КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Российские заводы, использовавшие мартеновские печи 1 страница
|
|
|
|
16 марта 1870 г. на Сормовском заводе была запущена первая в Российской империи мартеновская печь. Она была предназначена для переработки передельного чугуна и лома в сталь нужного химического состава и качества. Основатель завода - греческий купец, принявший российское подданство, Дмитрий Егорович Бенардаки привез в 1870 году молодого инженера Александра Износкова, который и построил первую в России мартеновскую печь весом в 2,5 тонны.
В 1998 году мартеновские печи на Сормовском заводе перестали действовать. В июне 2005 г. было заключено охранное обязательство на здание цеха, где была установлена первая российская мартеновская печь, между ОАО «Завод “Красное Сормово”» и министерством культуры Нижегородской области, в котором собственник обязался обеспечить сохранность объекта, а также неизменность его облика и интерьера. В мае 2012 г. был произведён демонтаж здания прокатного цеха в нарушение требований федерального закона «Об объектах культурного наследия (памятниках истории и культуры) народов РФ». Отдел полиции №8 УМВД России по г. Н.Новгороду устанавливает лиц ответственных за уничтожение объекта культурного наследия[1][2]
Информация на август 2009 г
- Бежицкий сталелитейный завод
- Выксунский металлургический завод — две печи действуют по сей день
- Гурьевский металлургический завод — две печи действуют по сей день[3]
- Златоустовский металлургический завод — мартеновский цех выведен из эксплуатации
- Кулебакский металлургический завод — остановлена 20 декабря 2011 г.
- Металлургический завод Петросталь (дочернее предприятие ОАО Кировский завод)
- Орско-Халиловский металлургический комбинат (ОАО «Уральская Сталь») — использует по сей день. Остановка планируется на 2013 год.
- Северский трубный завод — мартеновское производство остановлено в 2008 г.
- Таганрогский металлургический завод
- Челябинский трубопрокатный завод
- Череповецкий металлургический комбинат — остановлен в 2011 г.
- Чусовской металлургический завод
- Ижевский металлургический завод (ОАО «Ижсталь»)
- Омутнинский металлургический завод (ЗАО «ОМЗ»)
- Челябинский металлургический комбинат
| Основные этапы развития промышленной дуговой электроплавки стали |
Начало развитию электродуговой плавки положил российский ученый В.В. Петров, который в 1802 году открыл явление электрической дуги, применив для исследований крупнейшую в то время в мире гальваническую батарею [86]. Несколько позже - в 1812 г. исследовал и описал электрическую дугу английский химик и физик Гемфри (Хамфри) Дэви (Дейви) [87]. Вплоть до начала ХХ века применение электрической дуги для плавления железа ограничивалось исследовательскими целями, так как единственным источником электрической энергии были гальванические батареи. Несмотря на отсутствие в то время условий для развития промышленной электроплавки, 16 марта 1853 г. Пишон получил первый патент на «применение электрического тепла в металлургии вообще и металлургии железа в частности», а на протяжении следующей четверти века были запатентованы свыше 20 вариантов конструкций электрических печей для плавки чугуна и стали [88].
|
|
|
Перспектива развития промышленной электрометаллургии открылась несколько позже. В 1879 г. немецкий промышленник В. Сименс предложил два типа электрических дуговых печей для плавки стали и сплавов, которые демонстрировались на Международной электротехнической выставке. Примечательным было то, что эти печи запитывались электрическим током от электромашинного генератора, разработанного Эрнстом Вернером Сименсом, а генератор приводила в действие паровая машина.
|
|
|
В 1891 г. в России получил патент на изобретение «Способ и аппараты для электрической отливки металлов» горный инженер Н.Г.Славянов, который в своей книге «Электрическая отливка металлов», изданной в С.-Петербурге в 1892 г., указывал, что «при современной стоимости электрического тока нечего и думать о том, чтобы электрическая отливка целых вещей могла конкурировать с обычной отливкой из печей. Но, в некоторых исключительных случаях, электрическая отливка может оказать большую услугу в применении к отливке целых вещей…» [89].
Важным событием ХIХ века в области освоения промышленной дуговой плавки стал выход классического труда заведующего кафедрой металловедения и электрометаллургии высшей технической школы в Аахене (Германия) В. Борхерса «Развитие конструкций и применение электрических печей» (1897 г.) [88]. Становление техники и технологии промышленной дуговой плавки можно условно разделить на четыре основных этапа.
