КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ткацкие станки
Процесс формирования ткани — машинный, осуществляется он на ткацких станках различных типов. Процесс переплетения нитей основы и утка сопровождается разнообразными вспомогательными ручными и машинно-ручными работами, связанными с питанием станков основой и утком, поддержанием технологического процесса, содержанием станков в соответствующем техническом состоянии.
При сложившемся разделении труда работы, связанные с питанием станков основой (заправка или привязывание основы), выполняются заправщиком основы или узловязалыциком при участии помощника мастера и отрывщицы. Вспомогательные работы по поддержанию технологического процесса (ликвидация обрывов основы и утка, поправка основы, чистка и проверка качества ткани, ликвидация самоостановов станков по техническим причинам и т. п.) выполняют главным образом ткачи.
При обслуживании челночных ткацких станков, значительный удельный вес занимают приемы, связанные с питанием станков утком. Эти работы могут быть поручены рабочим более низкой квалификации — заряжалыцицам. Однако в связи с однообразием и малой содержательностью труда заряжалыциц указанная профессия считается непрестижной. Поэтому-то в настоящее время чаще всего совмещают профессии заряжальщицы и ткача, даже несмотря на очевидное снижение экономической эффективности.
Чтобы сократить затраты времени на работу с утком, на автоматических челночных ткацких станках используют различные приспособления: ящичное питание, мотальные головки для перематывания утка непосредственно на ткацких станках и т. п. И все же наиболее радикальным средством здесь следует считать применение бесчелночных ткацких станков (пневматических, пневморапирных, гидравлических, с
232 микрочелноками и т. п.), на которых питание утком
осуществляется с больших неподвижных паковок (бобин).
Что касается ликвидации обрывов основных и уточных нитей, следует отметить: ткач в течение 1 ч может ликвидировать примерно 40 обрывов. Это прежде всего и определяет уровень многостаночного обслуживания в ткачестве. Понятно, что при прочих равных условиях сокращение обрывности в ткачестве способствует повышению зоны обслуживания ткачей.
При небольших зонах обслуживания (обычно до 15 станков) ткачи используют сторожевой или комбинированный метод обслуживания, при больших зонах — различные виды маршрутного метода. В частности, если обслуживаются автоматические ткацкие станки, то чаще всего используется продольно-возвратный маршрут, при котором ткач обходит все станки сначала со стороны полотна, а затем со стороны основы.
Важная роль при многостаночном обслуживании отводится маневренности в работе с целью сокращения простоев станков из-за совпадения работ у ткача. В особенности важна маневренность при сторожевом методе обслуживания; в данном случае большое значение приобретает световая сигнализация на станках
Работы по поддержанию технологического процесса на ткацких станках, связанные со значительными затратами времени (ликвидация отрывов, разработка брака, обработка основы после заправки и привязывания), чаще всего поручаются отрывщицам. В зону обслуживания отрывщиц обычно входит 90— 100 станков. При наличии свободного времени отрывщицы помогают ткачам в их работе и подменяют их на время отсутствия на рабочем месте (например, при вызове в браковочный отдел и т. п.). Снятие — срезание — наработанной ткани со станка осуществляют в большинстве случаев съемщики суровой ткани. Доставка основы и утка к станкам выполняется транспортировщиками. Наконец, уходом за оборудованием в ткацком цехе занимаются в основном
233 чистильщики, смазчики и другие вспомогательные рабочие, а
также помощники мастера.
Помощник мастера возглавляет обслуживание комплекта ткацких станков (от нескольких единиц до нескольких десятков ткацких станков). Обычно помощник мастера является бригадиром рабочих, обслуживающих указанный комплект.
Теоретическая производительность ткацкого станка определяется в основном частотой вращения главного вала станка и зависит от конструкции станка. Так, на автоматических челночных ткацких станках скорость формирования ткани не превышает обычно 240 уточин, а на бесчелночных ткацких станках 300—400 уточин в минуту. Наиболее перспективными надо признать многозевные (многосекционные) ткацкие станки, где за один оборот главного вала станка одновременно прокладываются несколько уточин.
На величину коэффициента полезного времени станка в значительной степени влияют уровень обрывности и величина простоев из-за совпадения работ у ткача, которая в свою очередь зависит от загруженности ткача и его зоны обслуживания.
Ниже приведен пример расчета нормы производительности станка АТПР-100 и нормы выработки ткача.
Исходные данные. Ширина проборки основы по берду  = 97,3 см, число нитей в основе
= 97,3 см, число нитей в основе  = 2260, число кромочных нитей
= 2260, число кромочных нитей  = 48, плотность ткани по утку
= 48, плотность ткани по утку  = 224 нити на 10 см, частота вращения главного вала станка
= 224 нити на 10 см, частота вращения главного вала станка
 = 300 мин'1, полезная длина уточной нити в бобине
= 300 мин'1, полезная длина уточной нити в бобине  = 49 680 м, полезная длина брошюровочной нити в бобине
= 49 680 м, полезная длина брошюровочной нити в бобине  = 16 400 м,
= 16 400 м,
коэффициент, учитывающий загруженность ткача (без учета времени на переходы и активное наблюдение),  = 0,65.
= 0,65.
234 Расчет,
Теоретическая производительность станка (м/ч)

