КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Строение сварных соединений
|
|
|
|
Соединений и наплавленных слоёв
Влияние сварочных материалов на свойства сварных
Вопросы для самопроверки
1. Вследствие чего происходит значительный перегрев расплавляемого
металла при локальном нагреве в процессе сварки?
2. Как ведёт себя расплавленный металл в процессе сварки по
отношению к водороду?
3. Растворяется ли азот в меди в процессе сварки?
4. Как охарактеризовать скорость реакций в процессе сварки?
5. Чем обеспечивается степень раскисления металла в сварочной ванне?
6. Как изменяется азотирование металла во время сварочного процесса с уменьшением размера капель переносимого присадочного металла в сварочную ванну?
7. Как влияет растворённый кислород в сплавах на железной основе на растворимость водорода?
8. Какое химическое воздействие совершают шлаки на металл?
9. От чего зависит разделение шлака и жидкого металла?
10. Что такое легирование металлов и как оно производится?
При наиболее распространенных способах сварки плавлением в результате действия источника сварочного тепла образуется ванна расплавленного металла — сварочная ванна, которая после затвердевания — кристаллизации обеспечивает создание металлической связи с нерасплавленными зонами свариваемых элементов. Распространение тепла в свариваемых элементах приводит к нагреву того или иного из объемов, прилегающих к расплавленной зоне. По мере удаления от зоны нагрева обычно подвижного источника сварочного тепла температура металла снижается и в свариваемых изделиях значительных размеров достигает их начальной температуры (температуры окружающей среды). В некоторых объемах металла, получивших при этом нагрев выше некоторой минимальной температуры, зависящей от состава свариваемого металла и его состояния перед сваркой, (наличия наклепа, структуры закалки и пр.), происходит изменение структуры и свойств. В целом такая измененная в результате сварки область свариваемого металла называется зоной термического воздействия или зоной термического влияния (ЗТВ).
|
|
|
Сварные соединения работают в различных условиях, в связи с чем к ним предъявляются и различные требования. В большинстве случаев основным требованием, предъявляемым к сварным соединениям, является обеспечение ими необходимой механической прочности конструкции. В качестве других требований могут быть отмечены: обеспечение плотности (герметичности), химической стойкости, жаропрочности и др. В ряде случаев требования могут быть комплексными: например, сварные соединения некоторых трубопроводов должны быть и прочными, и плотными; соединения корпусов судов — прочными, плотными и коррозионностойкими в слабоагрессивных средах (вода, морская вода); в химических агрегатах — и прочными, и плотными, и химически стойкими в среде той или иной степени агрессивности.
С точки зрения гарантии свойств и служебных характеристик конструкций безразлично, за счет какой составляющей — основного металла или любой зоны сварного соединения (металла шва, зоны измененных свойств основного металла в результате сварки) она окажется ненадежной, разрушится, выйдет из строя, перестанет выполнять свое назначение. Поэтому в сварных соединениях в целом необходимо обеспечивать, чтобы комплекс их свойств отвечал требуемой надежности в условиях эксплуатации. В связи с этим и все составляющие сварных соединений должны обеспечивать необходимую надежность сварных конструкций.
Рассмотрим схему сварного соединения (рис.17). Расплавившийся при сварке металл и впоследствии закристаллизовавшийся образует металл шва (1), имеющий либо литую структуру (при однослойной сварке, выполняемой в один проход на все сечение), либо структуру литого металла, подвергшегося в некоторой своей части дополнительной термической обработке при последующих нагревах (в случае выполнения сварки в несколько проходов),
|
|
|
Металл шва своими кристаллами (образовавшимися при кристаллизации металлическими связями) связан с зернами нерасплавлявшегося при сварке
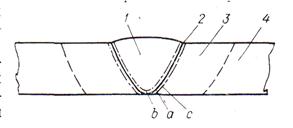
Рис. 17. Схема поперечного разреза
сварного соединения
свариваемого металла, обычно не литого, а получившего перед сваркой термопластическую обработку (проковку, прокатку), иногда холодную пластическую (холодную прокатку, гибку и пр.), а также термическую обработку (нормализацию, закалку и др.). Переход 2 от металла шва к не-расплавлявшемуся при сварке основному металлу называется обычно границей сплавления, хотя по существу она имеет ту или иную линейную протяженность (в поперечном сечении соединения, согласно рис. 17) и является зоной сплавления.
Такая зона должна включать в себя не только участок металла, расплавленного частично вследствие наличия разницы температур ликвидуса (полного расплавления основного металла) и солидуса (температуры начала его плавления), т. е. участок, где в связи с неполным расплавлением при сварке имело место двухфазное твердо-жидкое состояние, но и прилегающие к ней участки полностью не расплавленного основного металла и металла шва, по химическому составу отличающихся и от основного свариваемого металла и от более удаленных от этой зоны участков металла шва.