Первый этап (1890 – конец 30-х гг.) характеризуется разработкой и применением разнообразных альтернативных направлений конструктивного оформления агрегата для промышленной электродуговой плавки стали, что в конечном итоге, привело к созданию «классической» дуговой сталеплавильной печи. Процесс в значительной степени определялся бурным развитием электроэнергетики и назревшей потребностью выплавлять в массовом количестве разработанные к тому времени легированные марки стали.
Первенство введения в эксплуатацию промышленной дуговой печи и выплавки электростали принадлежит французскому металлургу Полю Эру (Геру). 12 декабря 1900 г. П.Эру «отгрузил первый вагон стали, выплавленной при помощи электричества». В скором времени (1906 г.) компания «Demag» начала производство печей системы П.Эру в Германии. Первые промышленные дуговые сталеплавильные печи системы П.Эру имели вместимость от 0,5 до 3,0 т и электрическую мощность до 450 кВт и работали на постоянном или однофазном переменном токе напряжением до 45 В. Удельный расход электроэнергии в трехтонной печи при работе на твердой завалке составлял около 780 кВт*ч/т [90].
С целью повышения производительности электропечей их, как правило, применяли в качестве агрегатов доводки стали и они работали дуплекс-процессом с мартеновской печью, бессемеровским или томасовским конвертерами.
|
|
|
Положение в корне изменилось после перехода печей на переменный ток более высокого напряжения. Введенная в экслуатацию в 1909 г. в США на заводе «Illinois steel» печь системы П. Эру вместимостью 15 т выгодно отличалась от предыдущих. Она имела цилиндрический кожух, три круглых электрода, и работала на трехфазном переменном токе [90].
Резкое увеличение спроса на качественную сталь для производства вооружений произошло в период первой мировой войны. Так, к началу 1916 г. общее количество печей П. Эру в мире выросло до 145 и составило: в США – 40, Англии – 72, Германии – 19, Франции – 11, Австро-Венгрии – 10, России – 3 [88]. Примечательно, что до конца 20-х годов наряду с электропечами системы П.Эру (около 40% от общего количества печей в мире) строились печи, которые имели иную конструкцию и работали на одно-, двух-, трехфазном переменном электрическом токе. К ним, в частности, относятся печи системы Чапле (1904 г.), Келлера (1905 г.), Жиро (1906 г.), Натузиуса (1908 г.) и др. [88].
К 1933 г. промышленники полностью отказались от строительства печей постоянного тока, так как наряду со сложностью обслуживания, изготовление мощных выпрямителей создавало технические трудности, кроме того, увеличение в два раза длины короткой сети повышало стоимость оборудования [88].
Р. Тауссиг, автор книги «Электроплавильные печи», отмечал: «успех печей типа П.Эру основан не столько на их конструктивных достоинствах, сколько на применении последовательно включенных дуг и на защите металлической ванны слоем шлака, благодаря чему устраняется соприкосновение угольных электродов с ванной» [90].
К началу 30-х годов ХХ века дуговая электропечь оформилась конструктивно и благодаря своим широким технологическим возможностям заняла доминирующее положение в производстве легированной стали. Так, в 1931 г. 650 дуговых печей США выплавили 1 млн.т стали, что составляло около 90% быстрорежущей и 14% от общего объема производства всего легированного металла [90].
|
|
|
К середине 30-х годов ХХ века печестроительные компании, такие как «Demag», «Siemens» (Германия), «Lectromelt» (США) и некоторые другие разработали и начали производство «быстродействующих» дуговых электропечей, которые имели механизированную загрузку шихты сверху корзинами или в проволочных сетках. Решение проблемы загрузки лома явилось одним из важнейших событий в развитии ДСП и позволило: радикально (в 5-10 раз) сократить продолжительность завалки [91]; значительно сократить расход электроэнергии (ДСП-5 с загрузкой сверху начинает расходовать около 500 кВт*ч/т) [92]; снизить расход электродов и огнеупоров; полнее использовать объем рабочего пространства печи, в сравнении с мульдовой или руч-ной завалкой.
