КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Формирование химического состава металла вблизи границы сплавления
Рассмотренное выше формирование состава металла шва или отдельных его слоев (валиков) дает только усредненные значения. Условия перемешивания основного и наплавленного металла в сварочной ванне в целом достаточно хорошие, и это приводит к хорошему усреднению состава жидкого металла за время существования ванны. Поэтому средние части объема металла каждого отдельного валика однопроходного шва получаются по своему химическому составу достаточно равномерными, даже в тех случаях, когда расплавленные основной и наплавляемый металлы имеют весьма различные, составы.
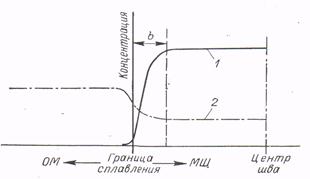
Рис. 19. Схема изменения концентраций неликвирующих элементов вблизи границы сплавления при большей концентрации элементов в наплавленном металле, чем в основном (/) и меньшей (2);
b — ширина зоны переменного состава
Однако вблизи границы сплавления, где образуется граничный слой жидкости с замедленным движением, перемешивание расплавленного основного металла и наплавленного полностью происходить не успевает,
чему дополнительно способствует и малое время существования жидкого металла в этой части ванны. В связи с этим в некоторой зоне (обычно в пределах около 5% глубины или полуширины ванны) вследствие недостаточного перемешивания состав металла оказывается не таким, как в средних частях ванны, а по легирующим, неликвирующим примесям — промежуточным между центральными объемами ванны и основным металлом. Чем больше различие составов основного металла и металла шва (определяемого в этом случае большим отличием состава наплавляемого металла от основного), тем более неравномерным будет в этой переходной зоне и состав металла шва вблизи границы сплавления. Схема изменения состава металла от центральных частей шва к границе сплавления показана на рис.19.
Известно также, что на этом же участке металла шва в результате прерывистости процесса кристаллизации имеет место весьма неравномерное распределение ликвирующих примесей с их накоплением в слоях, эквидистантно расположенных по отношению к границе сплавления.
В процессе сварки сплавов зона сплавления находится в двухфазном твердо-жидком состоянии. Ширина этой зоны зависит от интервала кристаллизации (разности температур ликвидус - солидус) и градиента температур в направлении, перпендикулярном этой зоне, в какой-то степени некоторые элементы из металла сварочной ванны за счет диффузии проникают и в околошовную зону, в не расплавлявшийся при сварке металл.
Большинство легирующих элементов (например, Cr, Ni, Nb, Mn и др.) имеют более или менее заметные значения коэффициентов диффузии в железе (порядка 10-7 - 10-11 см21сек) только при температурах выше 1200 - 1300 °С. Поэтому при охлаждении металла околошовных зон ниже этих температур при длительностях термического сварочного цикла (единицы секунд при этих температурах) их проникновение в твердый металл обычно ограничивается зоной 0,001 - 0,003 см (0,01 - 0,03 мм). Эксперименты с радиоактивным Nb95 показали примерно такой же порядок ширины зоны его проникновения из шва в околошовную зону.
Сильнее диффундирует углерод (даже при 900 °С его коэффициент диффузии в Feа имеет порядок 10-7 см2/Сек). В связи с этим он заметно перемещается в большем диапазоне температур, а следовательно, и в течение более длительного времени в термическом цикле сварки. При различных режимах сварки он успевает продиффундировать в твердом металле околошовных зон на 0,05 - 0,2 мм.
Одним из наиболее диффузионно подвижных элементов является водород. Он особенно заметно диффундирует при высоких температурах; однако его заметная диффузия в Feа наблюдается и при комнатных температурах. Даже при достаточно жестких режимах дуговой сварки к моменту охлаждения металла зоны термического влияния до комнатных температур водород успевает продиффундировать из шва в основной металл примерно на 1,5 мм.
В дальнейшем и при обычной температуре он продолжает поступать из перенасыщенных водородом швов в околошовную зону, распространяясь далее в основной металл.
В Ленинградском политехническом институте им. М. И, Калинина экспериментами зафиксировано прохождение водорода в основной металл от границы сплавления на 3,5 мм. По частному сообщению проф. Христенсена при большом количестве водорода в швах он проникает в основной металл на глубину около 10 мм. Правда, для этого требуется значительное время (много более 10 суток).
Таким образом, в зависимости от состава металла шва (а следовательно, от состава сварочных материалов, регулирующих состав сварочной ванны и шва) изменяется композиция металла и околошовных зон вблизи границы сплавления и его свойства. В наибольшем объеме металла вблизи границы сплавления и даже в зоне термического влияния может происходить изменение концентрации водорода, вызывающего во многих металлах и сплавах хрупкость.
Так, например, если при сварке толстолистовой закаливающейся стали электродами, дающими наплавленный металл типа Х20Н10Г6 или Х22Н15, механические свойства центральных частей металла шва подобны, то зона сплавления при применении электродов, дающих металл типа Х20Н10Г6, оказывается хуже. Обычно это связывают с дополнительным тепловым воздействием при выполнении многослойных швов, вызывающих в металле с повышенным содержанием марганца тепловую хрупкость.
Таким образом, применение различных сварочных материалов приводит к изменению состава металла сварочной ванны и сварного шва и влияет на состав и свойства металла в зоне сплавления, улучшая или ухудшая их. Поэтому правильный выбор сварочных материалов оказывает положительное воздействие не только на свойства металла шва, но и зоны сплавления.
|
|
Дата добавления: 2014-11-29; Просмотров: 467; Нарушение авторских прав?; Мы поможем в написании вашей работы!