КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обработка отверстий на станках с ЧПУ
Общие вопросы производства зубчатых передач (ЗП)
АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ОБРАБОТКИ КОРПУСНЫХ ДЕТАЛЕЙ
Автоматизация изготовления изделий в крупносерийном и массовом производстве осуществляется путем создания специальных автоматических линий, станков автоматов и полуавтоматов, агрегатных станков, работающих по жестко переналаживаемому циклу.
Автоматизация в мелкосерийном производстве требует создания ГПС (гибких производственных систем), способных автоматически переходить с обработки деталей одного типоразмера на другой.
Осуществление этого происходит на базе станов с ЧПУ и многоцелевых станков (обрабатывающий центр).
Объединение группы станков с ЧПУ и многоцелевых станков в единую технологическую систему, связанную автоматическим транспортом, позволяет создавать ГПС, управление системой ЭВМ.
З.П. служат для преобразование или передачи равномерного (неравномерного) вращательного движения между валами параллельными или перекрывающимися осями, или вращательного в поступательное или колебательное движение.
З.П. состоит из: зубчатых колёс, колеса и рейки, червяка и червячного колеса, зубчатых колёс особой формы.
Передачи делят: на эвольвентные, червячные, цевочные, часовые.
По форме зуба цилиндрической передачи делят на прямозубые, косозубые, криволинейные и круглые зубья.
Обработка отверстий является одной из наиболее трудоемких операций. Это связано с особенностями процесса резания.Напомним: затруднен подвод СОЖ к режущим лезвиям, вывод стружки, недостаточная жесткость режущего инструмента невозможность непосредственного наблюдения за резанием
В то же самое время в большом количестве деталей время обработки, приходящееся на обработку отверстий доходит до 80%.
Сразу же следует отметить, что не все отверстия могут быть обработаны на станках с ЧПУ. Первым ограничением является длина отверстия.
Отверстия обрабатывают на сверлильных, расточных, координатно-расточных станках,могут применяться многоцелевые фрезерные станки(т.е. на всех типах станков с ЧПУ)
Наиболее целесообразно производить обработку заготовок, имеющих большое число отверстий.При этом отверстия желательно ориентировать в одном направлении, чтобы обработка производилась за один установ.
Сверлильный станок с одним шпинделем и ручной сменой: подбирают отверстия одного диаметра. Для отверстий разного диаметра и конструктивных форм выбирают станки с автоматической сменой инструмента. Эти станки чаще всего имеют револьверную головку, что позволяет за одну операцию сверлить, зенкеровать, развертывать и т.д., значит станки с ЧПУ лучше универсальных, отпадает необходимость в кондукторах. Снижение потерь времени: использование механизированных зажимов РИ; отсутствие выверки и замеров в процессе обработки. Важное преимущество расточных станков- с одного установа обрабатывать в корпусных деталях системы отверстий с точными межцентровыми расстояниями. Расточные станки с ЧПУ подразделяются на горизонтально-расточные и вертикально-расточные. Горизонтально-расточные станки с поворотными столами без задних стоек благодаря высокой точности позиционирования позволяют обрабатывать отверстия с высокой точностью с двух сторон при повороте на 180º (соосные отверстия).Поворотный стол позволяет обрабатывать отверстия перпендикулярные и наклонные со всех 4-х сторон.
Для окончательной обработки по Н5 даже сравнительно больших размеров применяют развертки вместо расточного инструмента. При этом не требуется длительной и сложной настройки резца на заданный размер. Координатно-расточные станки имеют вертикальное расположение шпинделя, это как правило станки с дискретностью позиционирования 0,001 мм на импульс.
Процессы обработки отверстий
Выбору рациональной схемы обработки отверстий следует уделять особое внимание.
Для обработки отверстий пригодны практически все станки с ЧПУ.Последовательность обработки устанавливают по общим правилам.
Технологическая классификация отверстий
Конфигурация любого отверстия может быть сформирована из основных и дополнительных элементов. Основные элементы отверстий могут быть глухими и сквозными.Дно глухого отверстия может иметь плоский или произвольный характер. Большинство основных элементов составляют плоские цилиндрические отверстия от 7 до13 квалитетов точности. Рисунки 1-9(гладкие сквозные с фаской и без фаски, глухие, конические глухие и сквозные с резьбой и без нее).
1 2 3 4
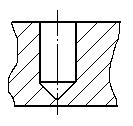
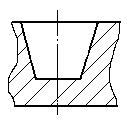
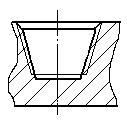
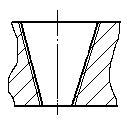
5 6 7 8

