КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технології обробки деталей на багатоцільових верстатах з ЧПУ
|
|
|
|
1. Призначення технологічного процесу. При обробці деталей на верстатах з ручним управлінням операційний процес призначено робітника, обслуговуючого верстат.
Повнота розробки цього процесу технологами залежить від типу виробництва. При масовому виробництві техпроцес розробляється найбільш повно, при серійному виробництві ступінь деталізації зменшується, а при одиничному виробництві операційний технологічний процес представляється технологами виконавцям схематично або не представляється зовсім.
Мається на увазі, що універсальний верстат обслуговує робочий високої кваліфікації, який самостійно здатний вибрати інструмент, пристосування, режими різання і порядок обробки заготовки і забезпечити необхідну якість деталі.
У всіх випадках дії технолога корегує робочий, обслуговуючий верстат. Якщо змінилися умови обробки (вид заготовки, припуск на обробку, вид обладнання або інструментального оснащення та ін), робочий самостійно так змінює параметри технологічного процесу, щоб забезпечити виконання кінцевої мети - отримання придатної деталі.
Положення змінюється, якщо розглядати верстат з ЧПК.
Техпроцес призначений в цьому випадку для програміста, який складає керуючу програму. Звідси незалежно від величини серії потрібен вельми ретельне опрацювання всіх елементів техпроцесу, що включає траєкторію інструмента. Вся робота виконується до обробки на стадії програмування.
Це вимагає розвинену нормативну базу для обгрунтованого вибору всіх елементів технологічного процесу:
верстата з ЧПУ;
ріжучого інструменту (матеріалу, типу, розміру, конструкції і геометрії);
допоміжного інструменту;
пристосувань;
|
|
|
структури техпроцесу;
режимів різання;
норм часу;
кваліфікації робітника і ін
2. Роль робітника. Якість виробу і продуктивність обробки при обслуговуванні верстатів з ручним управлінням визначаються кваліфікацією робітника, обслуговуючого верстат.
При використанні верстатів з ЧПУ якість обробки залежить від якості керуючої програми. Звідси знижуються вимоги до кваліфікації робітника, полегшується його підготовка, скорочується термін навчання. Це важлива перевага верстатів з ЧПУ при гострому дефіциті робітників - станочннков.
Але одночасно підвищуються вимоги до якості програм. Ефективне використання верстатів з ЧПУ пред'являє високі вимоги до службі підготовки керуючих програм.
3. Напівавтоматичний цикл обробки. При обслуговуванні верстатів з ручним керуванням (рис. 60) оперативний час (час циклу)
T_цру = T_м + T_в
де Т_м-машинний час, Т_в-допоміжний час.
Автомати мають тривалість циклу Т_ца = Т_р + Т_х
де Т_р-час робочих ходів,
Т_х-час холостих ходів.
Позначимо Т_в = а_в * Т_цру; Т_х = а_х * Т_ца;
Де а_в і а_х-частка допоміжних і холостих ходів в часі циклу.
Нехай Т_м = Т_р. Тоді підвищення продуктивності при обробці на автоматі тільки за рахунок скорочення холостих ходів складе П_а = (1-а_х) / (1-а_в)
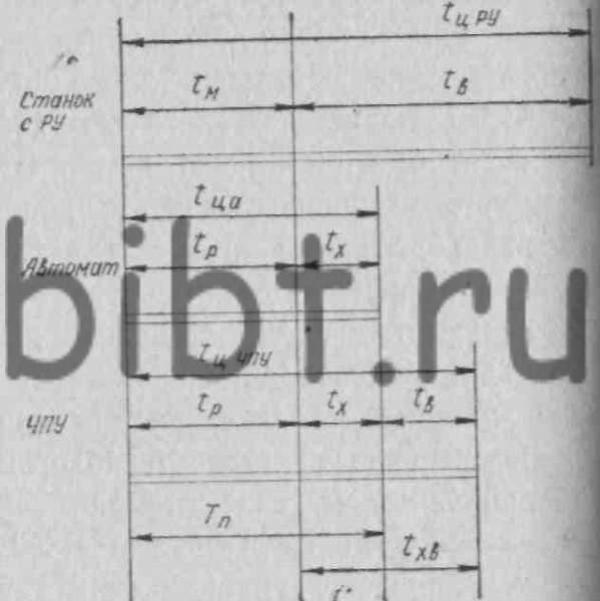
Рис.60. Цикл обробки при різного ступеня її автоматизації
Нехай а_в ≠ 0,6-0,7; а_х = 0,1.
