КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Для многоцелевых станков
Вспомогательный инструмент
На токарных станках с ЧПУ
креплением режущего инструмента. Реже используют четырехгранные резцедержатели (рис. 18, и), конструкции которых аналогичны применяемым на универсальных станках с ручным управлением.
На ряде токарных станков вспомогательный инструмент базируют по зубчатому венцу револьверной головки (рис. 18, к). Резцедержатели имеют зубчатый венец с зубьями внутреннего зацепления, прижимы которых осуществляются эксцентриком. Такой способ крепления обеспечивает необходимую жесткость, позволяет располагать резцедержатели под любым углом относительно друг друга. Недостаток способа — относительная сложность нарезания зубьев, особенно на резцедержателях. Несколько реже применяют способы установки, показанные на рис. 18, л — н.
Наличие разных способов крепления вспомогательного инструмента на участках токарных станков с ЧПУ усложняет работу инструментально-раздаточных кладовых. Поэтому с целью взаимозаменяемости вспомогательного инструмента принято единое исполнение присоединительных поверхностей вспомогательного инструмента и револьверных головок станков.
Вспомогательный инструмент для этой категории оборудования жесткий или модульный (скомпонованный в блоки из стандартных узлов-модулей), он отличается повышенным качеством изготовления, точностью и износостойкостью.
Блок, налаживаемый вне станка по приборам, состоит из переходной втулки с хвостовиком, соответствующим посадочному гнезду шпинделя станка, в который закрепляют регулируемые втулки, патроны, оправки или непосредственно режущий инструмент. Хвостовик переходной втулки, как правило, с конусом 7/24, снабжен замковой частью, рассчитанной на автоматическую смену и закрепление блока. Конструктивное выполнение замковой части зависит от способа закрепления, принятого на станке данной модели. В мировой практике станкостроения еще не создан единый способ закрепления блоков на станках с ЧПУ, что противоречит идее унификации и порождает широкую номенклатуру вспомогательного инструмента. Частично этот недостаток восполняет общепринятая система модулей: стандартных регулируемых втулок, патронов, цанг, адапторов и др. (рис. 19).
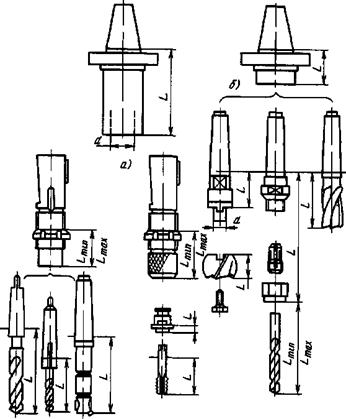
Рис. 19. Модульная система вспомогательного
инструмента: а — на базе переходной втулки с цилиндрическим отверстием; б — с коническим отверстием
Менее удачным с точки зрения унификации следует признать выполнение за одно целое переходной втулки и цангового патрона, так как в этом случае имеет место только взаимозаменяемость цанг, а не патронов, хвостовики которых предназначены для станков определенных моделей.
Ассортимент модулей расширяется. В них включают переходники-удлинители и расточные головки (рис. 20), что позволяет компоновать более разнообразные блоки. Но и в этом случае переходная втулка предназначена для определенной модели станка. Параметры хвостовиков инструментов к станкам с ЧПУ регламентирует ГОСТ 25827-83.
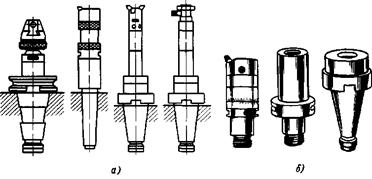
Рис. 20. Модульная система инструмента со сменными элементами: а — модули; б — блоки в сборе
К инструментальной системе токарных многоцелевых станков предъявляются следующие требования: высокая точность фиксации инструмента (0,5…1,0 мкм); высокая жесткость фиксация корпуса инструментодержателя; наличие вращающегося инструмента, обеспечивающего обработку элементов детали в радиальном и осевом направлениях.
