КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оснастка, применяемая при сборке
|
|
|
|
Технология общей сборки ГТД базовый вариант
ЛЕКЦИЯ
Технология окончательной общей сборки
1. Постановка задней внутренней оболочки, патрубков систем отбора воздуха и трубопровода контура НД
2. постановка КСА
3. постановка агрегатов
4. постановка агрегатов на КНД, постановка агрегатов на оболочки
5. постановка систем отбора воздуха на КНД, постановка электроколлекторов
6. постановка задней наружной оболочки
7. подгонка трубопроводов
8. постановка трубопроводов
9. постановка систем управления
10.постановка двигателя на телегу в горизонтальном положении, постановка обтекателя, реверса, реактивного сопла, проверка герметичности стыков системы отбора воздуха
11. проведение металлизации, взвешивание, определение центра тяжести, замер габаритов
12. постановка самолетных оконтовок.
ОПОРНЫЙ КОНСПЕКТ К УРОКУ № 23
Дисциплина: Технология сборки двигателя
Раздел 2: Проектирование технологических процессов сборки ГТД
Тема 2.9: Технология общей сборки двигателя
2.9.2: Технология общей сборки ГТД и применяемая оснастка
Вид урока: Лекция
Продолжительность урока: 2 часа
Студент должен
знать:
- особенности проектирования технологических процессов
общей сборки двигателя.
1. Технология общей сборки ГТД базовый вариант.
2. Оснастка, применяемая при сборке.
Общая сборка ГТД является завершающим и наиболее ответственным этапом производства АД. В процессе общей сборки все узлы, агрегаты, некоторые детали соединяют между собой обычно разъемными соединениями при помощи крепежных деталей.
Общая сборка двигателя и разборка подразделяется на предварительную и окончательную (обвязка). При предварительной сборке соединяют отдельные узлы между собой с проведением промежуточного контроля, а при окончательной сборке двигателя на собранное изделие монтируют агрегаты, трубопроводы, электрокоммуникации и т.п. На окончательной сборке ставят реверсивное устройство двигателя.
|
|
|
Центровка опор двигателя - одним из первоочередных, ответственных операций, проводимых для определения способности узлов статора. При этом контролируют радиальные и узловое смещение осей, проверяемых поверхностей, находящихся на разных корпусах. Контроль способности осуществляется при помощи спец. прибора, индикаторных стоек с часами. Узлы устанавливают на поверхность прибора последовательно друг на друга фланцами, предварительно, выбрав базовый узел (обычно берут ср опору). При проверки соосности, индикат. стойку с часами подводят нормально к проводимой поверхности. В приборе есть элемент, который образует основную базовую линию в пространстве, с помощью которой и определяется номинальное расположение центра отверстия относительно других деталей.
Требования предъявляемые к общей сборки и их обеспечений.
1. Тщательное совмещение клейм спаренности сопрягаемых деталей узлов. Особое значение это имеет для узлов, которые прошли балансировку, и подверглись частичной разборки. В этом случае на общей сборки д/б полностью сохраняют ранее достигнутая уровновешанность.
2. Соблюдение осевых и радиальных зазоров в каждой ступени компрессора и турбины, а так же в лабиринтных уплотнениях.
3. Обеспечение соосности опор подшипников и лабиринтных уплотнений.
4. Равномерная затяжка всех ответственных резьбовых соединений с определенным усилием и по определенной схеме.
5. Герметичность мест соединений всех топливных и масленых трубопроводов, а так же агрегатов, заглушек, расположенных на внешнем в контр двигателя.
При составлении технологии общей сборки необходимо все конструктивные размеры проверить, путем, решения размерных цепей, по результатом расчетов в операционных эскизах надлежащей проставить технологично обоснованные зазоры.
|
|
|
Общая сборка включает: в себя сборку корпуса компрессора с ротором и спрямляющими аппаратами установка корпуса с подшипниками (опоре), сборку камер сгораний, турбины, соплом, коробкой передач и монтаж агрегатов.
Компрессор, турбины не являются технологическими и не могут быть окончательно собранные до общей сборки изделия. Некоторые из них после сборки и балансировки частично разбираются перед общей сборки двигателя.
