КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методы расчета длительности производственного цикла простого процесса
|
|
|
|
При обработке одной партии деталей по нескольким операциям движение ее по рабочим местам может быть организовано разными способами.
Существует три вида движения предметов труда в процессе их изготовления:
1 последовательный;
2 параллельно-последовательный;
3 параллельный.
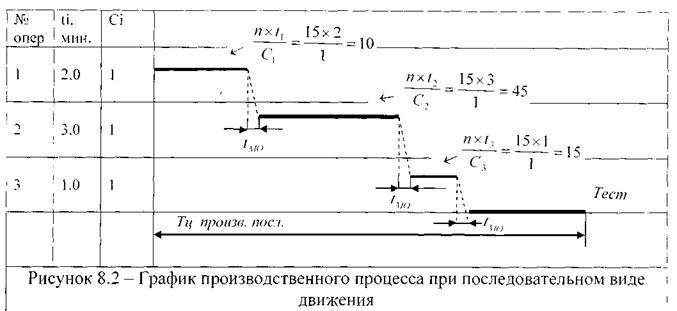
1. Последовательный вид движения партии деталей по операциям характеризуется тем, что вся партия деталей передается с операцию на операцию целиком, т.е. партия деталей, завершив полностью обработку на первой операции, передается на вторую, со второй – на третью и т.д. Размер партии (п) принимается одинаковым для всех операций, что соответствует практике межоперационных подач.
Время движения деталей по операциям (технологический цикл) составит:
 (8.3)
(8.3)
где, n - размер партии деталей;
m - число операций в процессе;
t шт i - штучное время i-й операции (определяется с учетом процента выполнения норм);
Ci – число рабочих мест на i-й операции.
Длительность производственного цикла (Тц посл. произв.) включает, кроме того, естественные процессы (Тест), межоперационные перерывы (tмо) и перерывы, связанные с режимом работы (Треж).
 (8.4)
(8.4)
Для определения производственного цикла в календарных днях следует принимать во внимание длительность рабочей смены (Тсм), число смен в сутки (f) и соотношение между рабочими и календарными днями в году (k).
 (8.5)
(8.5)
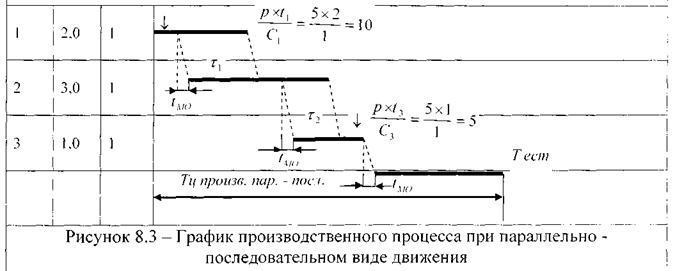
2. Параллельно-последовательный вид движения Сущность его состоит в том, что вся обрабатываемая (или собираемая) партия делится на транспортные партии (Р). Транспортная партия передается на следующую операцию, не ожидая окончания работы по другим транспортным партиям. При этом должно соблюдаться условие непрерывной работы на каждой операции при изготовлении всей партии деталей (n).
|
|
|
При этом виде движения происходит частичное совмещение времени выполнения смежных операций без перерывов. Длительность технологического цикла будет меньше, чем при последовательном виде движения, на суммарную величину совмещения операционных циклов.
Длительность технологического цикла при параллельно-последовательном виде движения определяется по формуле:
 (8.6)
(8.6)
Длительность производственного цикла определяется по формуле:
 (8.7)
(8.7)
Этот вид движения, сокращая время пролеживания, уменьшает продолжительность всего процесса.
При построении графиков следует учитывать соотношение операционных циклов на предыдущих и последующих операциях. Возможны два варианта совмещения операций:
а) Если операционный цикл на предыдущей операции меньше, чем на последующей, т.е. Топ i <Топ (i + 1), обработка транспортной партии на последующей операции возможна сразу после окончания обработки ее на предыдущей операции;
б) Если операционный цикл предыдущей операции больше, чем на последующей, т.е. Топ i >Топ (i + 1), то после обработки транспортной партии на предыдущей операции ее нельзя сразу передавать на последующую, поскольку не будет создан задел для обеспечения непрерывной работы.
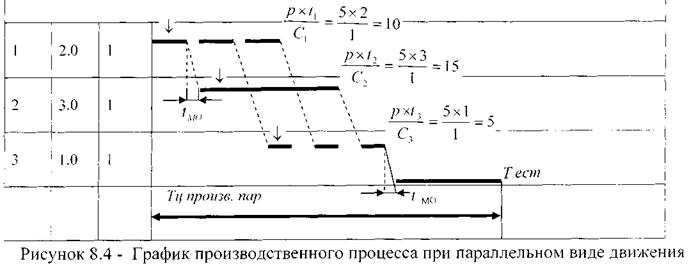
3. Параллельный вид движения. При этом виде движения транспортные партии передаются на следующую операцию сразу поле окончания ее обработки на предыдущей. В этом случае обеспечивается самый короткий цикл. Т.е. технологический процесс ведется без перерывов и пролеживания изделий.
Правила построения такого цикла следующие:
а) строится технологический цикл по первой транспортной партии (или отдельной штуке (р=1) на всех операциях без пролеживания между ними;
б) на операции с самым продолжительным операционным циклом стоится цикл проведения работ по всей партии обрабатываемых деталей (n) без перерывов;
|
|
|
в) для всех транспортных партий, кроме первой, достраиваются операционные циклы на всех операциях, кроме самой продолжительной.
Длительность технологического цикла при параллельном виде движения определяется по формуле:
 (8.8)
(8.8)
Длительность производственного цикла определяется по формуле:
 (8.9)
(8.9)
Ситуация – иллюстрация 8.1. Обрабатывается партия деталей (втулка) 15 шт. Размер транспортной партии – 5 шт. Технологический процесс и нормы времени выполнения операций приведены в таблице 8.2. Среднее межоперационное время перерывов составляет 2 мин. Работа производится в две смены. Длительность смены 8 часов, длительность естественных процессов 30 мин.
Таблица 8.2 – Технологический процесс обработки детали
| Операция | Норма времени, мин (ti штк) | Количество станков, ед. (Сi) |
| 1. Токарная (обточка) | 2,0 | |
| 2. Фрезерование | 3,0 | |
| 3. Сверление | 1,0 |
Определить длительность технологического и производственного циклов при последовательном, параллельно-последовательном и параллельном видах движения деталей. Построить график производственного цикла.
Решение:
А) Последовательный вид движения
1.Определяется длительность технологического цикла обработки партии деталей по формуле 8.3.