Условно на рис. 17 эти границы показаны: линией а - видимая граница сплавления и линиями b и с - обычно невидимые участки специфичных составов с химической неоднородностью по ширине участка с - b
Далее от металла шва - 1, за зоной сплавления 2 в сварном соединении располагается зона термического влияния 3. Металл этой зоны по химическому составу обычно по всем элементам, кроме водорода (который может в нее диффундировать при сварке, а в некоторых случаях и при вылеживании сварных соединений при обычных или повышенных температурах), аналогичен свариваемому основному металлу, но может от него отличаться структурой и свойствами.
|
|
|
Характер этих изменений в зависимости от состава свариваемого металла может быть весьма разнообразным. Так, у металлов и сплавов, не имеющих полиморфных превращений (медь, алюминий или некоторые сплавы на их основе), поступивших на сварку в термически стабилизированном состоянии (после отжига при оптимальных температурах), в такой зоне наблюдается укрупнение зерен, иногда изменение (часто утолщение) границ зерен, появление двойников и пр. В некоторых случаях имеет место выпадение химических соединений: например, во многих аустенитных хромоникелевых сталях - выпадение карбидов, главным образом у границ зерен. Могут происходить и другие изменения как обнаруживаемые, так иногда и необнаруживаемые при обычных методах металлографического анализа структуры, но вызывающие изменение тех или иных физико-механических свойств металла в сравнении с его исходным состоянием.
Для металлов, обладающих полиморфизмом, в такой зоне обычно заметно изменяется структура в участках, где температура нагрева при сварке превосходила критические температуры, при которых устойчивая решетка низкотемпературной фазы (например, решетка объемно-центрированного куба Fea) перестраивается в кристаллическую решетку высокотемпературной фазы (в этом случае — гранецентрированного куба FeY). После обычного при сварке ускоренного охлаждения в этих зонах при распаде высокотемпературной фазы получаются неравновесные структуры продуктов распада, естественно, со своими особыми свойствами.
Вся зона термического влияния, как правило, неоднородна по структуре и в своих отдельных участках имеет заметно изменяющиеся свойства.
В некоторых случаях общая работоспособность сварного соединения определяется размером и свойствами определенного участка зоны термического влияния.
За зоной термического влияния следует не измененный ни по структуре, ни по свойствам основной металл.
В большинстве случаев для обеспечения надежной работы конструкции должен быть правильно выбран материал, в частности металл, для ее изготовления. При правильном выборе металла комплекс его свойств обеспечивает все необходимые эксплуатационные, рабочие характеристики конструкции. Материал сварных соединений также должен обеспечивать надежную работу сварной конструкции в целом.
|
|
|
С этой точки зрения (предполагая необходимость правильного конструирования и изготовления, включая сварку) свойства основного металла могут рассматриваться как эталон, воспроизведение свойств которого в сварных соединениях решает задачу надежности всей сварной конструкции.
Свойства сварных соединений в сравнении со свойствами основного металла должны рассматриваться как комплексные основной металл - сварное соединение, так в некоторых случаях и дифференцированно-основной металл - участок (составляющая) сварного соединения.
Для упрощения задачи пренебрежем общей характеристикой основной металл - сварное соединение и рассмотрим соотношение свойств основной металл - составляющие сварного соединения. В данном случае будем сравнивать неизменный термическим циклом основной металл с металлами зоны термического влияния, зоны сплавления и металлом швов. Начнем с сопоставления основной металл - металл шва.
Металл шва - литой металл, правда, полученный в специфических условиях обработки и кристаллизации, характерных для сварки. Основной металл в большинстве случаев улучшается термопластической, а иногда и термической обработкой.
Известно, что, как правило, литой металл обладает худшим комплексом свойств, чем горячедеформированный и термически улучшенный. Чем же обеспечить сопоставимость свойств литого металла шва и улучшенного основного металла?
Свойства металлов и сплавов определяются их химическим составом и структурой. Так как в ряде случаев даже относительно благоприятная литая структура сварного шва все же хуже улучшенной структуры основного металла, то одним из наиболее действенных средств улучшения его свойств является подбор химического состава металла шва, позволяющего относительно сблизить его свойства со свойствами основного металла, обычно улучшенного дополнительной обработкой. Поэтому, как правило, при выполнении сварки стремятся получить состав металла шва, отличающийся от основного металла, но имеющий необходимые свойства, например прочностные, близкие к эталону - основному металлу.