9
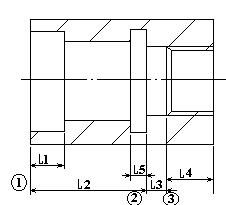
рис 10
Дополнительные элементы отверстий: фаски, углубления прямоугольного профиля со свободными размерами, наружные и внутренние торцы, требующие обработки, канавки и т.д.
Заготовки трех типов: сплошная, с литым отверстием, с предварительно обработанным отверстием. Из простых отверстий составлены сложные. Каждое отверстие отделяется друг от друга торцовыми поверхностями(рис. 10). Торцы обычно нумеруются (от которых производится отсчет размеров при обработке. Каждая выделенная ступень может быть обработана за один или несколько проходов.
Типовые переходы при обработке отверстий
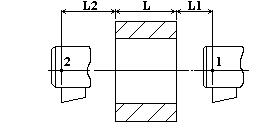
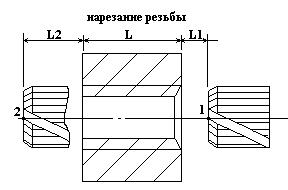
Как правило имеется определенная последовательность обработки(рис 11)
11.1-центрирование;
11.2-черновая обработка сверлом и зенкером(зенкером в литом отверстии)
L - глубина
L1 – недоход
L2 – перебег
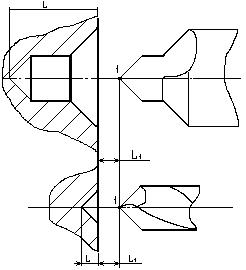
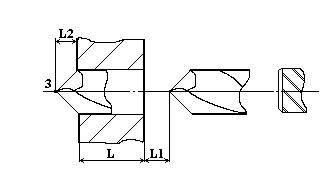
рисунок 11 11.1 11.2


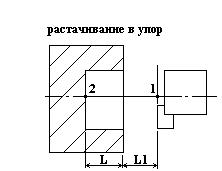
растачивание

Последовательность обхода отверстий инструментами
Методы обхода отверстий.
После проектирования операций обработки отверстий, назначается последовательность их обхода инструментами.(почтальон!?).
Порядок обхода бывает последовательный или параллельный.
Последовательный - каждое отверстие обрабатывают всеми инструментами, затем после изменения позиции обрабатывают следующее отверстие.
Параллельный – каждый инструмент обходит все отверстия, подлежащие обработке этим инструментом, затем его меняют и цикл повторяется.
Выбор метода связан с минимизацией холостых ходов. Исключения бывают если метод определяется технологическими условиями обработки, например при обработке отверстий 7-9 го квалитетов с жесткими межцентровыми расстояниями (менее 0,2 мм), здесь целесообразно первые переходы(центрирование, сверление, зенкование) выполнять параллельно, а заключительные – последовательно, без перемещения детали.
Для решения задачи минимизации времени холостых ходов получим требуемые зависимости:
Тх= τ∑ + θ∑
τ∑ - время на смену инструмента;
θ∑ - время на перемещение при позиционировании
При параллельном методе каждый инструмент меняют один раз, поэтому
τ∑=mτ
m- число инструментов
τ – среднее время смены одного инструмента
Время обхода отверстия одним набором инструментов
θ∑=m θ
θ- время обхода всех отверстий одним инструментом
Таким образом общее время при параллельном методе
Тпар=m(τ + θ)
При последовательном переходе каждый инструмент меняют столько раз, сколько всего отверстий (n) в группе.
t=nm τ см
а время обхода комплектом инструментов всех отверстий будет
θ∑= θ
т.к. обход осуществляется один раз.
Суммарное время на холостые перемещения при последовательном методе
Тпосл=nmτ+θ
Введем коэффициент:
К= 
К=θ/τ
Если к>1 –то предпочтение отдается параллельному методу
к<1 – последовательному
Тогда общее время обхода группы отверстий:
θ=n tрτ + (∑- εрτ n) / Vy
n- число отверстий в группе
tрτ – суммарное время на разгон и торможение
∑ - длина пути обхода отверстий в группе
εрτ – суммарный путь на разгон и торможение
Vy – средняя скорость ускоренного перемещения
Методы выбора маршрута инструмента при обходе отверстий в процессе обработки
Задача состоит в обходе n точек один раз при минимальной длине пути.Это задача о коммивояжере. Отличается трудностью вычислительного характера при всей своей простоте постановки. В математике разработан ряд точных методов нахождения оптимального пути ни прибегая к перебору вариантов. Наиболее известные: целочисленные и динамическое программирование, метод ветвей и границ.
А как дело обстоит на практике?
Простейший эвристический подход: «иди в ближайшую, не пройденную точку».
Для n точек этот алгоритм требует n2 арифметических операций.
Усовершенствованный алгоритм состоит из «к»-кратного повторения с выбором каждый раз другой начальной новой точки. В качестве оптимального выбирается лучший из n вариантов. Эти два метода дают достаточно хороший способ для малого числа точек (n≤20).
Другой рэндомизированный вариант: переход из i-той точки производится не в ближайшую, а в случайную, ранее не проходимую. При этом вероятность перехода взвешена в соответствии с расстоянием: чем ближе точка, тем выше вероятность перехода.
8. ИЗГОТОВЛЕНИЕ ЗУБЧАТЫХ КОЛЁС
Зубчатые колеса служат для преобразования или передачи равномерного (реже равномерного) вращательного движения между валами с параллельными или перекрещивающимися осями, или вращательного в поступательное или колебательное движение.
Зубчатые передачи состоят из: зубчатых колес, колеса и рейки, червяка и червячного колеса, и зубчатых колес особой формы.
Передачи делят: на эвольвентные, цикоидальные, часовые, цевочные, точечными контактами, червячные.
По форме зуба цилиндр передачи делят на прямозубые, косозубые, шевронные, криволинейным и круговым зубом.
|
|
Дата добавления: 2014-11-29; Просмотров: 9572; Нарушение авторских прав?; Мы поможем в написании вашей работы!