Примерный порядок сборки (предварительный и окончательный)
Базовой деталью может быть использован один из корпусов компрессора (передний корпус или средний)и ведется вертикальная сборка, устанавливается базовая деталь, затем устанавливают компрессор ВД монтируется камера сгорания турбина В.Д. с помощью подъемного механизма двигатель переворачивается и устанавливается КНД и передняя опора с ВНА. После очередного переворота на ТВД ставится ТНД и задняя опора. Предварительная сборка компрессора производится для проверки зазоров. Правильный взаимное расположение корпуса достигается за счет постановки сначала призонных, а затем обычных крепежных болтов. При постановке корпусов необходимо соблюдать правильное расположение фланцев. Зазоры проверяются щупами, а в лабиринтах внутри корпуса с помощью пластилина. Радиальные зазоры между торцами рабочих лопаток и корпусом проверяются по отсутствию задевания о корпус монтажных калиброванных скобочек определенной толщины надеваемых на наиболее длинную лопатку. При окончательной сборке компрессора выполняется те же операции, что и при предварительной сборки. Необходимо отметить, что на окончательную сборку поступают отбалансированные роторы компрессора и турбины, прошедшие балансировку.
1. Сборка основных узлов.
2. Центровка: а) установить корпус средней опоры на подставку для отцентровки б) подготовить приспособление(скалка) для замера торцевого биения по фланцу, крепление статора КВД. В)смонтировать статор КВД на средней опоре и закрепить болтами.г) снять Н.А. и в отверстие крепления Н.А. поставить болты. д) на скалку одеть хомут и проверить радиальное биение по рабочим кольцам статора лабиринта. Е) смонтировать 9 Н.А. на статор КВД и закрепить. проверить радиальные и торцевые биения. ж) на корпус камеры сгорания поставить первый сопловой аппарат, сшитый со вторым сопловым аппаратом. Поставить болты и проверить биение. И) снять заднюю опору с 3 С.А. и поставить узел на 2 С.А. и закрепить на призонные болты. Проверить биение по торцу задней опоры. к) разборка узла разворачиваемые призонными отверстий в стыков, расшивка С.А. 2 с 3 С.А., закрутить опоры вместе с С.А. 3 с.т. –поставить на подставку л) расшить заднюю опору с 3 С.А. м) расшить стыки 2-3 С.А. с корпусом К.С. и средней опоры. Снять узлы н) развернуть в стыке первого С.А. с корпусом К.С. о) демонтируется скалка и подшипники с приспособлениями, демонтируют приспособление п) отправить узлы на сборку.
|
|
|
3. Сборка КНД
4. Сборка КВД
5. Расточка СА
6. Сборка блока КС с IX Н/А и I С/А
7. Сборка передней опоры
8. Сборка средней опоры
9. Сборка задней опоры
10. Сливка компрессоров
11. Поставка КВД на среднюю опору
12. Постановка КС
13. Затяжка чайки ротора КВД
14. Постановка колеса I ст. турбины и передних оболочек
15. Постановка КНД
16. Постановка ВНА с передней опорой
17. Постановка турбины НД
18. Постановка задней опоры.
