КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Российские заводы, использовавшие мартеновские печи 3 страница
|
|
|
|
Способы разливки стали. Применяюттри основных способа разливки стали: в изложницы сверху; в изложницы сифоном; на установках непрерывной разливки стали (УНРС).
В изложницы сверху (рис. 1. 14, а)сталь заливают непосредственно из ковша 1.
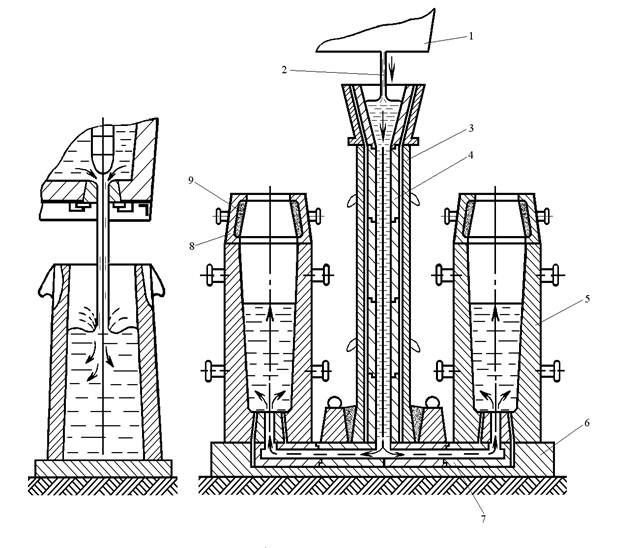
Рис. 1.14. Разливка стали в изложницы
При разливке сверху исключается расход металла на литники, проста подготовка оборудования к разливке, температура заливаемой стали может быть ниже, чем при сифонной заливке. Однако при разливке сверху сталь падает в изложницу с большой высоты, брызги металла застывают на стенках изложницы и ухудшают поверхность слитка, образуя окисные плены. Окисные плены не свариваются с телом слитка даже при прокатке, после которой необходимо зачищать поверхность заготовки для улучшения ее качества, что является очень трудоемкой операцией.При сифонной разливке (рис. 1. 14, б)сталью заполняют одновременно несколько изложниц (от 4 до 60). Изложницы устанавливают на поддоне 6, в центре которого находится центровой литник 3, футерованный огнеупорными трубками 4, соединенный каналами, выполненными из огнеупорных пустотелых кирпичей 7, с нижними частями изложниц. Сифонная разливка основана на принципе сообщающихся сосудов: жидкаясталь 2 из ковша 1 поступает в центровой литник и через каналы заполняет изложницы 5 снизу. Этот способ разливки обеспечивает плавное, без разбрызгивания заполнение изложниц, поверхность слитка получается чистой, сокращается продолжительность разливки, можно разливать большую массу металла одновременно на несколько мелких слитков. Однако при сифонной разливке повышается трудоемкость подготовки оборудования, увеличивается расход огнеупоров, появляется необходимость в расходовании металла на литники (до 1,5 % от массы заливаемой стали), в перегреве металла в печи до более высокой температуры, так как при течении по каналам он охлаждается.
|
|
|
Оба способа разливки широко применяют. Для обычных углеродистых сталей используют разливку сверху; для легированных и высококачественных сталей – разливку сифоном.
Непрерывная разливка стали (НРС) (рис. 1.15) состоит в том, что жидкую сталь из ковша 1 через промежуточное разливочное устройство 2 непрерывно подают в водоохлаждаемую изложницу без дна – кристаллизатор 3, из нижней части которого вытягивается затвердевающий слиток 4.
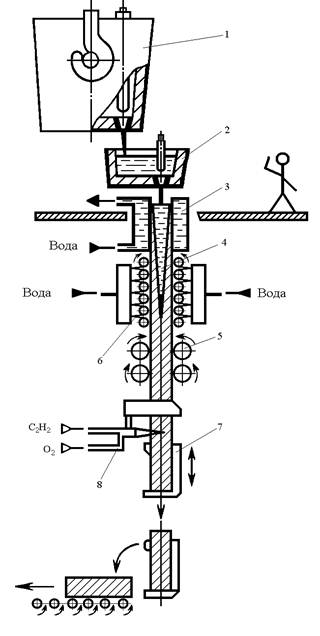
Рис. 1.15. Схема разливки стали на машинах непрерывного литья
Перед заливкой металла в кристаллизатор вводят затравку, образующую его дно. Затравка имеет головку в форме ласточкина хвоста. Жидкий металл, попадая в кристаллизатор и на затравку, охлаждается, затвердевает, образуя корку. Затравка тянущими валками 5 вытягивается из кристаллизатора вместе с затвердевающим слитком, сердцевина которого находится в жидком состоянии. Скорость вытягивания слитка из кристаллизатора зависит от сечения слитка. Например, скорость вытягивания прямоугольных слитков сечением 150×500 мм и 300×2000 мм ~1 м/мин.
На выходе из кристаллизатора слиток охлаждается водой, подаваемой через форсунки в зоне ^ 6 вторичного охлаждения. Из зоны вторичного охлаждения слиток выходит полностью затвердевшим и попадает в зону 7 резки, где его разрезают газовым резаком 8 на куски заданной длины. Для предотвращения приваривания слитка к стенкам кристаллизатора последний совершает возвратно-поступательное движение с шагом 10…50 мм и частотой 10…100 циклов в минуту, а рабочая поверхность кристаллизатора смазывается специальными смазками. Высота кристаллизатора 500…1500 мм.В них получают слитки прямоугольного поперечного сечения с габаритными размерами от 150×500 до 300×2000 мм, квадратного от 150×150 до 400×400 мм, круглые в виде толстостенных труб. Вследствие направленного затвердевания и непрерывного питания при усадке в слитках непрерывной разливки отсутствуют усадочные раковины, они имеют плотное строение и мелкозернистую структуру. Поверхность слитка получается хорошего качества. Выход годных заготовок может достигать 96…98 % от массы разливаемой стали.
|
|
|
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 714; Нарушение авторских прав?; Мы поможем в написании вашей работы!