Для многоцелевых токарных станков с ЧПУ ВНИИ-инструмент разработал комплект специального вспомогательного инструмента. В состав комплекта входят: блоки для закрепления резцов для наружной токарной обработки; блоки для закрепления расточных резцов и сверл с цилиндрическим хвостовиком для обработки отверстий, соосных со шпинделем; прямые и угловые головки для вращающегося инструмента, в том числе с цанговым патроном для закрепления сверл и фрез с цилиндрическими хвостовиками, с конусом Морзе для закрепления инструмента с коническим хвостовиком, с метчиковым патроном для нарезания резьбы.
Блоки и головки имеют одинаковые цилиндрические хвостовики с рифлениями по ГОСТ 24900—81. Закрепление вспомогательного инструмента на станке осуществляется рифленым клином, который прижимает хвостовик к базовой поверхности посадочного отверстия в одновременно подтягивает опорную торцовую поверхность вспомогательного инструмента к торцовой поверхности головки станка. Для облегчения установки блоков и головок на конце хвостовика имеется заходная фаска, выполненная под углом 15° на длине 5 мм.
В корпусе 1 резцового блока с продольным пазом (рис. 21) через планку 2 двумя винтами 3 закрепляются резцы для наружной токарной обработки (сечение резца 25×25, длина 100 мм). От выпадания из паза планка удерживается винтом 4. Пружина 5 обеспечивает плавное перемещение планки при закреплении. Подвод СОЖ в зону резания осуществляется через систему внутренних отверстий. Направление струи жидкости регулируется поворотом шарика 6, который фиксируется винтом 7.
Для закрепления расточного инструмента и сверл с СМП разработаны блоки с центральным цилиндрическим отверстием диаметром 32 мм и переходными втулками диаметрами 32/25 и 32/20 (рис. 22). В комплект блока входят две сменные втулки 3 (см. рис. 22) и винты 2, которые обеспечивают надежное крепление сверл с СМП и расточных резцов с хвостовиком любого из указанных диаметров.
При креплении расточных резцов СОЖ подается по каналам корпуса 1 через отверстия в капроновых шарах 4. Направление струи СОЖ регулируется в зависимости от направления кромки резца с помощью шаров 4 влево или вправо. В этом случае отверстие для подвода СОЖ в корпусе для сверла с СМП закрыто корпусом резца.
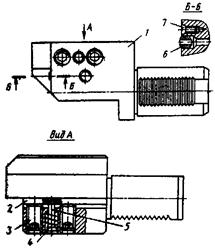 Рис. 21. Резцовый блок
с продольным пазом
Рис. 21. Резцовый блок
с продольным пазом
| 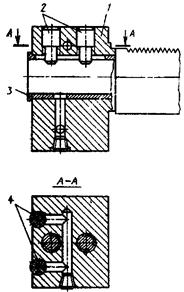 Рис. 22. Блок с центральным цилиндрическим отверстием
Рис. 22. Блок с центральным цилиндрическим отверстием
|
В случае крепления шары поворачивают на 90°, перекрывая в корпусе отверстие, и СОЖ подается по каналам через отверстие в корпусе блока во внутренний канал сверла.
Прямые головки для вращающегося инструмента (с цанговым патроном, с конусом Морзе и резьбонарезная) отличаются только конфигурацией шпинделя, поэтому особенности их конструкций рассмотрены на примере головки с цанговым патроном (рис. 23). В головке могут закрепляться режущие инструменты с диаметром хвостовика до 20 мм. Головка состоит из корпуса 2 и шпинделя 1, установленного в подшипниках 3—5, натяг которых обеспечивается пружинящей гайкой 8.
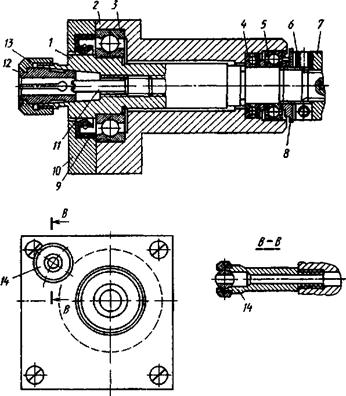
Рис. 23. Прямая вращающаяся головка
|
|
Дата добавления: 2014-12-27; Просмотров: 1307; Нарушение авторских прав?; Мы поможем в написании вашей работы!