Помимо вышеперечисленных, «быстродействующим» дуговым электропечам свойственны и другие общие прогрессивные технические решения: несколько рабочих ступеней напряжения; повышенная удельная мощность трансформатора (300 - 400 кВА/т); высокий фундамент и поднятая над уровнем пола цеха рабочая площадка; наличие механизма наклона печи в сторону завалочного окна для быстрого скачивания шлака; применение механизма поворота ванны вокруг вертикальной оси (на 60°) для эффективного проведения периода плавления; применение графитированных электродов и наращивание звеньев с помощью ниппелей; водяное охлаждение короткой сети (трубошины, головки электрододержателей), арки и заслонки загрузочных окон печи; автоматическое перемещение и регулирование положения электродов [90, 93, 94].
Вместе с тем, конструктивное исполнение некоторых механизмов электропечи принципиально отличалось. Например, механизм открытия рабочего пространства печи под загрузку выполняли трех типов: откат свода; выкатывание ванны из под свода; поворот свода. Кроме того, отличия проявлялись в конфигурации поверхности качения сегментов люльки, выполнении электродонесущей конструкции (кареточной, Г-образной, системы «Fiat» и Натузиуса). Так как печи не были оборудованы системой газоотсоса из рабочего пространства, требовалось тщательное уплотнение электродных зазоров и было разработано большое количество конструкций экономайзеров для повышения стойкости электродов и надсводового оборудования [90, 93, 95].
Говоря о развитии электросталеплавильного производства в этот период времени, следует отметить непрерывный рост объема выплавки электростали в мире с одновременным увеличением размеров и мощности электропечей (рис.2.1) [96]. Так, большинство ДСП для производства стали в слитках в 1918 г. имели вместимость 6 -8 т, а для фасонного литья – 3 - 6 т. Но уже в 1920 г. в США были установлены две печи вместимостью по 40 т, в 1922 г. на заводе «Ford» в Детройте - печь вместимостью 65 т, а в 1927 г. на заводе «Tirnken Roller Bering» введена в эксплуатацию уникальная шестиэлектродная печь вместимостью 100 - 120 т, которая стала самой крупной электропечью того времени. В тот же период прошли промышленную проверку первые двухкорпусные ДСП [90].
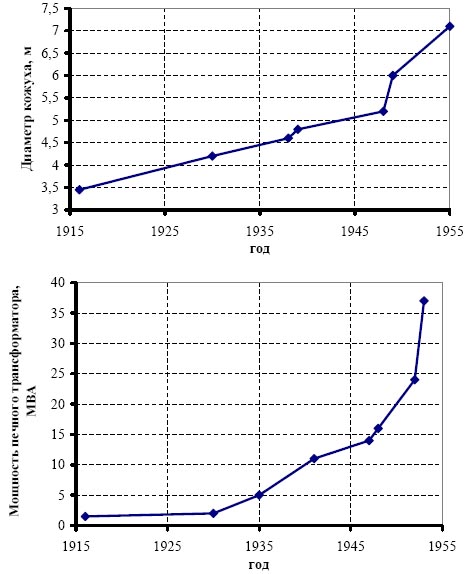
Рис. 2.1. Динамика роста размеров и мощности электропечей в мире (1916-1955 гг.)
Оценка технических, технологических и экономических показателей электроплавки в сравнении с конвертерной, мартеновской и тигельной показала, что к началу 40-х годов дуговая электропечь сформировалась как эффективный сталеплавильный агрегат [97, 98].
Второй этап развития техники и технологии промышленной дуговой электроплавки (40-е – середина 60-х гг.) характеризуется увеличением объема производства электростали за счет строительства и ввода в эксплуатацию крупных «быстродействующих» печей, повышением мощности печного трансформатора, дальнейшим совершенствованием техники и технологии электроплавки. Развитию тенденции благоприятствует сокращение разрыва между затратами на выплавку стали в мартеновских и электрических печах.
Вторая мировая война (1939-1945 гг.) остановила развитие электропечестроения Европы, но мощный толчок совершенствования электрометаллургии получили США. В конце войны в США годовая выплавка электростали достигла 5 млн.т [91]. Действительно, уже в 1941 г. в США было введено в эксплуатацию 17 и находились в стадии завершения строительства 11 дуговых печей [99].