Регулировать состав металла шва можно, используя необходимые для этих целей сварочные материалы. Так, обычно состав однопроходного металла шва образуется в результате смешивания расплавленных основного и добавочного (наплавляемого) металлов. Наплавленный металл — это продукт переработки сварочных материалов (присадочной или электродной проволоки, плавящихся электродов и пр.) при конкретном способе сварки, поступивший через ванну в металл сварного шва. Выбирая для каждого конкретного способа сварки соответствующие сварочные материалы, можно активно воздействовать на состав металла шва и, как следствие, обеспечивать его свойства, т. е. выбор сварочных материалов определяет возможность активного регулирования состава и свойств металла шва.
Зона сплавления, как указано выше, в основном определяется переходными составами металла от основного к шву, Большая ее часть находится при сварке в расплавленном или полурасплавленном состоянии. Поэтому в той или иной степени состав металла зоны сплавления также связан с составом металла ванны, а следовательно, с составом наплавляемого металла. Иными словами, подбор сварочных материалов является важным средством активного вмешательства также и в свойства металла зоны сплавления.
Свойства зоны термического влияния в основном определяются термопластическим циклом, сопровождающим выполнение сварки и связанным со способом и режимом сварки. Степень сосредоточенности или распределённости источника сварочного тепла и его мощность определяют локальность расплавления металла, размеры сварочной ванны, количество тепла, отводимого в окружающий не расплавляющийся металл, а следовательно, температурное поле в свариваемом изделии и термические циклы соответственно расположенных объемов металла. Это определяет скорости их нагрева, длительность пребывания при высоких температурах, вызывающего рост зерна и другие явления, а также скорости охлаждения, весьма важные для конечных свойств металла. Поэтому в большинстве случаев средством активного вмешательства в свойства металла зон термического влияния является правильный выбор способа сварки и режима сварки.
Однако в некоторых случаях на свойства металла зон термического влияния и особенно наиболее высоко нагреваемых при сварке участков, близких к границе сплавления, влияет и правильный выбор сварочных материалов. Это влияние определяется как количеством водорода, диффундирующего из шва в зону термического влияния, так и полем собственных внутренних напряжений в околошовной зоне, связанным с соотношением составов и свойств металлов шва и зоны термического влияния.
Пластические свойства сварных соединений, иногда сразу после сварки невысокие, восстанавливаются, возрастая в несколько раз после выдержки при комнатной температуре. Темп и степень такого повышения пластичности часто определяются количеством водорода, вводимого в металл шва при том или ином способе сварки и применяемых сварочных материалах.
К ряду изделий предъявляются специфические требования в отношении свойств поверхностей деталей, узлов или всей конструкции. Так, например, поверхности рельсов, направляющих станков и пр. работают на истирание, абразивный износ. У других изделий поверхность может работать в контакте с химически агрессивными газами или жидкостями (этот металл должен быть химически стойким). Иногда эти условия усложняются одновременным действием повышенных температур и ударного механического воздействия (например, клапаны двигателей). Следовательно, такие детали или узлы конструкции должны иметь не только определенную форму (что достигается применением соответствующей технологии изготовления заготовок и обычно механической их обработкой) и механическую прочность (обеспечиваемую свойствами металла детали и ее размерами), но некоторые их поверхности должны обладать специфическими свойствами.
Одним из наиболее эффективных средств получения таких деталей (изделий) является комбинирование в них двух металлов, причем из одного делается основная часть детали, обеспечивающая ее форму, размеры, прочность, а из другого - поверхности, работающие в особых условиях. Как распространенный метод решения
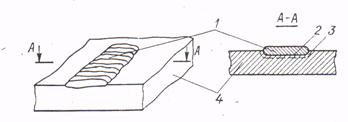
Рис. 18. Схема наплавки на деталь
этой задачи известна наплавка, которая заключается в том, что на соответствующие поверхности сварочными методами наплавляют слои металла, имеющего необходимые свойства. Схематически наплавка части поверхности плоской детали показана на рис.18.
Наплавка 1, осуществленная сварочными методами на основной металл 4, также будет сопровождаться наличием зоны сплавления 2 и зоны термического влияния 3.
В связи с тем, что к слою наплавки /, особенно к ее поверхности, предъявляются обязательные требования специфичности свойств, это обычно достигается выбором состава металла наплавки. Его можно получить радикально отличающимся от состава основного металла 4 только путем применения специальных наплавочных материалов.
Таким образом, и в этом случае методом активного влияния на состав, а следовательно, и свойства наплавленных слоев поверхностей является выбор сварочных (наплавочных) материалов. При этом необходимо учитывать сварочные свойства материала, на который производится наплавка, так как довольно часто определяющим при наплавке являются не свойства наплавляемого материала, а те дефекты, которые возникают в районе зоны сплавления (трещины, отколы и т. п.).
Подобным же примером может служить, например, пайка, при которой свойства соединений и их надежность также во многом зависят от правильного выбора материала - припоя.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 706; Нарушение авторских прав?; Мы поможем в написании вашей работы!