2.Определяется длительность производственного цикла по формуле 8.4.

Б) Параллельно - последовательный вид движения.
1.Определяется длительность технологического цикла обработки партии деталей по формуле 8.6.

2.Определяется длительность производственного цикла по формуле 8.7.

В) Параллельный вид движения.
1.Определяется длительность технологического цикла обработки партии деталей по формуле 8.8.

2.Определяется длительность производственного цикла по формуле 8.9.

Графически длительность производственного цикла при последовательном, параллельно-последовательном и параллельном видах движения определена на рисунках 8.2, 8.3 и 8.4.
|
|
|
Ситуация – иллюстрация 8.2. Определите длительность производственного цикла обработки партии деталей при последовательном, параллельно-последовательном и параллельном видах движения.
Исходные данные: Обрабатывается партия деталей 150 шт. Величина транспортной партии равна 50 деталям. Технологический процесс и нормы времени выполнения операций приведены в таблице 8.3. Среднее межоперационное время перерывов составляет:
|
|
|
- при последовательном виде движения - 90 мин.
- при параллельно-последовательном виде движения – 20 мин.
- при параллельном виде движения – 5 мин.
Работа производится в две смены. Длительность смены 8 часов, длительность естественных процессов - 90 мин.
Таблица 8.2 – Технологический процесс обработки деталей
| Операция | Норма времени, мин. | Количество станков, ед. |
| 1. Токарная (обточка) | 2,0 | |
| 2. Фрезерования | 3,0 | |
| 3. Сверление | 5,0 | |
| 4. Шлифование |
Решение:
Последовательный вид движения
а) Определяется длительность технологического цикла обработки партии деталей по формуле 8.3.

б) Определяется производственный цикл в календарных днях по формуле 8.4:

Параллельно-последовательный вид движения
а) Определяется длительность технологического цикла обработки партии деталей по формуле 8.6.

б) Определяется длительность производственного цикла в календарных днях по формуле 8.7:

Параллельный вид движения.
а) Определяется длительность технологического цикла при параллельном виде движения:

б) Определяется длительность производственного цикла:

В таблице 8.3 приведены условия использования видов движения предметов труда при организации простого производственного процесса.
Таблица 8.3 - Сравнительная характеристика видов движения предметов труда
(простой производственный процесс)
| Область применения | Достоинства | Недостатки |
| Последовательный вид движения | ||
| 1. Мелкосерийное производство с большой номенклатурой 2. Единичное производство | 1. Отсутствие перерывов в работе оборудования и рабочего на каждой операции (в течение смены) 2. Простота планирования, транспортировки и управления | 1. Самая большая длительность цикла 2. Большой объем НЗП 3. Пролеживание предметов в ожидании обслуживания |
| Параллельно-последовательный вид движения | ||
| 1. Крупносерийное производство с большим числом и трудоемкостью операций 2. Многопредметные переменно-поточные линии | 1. Отсутствие перерывов в загрузке рабочих мест и оборудования на каждой операции. 2. Непрерывность обработки одного (или транспортной партии) предмета труда | 1.Обеспечивается лишь частичное совмещение отдельных операций 2. Требуется более тщательная организация ОПП 3. Необходимо иметь запасы предметов труда между операциями |
| Параллельный вид движения | ||
| 1. Массовое и крупно-серийное производство 2. Поточное производство (непрерывно-поточные линии). | 1. Минимально возможная длительность производственного цикла 2. Непрерывность обработки одного (или транспортной партии) предмета труда | 1. Перерывы в загрузке оборудования 2. Ограничения на использование: необходимо выполнение условия синхронизации |
|
|
|
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 2856; Нарушение авторских прав?; Мы поможем в написании вашей работы!