Підвищення продуктивності - в 2,57 рази.
Верстат з ЧПУ працює за напівавтоматичному циклу. У нього розрізняють час робочих і холостих ходів і допоміжний час (Т_в), необхідний для завантаження верстата. Програмне час Т_п = Т_р-Т_х
Сумарний час холостих і допоміжних рухів Т_хв = Т_х + Т_в
При Т_м = Т_р підвищення продуктивності в порівнянні з універсальними верстатами одно
П_чпу = (1 - (А_ (х + А_ (в_чпу)))) / (1-А_ (в_ру)),
де А_ (в_чпу) і А_ (в_ру) - допоміжний час на верстатах з ручним керуванням і верстатах з ЧПК.
|
|
|
Нехай А_ (в_ру) = 0,6-0,7; а_х = 0,1; А_ (в_чпу) = 0,15. Підвищення продуктивності-в 2,15 рази.
Напівавтоматичний цикл означає, що робітник повинен бути звільнений від безпосередньої участі в процесі обробки.
Для цього потрібно:
висока надійність системи СНІД;
стабільність процесу обробки.
4. Висока надійність системи СНІД. Верстат С, пристосування П, інструмент І і деталь Д в процесі обробки перебувають у діалектичній єдності, утворюють єдину систему. Надійність будь-якої системи виражається періодом безвідмовної роботи - напрацюванням на відмову. Відмова виражається в тому, що параметри системи виходять за допустимі межі. Виникнення відмови вимагає втручання робітника.
При обслуговуванні верстата з ручним управлінням робочий постійно контролює хід технологічного процесу, при появі відмов робочий негайно втручається і відновлює необхідний хід процесу.
За наявності автоматичного циклу робітник не бере безпосередньої участі в ході технологічного процесу. Звідси різко підвищуються вимоги до надійності функціонування системи СНІД.
Верстати з ЧПУ мають більш високі норми точності, їм необхідний більш високий рівень жорсткості і надійності всіх вузлів і елементів.
5. Стабільність процесу обробки. Стабільність визначається розмахом коливань параметрів системи СНІД.
До параметрів відносяться міцність, жорсткість, знос і інші властивості елементів системи СНІД, режими різання, геометрія інструменту і т. д. У процесі обробки однієї деталі або партії вказані параметри не залишаються постійними. Чим менше межі зміни параметрів, тим більш стабільною є система СНІД.
При обробці деталей на верстаті з ЧПК необхідно стабілізувати:
параметри заготовки (припуски, властивості матеріалу, стан поверхневого шару та ін);
параметри інструменту (властивості матеріалу, твердосплавної пластини, геометрію);
параметри верстата (точність, жорсткість, вібростійкість тощо);
дроблення стружки;
ефективну розмірну налаштування інструмента (поза верстата на спеціальних приладах розмірної налаштування або на верстаті);
режими різання і т. д.
6. Концентрація обробки. Принцип концентрації обробки полягає в тому, щоб весь обсяг обробки виконати на одній або обмеженому числі операцій.
|
|
|
При цьому зменшується кількість операцій техпроцесу і, відповідно, витрати часу на транспортування, складування, установку і закріплення заготовок.
Наявність багатопозиційних револьверних головок і інструментальних магазинів і можливість автоматичної зміни інструменту дозволяють створювати такі інструментальні наладки, щоб максимально концентрувати обробку на одній двох операціях.
На рис. 61 показані:
а - заготовка;
б - заготівля після обробки з одного боку;
в - готова деталь;
г - інструментальна налагодження для обробки деталі.