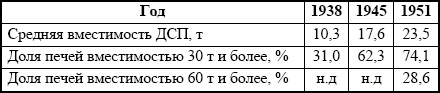
Доля электростали в общем производстве стали в США, составлявшая накануне войны 1,7 - 1,8%, в 1943 г. достигла 5,2%, а в 1951 г. - 6,5%. При этом, средняя вместимость электродуговых печей США значительно увеличилась:
Для улучшения технико-экономических показателей работы электропечей США [91, 99, 100]:
- была организована система тщательного хранения и подготовки скрапа к плавке;
- проведена работа по повышению качества огнеупоров;
- изменена конструкция электрододержателей, которая обеспечивала наклон электродов на 7-8° к вертикальной оси печи с целью экранирования и удаления дуги от футеровки стен;
- в стенах электропечей были установлены и прошли промышленное опробование стационарные топливо-кислородные горелки;
- значительно повысили стойкость свода печи за счет увеличения высоты стен (на 45-тонной печи завода «Copperweld Steel» с 1937 по 1948 гг. высота кожуха была увеличена в 1,5 раза, а объем рабочего пространства – в 1,4 раза);
- для увеличения надежности работы механизмов сводовое кольцо и ряд других элементов стали выполнять водоохлаждаемыми;
- электропечи начали комплектовать более совершенными и надежными автоматическими регуляторами мощности и аппаратурой высокого напряжения.
В этот период в США наметилась устойчивая тенденция сокращения разрыва между удельными расходами на топливо для мартеновских печей и электроэнергию. Опыт работы ряда заводов показал возможность выплавки стали массового сортамента в крупных электропечах с одинаковыми или даже несколько меньшими затратами, чем в работающих скрап-процессом мартенах. Действительно, в 1951 – 1953 гг. в США доля углеродистой стали, выплавленной в ДСП, составила около 54,2 % всего объема произведенной электростали.
В середине 50-х годов после восстановления промышлен-ности подобное развитие в области электропечестроения нача-лось в странах Западной Европы и Японии. Печестроительные компании Великобритании, Бельгии, Италии, Франции и Японии заимствуют и развивают конструктивные принципы американской электропечи «Lectromelt» [96,101].
Кроме того, намечается четкое направление замены малых печей. Например, на заводе «Fiat» пять печей по 20-25 т с завалкой сверху (мощность трансформаторов 4,7-6,15 МВА) заменили четырьмя, три из которых имели вместимость 60-т и трансформаторы по 18,75 МВА. В этих печах выплавляли хромоникелевую конструкционную, высококремнистую, качественную углеродистую, а также кипящую сталь. Длительность плавки хромоникелевой стали составляла 5,0-5,25 часов, кипящей 4,25-4,50 часов при среднем расходе электроэнергии 600 кВт*ч/т.
В конце 50-х годов после тщательного изучения опыта США было принято решение о реконструкции мартеновских цехов во Франции и Великобритании. В Европе получает развитие направление замены мартеновских печей дуговыми сталеплавильными. Как правило, на реконструированных заводах в шихте ДСП использовали до 40% жидкого чугуна [102, 103].
В этот период немаловажное значение для европейских стран имел тот факт, что существенное укрупнение агрегатов с одновременным ростом мощности печного трансформатора (рис.2.1) позволяет значительно снизить удельные капиталовложения. Так, в 1955-1956 гг. в Германии на заводе “Edelstahlwerke” ввели в эксплуатацию электросталеплавильный цех с двумя 70-т ДСП (мощность трансформатора 15 МВА) [104]. Дуговые 70-т печи имели внутренний диаметр кожуха 5700 мм, высоту от порога завалочного окна до торца кожуха 1700 мм, глубину ванны 900 мм, диаметр ванны на уровне порога 4250 мм. Распад электродов составлял 1700 мм.
Промышленными исследованиями, которые были проведены на этих печах в связи с их неудовлетворительной работой, впервые было установлено, что производительность ДСП зависит не только от мощности печного трансформатора, но и от ряда факторов, которые необходимо учитывать при проектировании и строительстве электропечей. К ним, прежде всего, относится размер кожуха печи, так как величина вводимой мощности ограничивается стойкостью футеровки печи. На практике было определено, что увеличение диаметра кожуха с 4 до 6 м приводит к росту производительности агрегата в 4,8 раза, а стоимость оборудования при этом повышается всего в 3,5 раза [104].