Машинное время наработки 1 м ткани (мин)

Число смен бобины на 1 м ткани: уточной —

брошюровочной —

Число раскладок бобин с уточной и брошюровочной пряжей -

Время (с), необходимое на заправку и обработку основы,


(t = 1,5 с — время, необходимое на заправку и обработку одной нити основы).
|
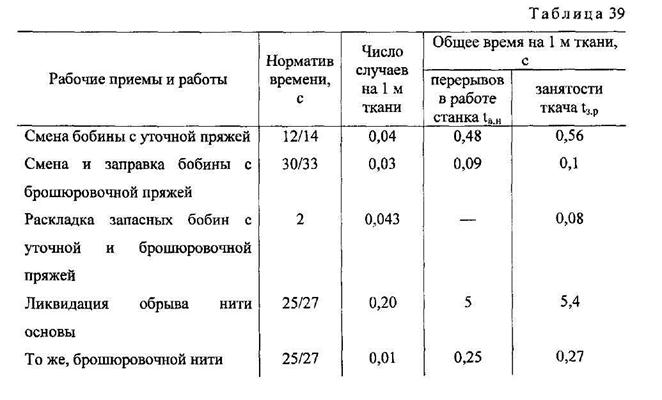
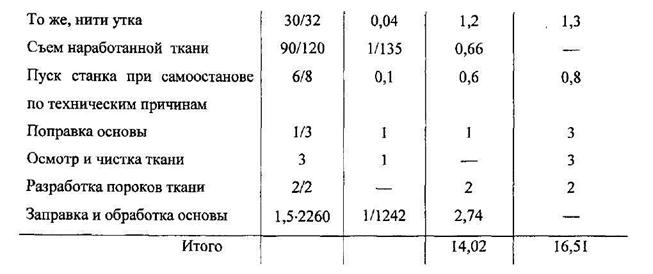
Время  и
и  см. в табл. 39.
см. в табл. 39.
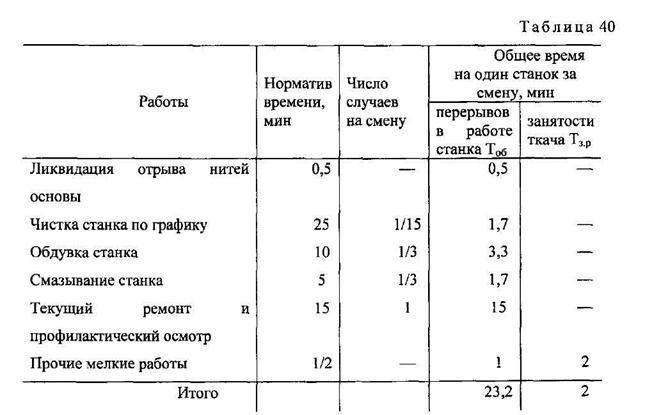
Время  и и  , см. в табл. 40. , см. в табл. 40.
|
Время на личные надобности за смену  = 4 мин (учитываемое для станка).
= 4 мин (учитываемое для станка).
Число станков, которое может обслуживать ткач при Кс=1 и Кд=1
Коэффициент занятости ткача на одном станке
По табл. 2 интерполяцией находим  при п = 18 и
при п = 18 и  = 0,055:
= 0,055:

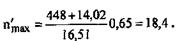
Максимальное число обслуживаемых станков при  = 1,067 и
= 1,067 и  = 0,97
= 0,97 
|
|
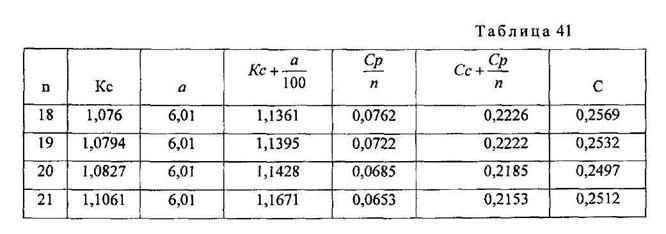
Окончательно норма обслуживания определится путем сравнения расходов на 1 мин оперативного времени (табл. 41). Эти расходы определяются по формуле:
|
|

Расходы на эксплуатацию станка в течение 1 мин оперативного времени  = 0,15. Расходы на заработную плату рабочего, включая расходы на социальное страхование, в течение 1 мин Ср = 1,37.
= 0,15. Расходы на заработную плату рабочего, включая расходы на социальное страхование, в течение 1 мин Ср = 1,37.
|
Из табл. 41 следует, что расходы на 1 мин оперативного времени станка оказываются минимальными при  = 20 станкам.
= 20 станкам.
|

|

|

Норма производительности станка (м/ч)

Норма выработки ткача (м/ч)

Пример расчёта нормы производительности ткацкого станка СТБУ-2-180 и нормы выработки ткача.
|
|
Дата добавления: 2014-12-07; Просмотров: 2831; Нарушение авторских прав?; Мы поможем в написании вашей работы!