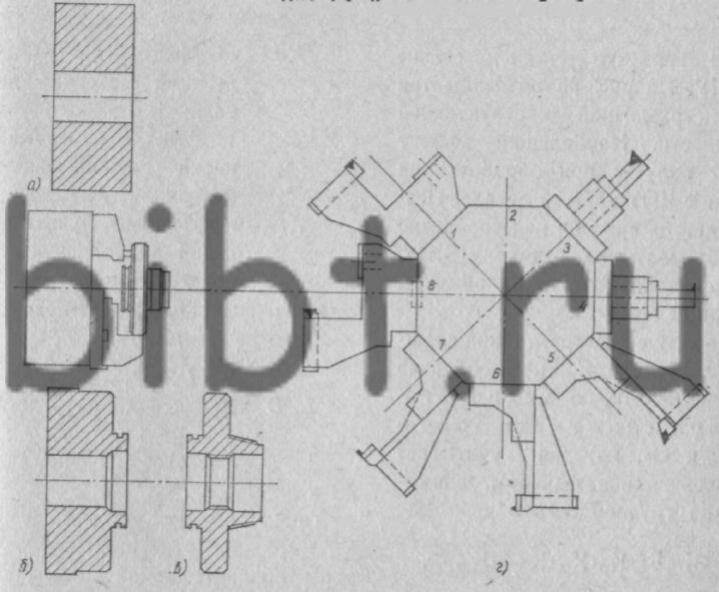
Рис.61. концентрація обробки
Список литературы
1. В.И. Комиссаров, Ю.А. Фильченок, В.В. Юшкевич. Размерная наладка станков с ЧПУ на роботизированных участках, Владивосток, ДВПИ, 1985.
2. Гжиров Р.И., Серебреницкий П.П. Программирование обработки на станках с ЧПУ. Справочник, Л., Машиностроение, 1990,-592с.
3. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с ЧПУ. Часть II, М., Экономика, 1990г., -474с.
4. Интернет-сайт технической литературы www.bibt.ru
5. Интернет-сайт по многоцелевым станкам с ЧПУ www.cftech.ru
СПИСОК ЛИТЕРАТУРЫ
1. ГОСТ Р 50369—92. Электроприводы. Термины и определения. — М.: Изд-во стандартов, 1993. — 16 с.
2. Завгороднев П. И. Работа оператора на станках с программным управлением: учеб. пособие для техн. училищ / П. И. Завгороднев. — М.: Высш. шк., 1981. — 136 с.
3. Программное управление станками и промышленными роботами: учебник / [В.JI.Косовский, Ю.Г.Козырев, АН.Ковшов и др.]. — М.: Высш. шк., 1989. — 272 с.
4. Сергиевский Л. В. Пособие наладчика станков с ЧПУ / JI. В. Сергиевский, В.В.Русланов. — М.: Машиностроение, 1991. — 176 с.
5. Соломенцев Ю. Н. Управление гибкими производственными системами / Ю. Н. Соломенцев, В.Л.Сосонкин. — М.: Машиностроение, 1988. — 552 с.
6. Сосонкин В. Л. Микропроцессорные системы числового программного управления станками / В.Л.Сосонкин. — М.: Машиностроение, 1985. - 288 с.
7. Черпаков Б. И. Металлорежущие станки: Учебник для нач. проф. образования / Б. И. Черпаков, Т. А. Альперович. — М.: Издательский центр «Академия», 2004. — 368 с.
8. Числовое программное управление станками / [В.Л.Сосонкин, О. П. Михайлев, Ю. А Павлов и др.]; под ред. В. Л. Сосонкина. — М.: Машиностроение, 1981. — 398 с.
Чудаков А. Л. Проектирование систем управления станками и станочными комплексами: гл. 1.8 // Машиностроение: энциклопедия. Т. IV-7. Металлорежущие станки и деревообрабатывающее оборудование. — М.: Машиностроение, 1999. — С. 268—292.
|
|
|
|
|
Дата добавления: 2014-11-09; Просмотров: 1139; Нарушение авторских прав?; Мы поможем в написании вашей работы!