Вместе с тем, на этом этапе развития ДСП в большинстве случаев режимы ввода электрической мощности рассматривали только как элемент энергетики, а не сталеплавильной технологии и при разработке режимов не в полной мере учитывали, что электродуговые печи по своему назначению являются, прежде всего, металлургическими агрегатами.
Энергетический режим плавки и электрические параметры трансформатора были слабо увязаны с тепловыми и металлургическими процессами, происходящими в рабочем пространстве печи. Величина номинальной силы тока печных трансформаторов не обеспечивала режим ввода в печь максимума активной и полезной мощности на высших ступенях вторичного напряжения, а также не позволяла заглублять и экранировать дуги [105].
Значительным событием стала IV Международная конференция по электротермии (май 1959 г.), на которой была принята концепция развития электрометаллургии [101]: электросталеплавильный цех должен иметь от двух до четырех ДСП, вместимость которых определяется сортаментом выплавляемой стали и условиями разливки; для сокращения эксплуатационных расходов и величины капиталовложений при строительстве ЭСПЦ вместимость печи должна быть не ниже 50-60 т; рабочая площадка должна размещаться выше уровня пола цеха.
К тому же с начала 60-х годов прошлого столетия при проектировании и строительстве электропечей общепринятыми стали следующие технические решения:
- ДСП должны быть оборудованы системой эвакуации и очистки печных газов [106];
- при работе печей должны быть максимально снижены колебания напряжения электрической нагрузки [107, 108];
- стены рабочего пространства печи должны иметь наклон для снижения удельной тепловой нагрузки и повышения стойкости [109];
- электропечь должна быть компактна, содержать сравнительно небольшое количество механизмов, а следовательно, иметь повышенную эксплуатационную надежность и минимальную массу металлоконструкций [110].
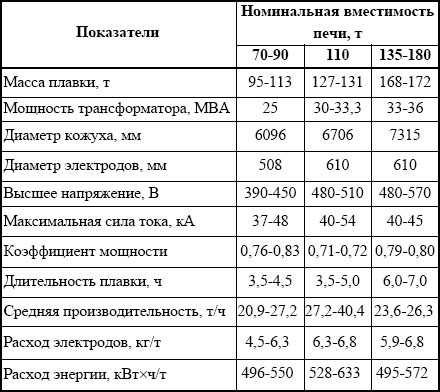
Эксплуатационные и технические показатели крупных электропечей США этого периода для выплавки углеродистой стали представлены в табл. 2.1 [101]. В технологии ведения плавки стали в электропечах произошли следующие изменения [111 - 116]:
- применение газообразного кислорода в окислительный период для ускорения обезуглероживания и окисления примесей;
- совмещение процессов плавления шихты с началом окислительного периода, в том числе дефосфорации;
- уменьшение количества окисляемого в жидкой ванне углерода до 0,15 – 0,50%;
- вынос в сталеразливочный ковш десульфурации металла путем обработки расплава в ковше раскисленным печным шлаком.
Таблица 2.1. Эксплуатационные и технические показатели крупных электропечей
Третий этап (середина 60-х – середина 80-х) сопровождался бурным развитием кислородно-конвертерного производства и резким сокращением выплавки стали в мартеновских печах. Таким образом, начиная с 70-х годов нарушился сложившийся в мировой металлургии баланс лома и создались объективные предпосылки для параллельного развития технологического процесса выплавки стали массового сортамен-та, отличающегося высоким удельным расходом лома. Возможность концентрированного ввода огромного количества тепловой энергии в сочетании с простотой регулирования подводимой мощности, является неоспоримым преимуществом дуговой сталеплавильной печи в сравнении с другими агрегатами для производства стали. Идея создания сверхмощной дуговой сталеплавильной печи была впервые сформулирована В. Швабе и К. Робинсоном в 1964 г. на съезде электрометаллургов США и иллюстрировалась показателями работы двух электропечей на заводе «Northwestern Steel & Iron» (США) [117]. Позднее, в 70-е гг. появился ряд работ, в частности, японских специалистов, уточняющих основные положения этой идеи уже на основе опыта широкой промышленной эксплуатации сверхмощных дуговых электропечей. Основная отличительная особенность сверхмощных электропечей заключалась в том, что значение удельной мощности трансформатора на единицу массы садки примерно в два раза превышала общепринятые в то время показатели. Идея сверхмощной ДСП базировалась на следующих основных положениях:
- сверхмощные печи должны работать с короткой сильноточной дугой (80 - 100 кА), которая под действием электродинамических сил погружается в шлак и металл, что в значительной степени экранирует ее излучение на свод и стены печи; устойчивое горение такой дуги способно увеличить прямую передачу тепла жидкой ванне;
- сверхмощные печи должны позволять сравнительно легко перегревать металл в конце периода плавления на 50-150°С за счет электродинамического перемешивания расплава в результате прохождения мощных токов через дугу и жидкую ванну;
- коэффициент использования мощности печного трансформатора сверхмощной печи должен быть выше, чем печи с обычным уровнем мощности, так как стабильное горение дуги уменьшает колебания напряжения питающей сети, способствуя более устойчивой работе энергосистемы.