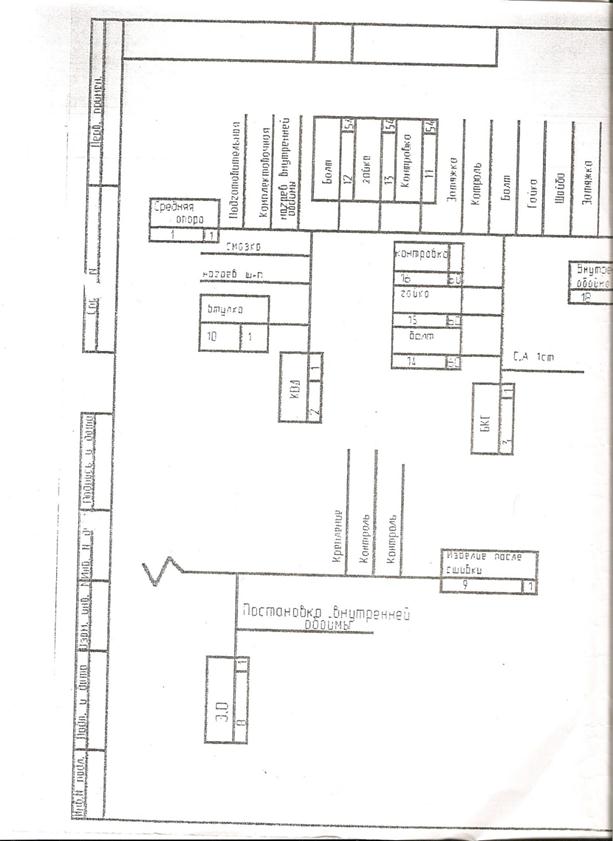
Рис.35 Общая сборка
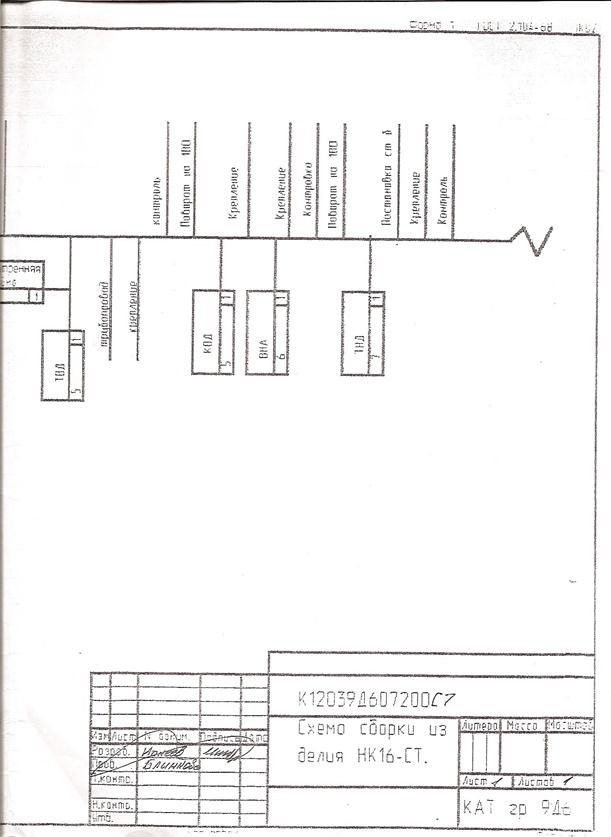
Рис. 36 Общая сборка
При общей сборке применяются универсальные и специальные оснастка. К ней относятся: сборочные приспособления и контрольные измерения они должны быть удобными и безопасными в работе, а так же обеспечивать высокое качество сырьевой работы. К сборке инструментов относятся: различного разного рода гаечные ключи, молотки, отвертки, плоскогубцы, выколотки, кусачки, а так же спец. Инструменты, обусловлены конструкции детали. Для затяжки резьбовых соединений с определенным усилием. Применяют динамометрические и предельные ключи. Приспособление при общей сборки подразделяются следующие виды:
1. Приспособление рабочего места (тележка, стеллаж, подставка)
|
|
|
2. Сборочные приспособления (приспособления для проведения сборочных операций):
А) оправки
Б) съемники
В) термо - приспособления
Г) приспособления для пресссования
3. вспомогательные приспособления(ванной установки)
4. подъемные транспортные приспособления(краны)
ОПОРНЫЙ КОНСПЕКТ К УРОКУ № 24
Дисциплина: Технология сборки двигателя
Раздел 2: Проектирование технологических процессов сборки ГТД
Тема 2.10: Технология переборки двигателя. Подготовка двигателя на сдаточное (предъявительское) испытание.
Вид урока: Лекция
Продолжительность урока: 2 часа
Студент должен
знать:
- особенности проектирования технологических процессов
разборки и второй сборки двигателя:
- порядок дефектации сборочных элементов двигателя и способы устранения дефектов на деталях;
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 2011; Нарушение авторских прав?; Мы поможем в написании вашей работы!