б). Наприклад, датчик NC1 призначено налагодження інструменту і виявлення несправного інструменту. В системі NC1 використовується новітня технологія вимірювання за допомогою лазерного променя. Цей метод забезпечує швидкісне, ефективне і безконтактне вимірювання параметрів інструменту. Датчик NC1 забезпечує наступні можливості:
швидке вимірювання довжини і діаметру інструменту при робочій частоті обертання шпинделя;
вимірювння параметрів інструменту в будь-якій точці лазерного променя;
перевірку цілісності кожної грані багатогранного інструменту; моніторинг та термокомпенсацію теплових розширень верстата; вимір малогабаритного інструменту (діаметром до 0, 2 мм);
виняток зносу і пошкоджень крихкого інструменту; удоб ства при установці, так як рухомі деталі відсутні.
Системи виготовляються у двох варіантах: NCI fixed - спільна система, в якій випромінювач і приймач змонтовані в одному блоці (конструктиві); NCI separate - роздільна система, в якій випромінювач і приймач можуть розташовуватися на відстані до 2 м. Повторюваність вимірювань для спільної системи - ± 1,0 мкм, для роздільної - ± 2,0 мкм. Програмне забезпечення датчиків фірми Renishaw. Стандартні програми для більшості систем ЧПУ забезпечують режими автоматичного вимірювання за допомогою датчиків фірми Renishaw. Ці режими вимірювань здійснюються простими командами ПЗ (іноді, це всього один рядок програми).
Стандартні програми вимірювань і налаштування на технологічну операцію мають наступні функції:
• контроль розмірів - корекція параметрів інструменту виконується автоматично;
• контроль позиціонування - дані про зміщення деталі можуть оновлюватися для забезпечення точного позиціонування деталі;
• поле допуску - можливе налаштування на подачу сигналу в разі виходу габаритних розмірів заготовки за межі допуску;
• обробка результатів вимірювань - можливість виведення інформації через порт RS232 на принтер або комп'ютер.Типові цикли вимірювань (рис. 1.18, а) включають в себе вимірювання координат (X, Y, Z) однієї точки, вимірювання отворів, валів, позиціонування із захистом, завмер ребер, поглиблень, вимірювання кутів.
Стандартні програми налагодження інструменту і виявлення поломок (рис. 1.18, б) мають наступні функції:
• настроювання довжини нерухомого інструменту (мітчика, свердла тощо);
• настроювання довжини інструменту, що обертається у разі одно-і багатолезових інструменту (торцеві фрези, різці тощо);
• те ж, для шпонкових фрез, розточувальних оправок тощо;
• повністю автоматичний цикл вимірювань, що включає в себе зміну інструменту, позиціонування і введення корекції;
• термокомпенсация;
• виявлення несправного інструменту з вимірювання довжини і діаметру (див. рис. 1.18, б, поз. 11);
• виявлення несправного інструменту при прискореній подачі (тільки з датчиком NC1);
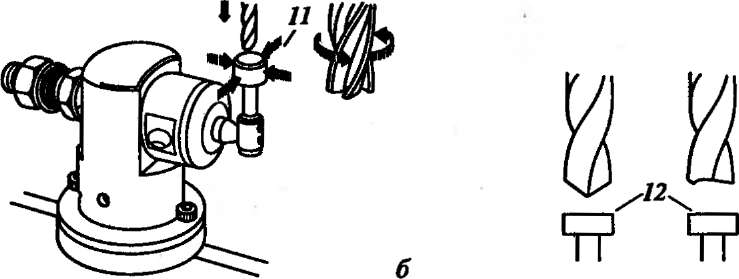
Рис. 1.18. Типові цикли вимірювань і налаштування на технологічну операцію (а), налагодження інструменту і виявлення поломок (б):1-4 - вимірювання відповідно внутрішнього, зовнішнього діаметра, зовнішнього виступу, отвору; 5 - неприпустимість наявності перешкоди (інших виступів) на шляху руху вимірювальної головки при вимірюванні зовнішнього виступу; 6, 7 - вимірювання внутрішнього і зовнішнього профілю; 8, 9 - вимірювання поздовжнього і горизонтального ребра; 10 - вимірювання горизонтальної поверхні; 11 - пристосування для налагодження свердла; 12 - спосіб виявлення поломок свердла; X, У, Комерсант - координати вимірювань точки
• перевірка ріжучої кромки - перевірка цілісності кожної грані багатогранного інструменту (тільки з датчиком NC1);
• перевірка форми радіусів заокруглення ріжучої кромки ін-струмента (тільки з датчиком NC1).
У сучасних системах управління металорізальними верстатами забезпечується контроль не тільки переміщень робочих органів верстата, але і прискорення, зусилля, що розвивається, моменту, активної потужності, температури вузлів та інших технологічних параметрів.
|
|
Дата добавления: 2014-11-09; Просмотров: 703; Нарушение авторских прав?; Мы поможем в написании вашей работы!