По ценкам В. Швабе недостатки сверхмощных печей, связанные с необходимостью работать при низком значении  (приблизительно 0,6 - 0,7) и использовать дорогостоящие электроды высокой электрической проводимости (до 35 А/см2 против 15 - 18 А/см2), должны компенсироваться значительным увеличением их производительности и высокими технико-экономическими показателями.
(приблизительно 0,6 - 0,7) и использовать дорогостоящие электроды высокой электрической проводимости (до 35 А/см2 против 15 - 18 А/см2), должны компенсироваться значительным увеличением их производительности и высокими технико-экономическими показателями.
Для построения энерготехнологического режима сверхмощных печей первых поколений был сформулирован принцип "трех максимумов".
- проплавление колодцев в шихте необходимо вести дугами максимальной длины, при этом боковые стенки колодца должны подвергаться наибольшей облученности, которую оценивали по следующей зависимости:

где а - расстояние между электродом и облучающей поверхностью; UД - напряжение электрической дуги; Рн - мощность нагрева;
- расплавление основной массы шихты, когда стены печи еще экранированы нерасплавившейся шихтой, нужно проводить в режиме максимума мощности дуг;
- доплавление и нагрев металла при открытом зеркале ванны следует осуществлять в режиме максимума силы тока, когда дуги заглублены в расплав и их тепловой КПД наибольший.
Основная проблема, с которой столкнулись при повышении удельной мощности электропечных трансформаторов, заключалась в существенном усилении теплового воздействия излучения дуг на кладку стен электропечи. Все технические и экономические возможности применения различных огнеупорных материалов в скором времени были исчерпаны. Таким образом, с одной стороны, дальнейшее повышение мощности печного трансформатора способствовало сокращению продолжительности плавления и плавки в целом, с другой - приводило к увеличению простоев электропечи из-за необходимости частых ремонтов огнеупорной футеровки стен и свода [118].
Разработка и широкое применение водоохлаждаемых элементов стен и свода печи значительно повысило порог мощности ДСП, что коренным образом изменило конструктивное оформление электропечи, технологию выплавки стали, энергетический режим плавки и даже планировочные решения при строительстве новых цехов [119].
Цех завода «Krupp Stahlwerke Zudvestfalen» со сверхмощной ДСП-100, введенной в эксплуатацию в 1978 г. и вскоре выплавлявшей 450 тыс. т стали в год, стал одним из первых радикальных воплощений новой концепции [120].
Вместе с тем, широкое внедрение водоохлаждаемых элементов, увеличение вместимости агрегата и мощности печного трансформатора существенно ограничило возможности рафинирования стали, что послужило причиной изменения традиционной технологии выплавки. Раскисление и легирование стали перенесли в сталеразливочный ковш, что сообщило мощный импульс развитию внепечной обработки стали, в частности, разработке и совершенствованию агрегатов типа «ковш-печь» [121].
В свою очередь, новая схема производства потребовала организации бесшлакового выпуска плавки в сталеразливочный ковш. Поэтому, в конце 70-х годов были опробованы самые разнообразные способы отсечки печного шлака: шлаковый стопор, шлаковая задвижка на желобе печи. Надежной гарантии эти способы не дали, поэтому приходилось переливать сталь из одного ковша в другой или скачивать шлак механическим гребком на специальном стенде, что вызывало дополнительное охлаждение металла.
Шиберные затворы для отсечки печного шлака впервые установили на двух 200-тонных печах завода фирмы «United States Steel» в Техасе [121]. В ходе эксплуатации стойкость плит шиберных устройств не превышала десяти плавок, после чего возникала необходимость остановки печи для их замены. Другими недостатками шиберных устройств являлись высокие требования к точности их сборки, наличие водоохлаждаемых цилиндров и маслопроводов гидравлической системы, которые размещались под выпускным отверстием печи.
Наиболее заманчивым представлялся вариант расположения сталевыпускного отверстия в центре подины печи, так как такое техническое решение позволяло гарантированно отсекать печной шлак. Схема центрального выпуска была промышленно опробована на 50-тонной печи завода фирмы «Thyssen EdelStahlwerke» в Виттене в 1979 г. [122], однако она не оправдала ожиданий и, по нашим данным, больше нигде не использовалась.
В начале 1983 г. на заводе «Frederiksvaerk» (Дания) была введена в эксплуатацию 100-тонная печь с эксцентрично расположенной (эркерной) системой выпуска плавки [123]. Требования завода к конструкции эркерного устройства учитывали предыдущий опыт и заключались в следующем:
- необходимо выпускать сталь с надежным предотвращением попадания в ковш печного шлака;
- все работы по обслуживанию сталевыпускного отверстия должны выполняться с наружной стороны печи;
- должен быть обеспечен режим работы с оставлением части жидкой стали в ванне печи;
- необходимо уменьшить расход огнеупоров.
В целом конструкция оказалась удачной, что и обеспечило ей быстрое повсеместное распространение. Эркерный выпуск стал неотъемлемой частью конструкции современной дуговой сталеплавильной печи.
Преодоление ограничения вводимой в рабочее пространство электропечи энергии внесло изменения и в электрическую схему ДСП, а именно [121]:
- получили распространение компенсирующие устройства с тиристорным управлением, когда параллельно с печью и конденсаторной батареей в каждую фазу вводят регулируемое индуктивное сопротивление (реактор), которое автоматически включается в цепь управления и регулирует силу тока в реакторе в зависимости от нагрузки печи;
- по мере увеличения мощности печных трансформаторов (удельная мощность некоторых электропечей достигла 1 МВА/т) возрастает вторичное напряжение высшей ступени, значение которого для 100 - 200 т ДСП составляет 750 - 830 В.
В середине 80-х годов ХХ века становится общепринятым использование следующих технических и технологических приемов ведения плавки [121]:
- применение установок для предварительного подогрева стального лома перед завалкой;
- начало плавления лома с остатком порции металла предыдущей плавки - «болота»;
- применение топливокислородных горелок не столько как альтернативного источника энергии, сколько для ускоренного плавления лома в «холодных» зонах рабочего пространства печи;
- стремление работать с короткими дугами при максимальном их заглублении под уровень шлака;
- широкое применение технического кислорода (удельный расход достиг 30 м3/т);
- эркерный выпуск стали;
- применение высококачественных периклазоуглеродистых огнеупоров для кладки нижней части стен печи.
Опыт эксплуатации дуговых печей в этот период показал, что сверхмощная дуговая сталеплавильная печь не требует больших расходов по переделу, и наряду с конвертером, может стать одним из основных сталеплавильных агрегатов по производству полупродукта для ковшевой доводки. Действительно, с 1960 по 1984 гг. доля мирового производства стали, выплавляемой в электропечах, выросла более, чем в 4,5 раза и составляла 163 млн.т. При этом количество мини-заводов во всем мире достигло 330 с общим объемом производства 61 млн.т стали в год. Производительность дуговой сталеплавильной печи практически удвоилась и достигла 91-93 т/ч, при этом количество выпускаемых в год плавок увеличилось с 2500 до 5000 [123].
Четвертый этап начинается в середине 80-х годов ХХ века и совпадает с разгаром энергетического кризиса. Развитие черной металлургии сопровождается снижением темпов роста, некоторым сокращением объемов производства в основных промышленно развитых странах, заметными колебаниями потребно-сти мирового рынка и ужесточением требований к качеству металлопродукции в условиях снижения ее себестоимости [124,125].
Несмотря на то, что в создавшихся условиях в распоряжении конструкторов и технологов продолжает оставаться довольно ограниченный набор технологических и конструктивных вариантов плавления стального лома с помощью электрической дуги, можно выделить следующие новые направления развития электропечестроения:
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 4078; Нарушение авторских прав?; Мы поможем в написании вашей работы!