КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тема 14 Клепка
|
|
|
|
СБОРКА НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ
Причины их появления и способы предупреждения
Типичные дефекты при доводке и притирке,
Таблица 14
| Дефект | Причина | Способ предупреждения |
| Неправильная структура движений при притирке плоских поверхностей | Несоблюдение правил притирки | При притирке необходимо использовать всю поверхность притира во избежание неравномерности его износа и последующих дефектов при притирке плоских поверхностей |
| «Завалы» на доведенной узкой поверхности заготовки, непрямолиней-ность | Неравномерное нажатие на заготовку в процессе притирки | При доводке узких длинных (более 100 мм) плоских поверхностей с применением притирочных кубиков (призм) нажатие пальцами на заготовку производить равномерно и одинаково по всей длине заготовки |
| На притертой широкой поверхности наблюдаются «светлые» пятна | Притирка поверхности не окончена | Притирку продолжить более грубым абразивным порошком до получения матовой поверхности по всей площади заготовки, а затем окончательно притереть более тонким порошком |
| На притертой поверхности пробки и гнезда крана остались следы предварительной обработки | Притирка не закончена, притирка выполнялась грубым абразивным порошком | Притирку продолжить до получения сплошной матовой поверхности пробки и гнезда крана. Заканчивать притирку более тонким абразивным порошком. Качество притирки проверять «на карандаш» |
| Притертый кран пропускает керосин менее чем через две минуты | Притирка производилась грубым абразивным порошком | Притирку продолжить более тонким абразивным порошком. По ходу работы проверять качество притирки «на карандаш» |
|
|
|
Контрольные вопросы:
1. В чем различие между притиркой и доводкой?
2. Почему при выполнении притирки и доводки необходимо применять смазку?
3. От чего зависит выбор абразивного материала при притирке и доводке?
4. Когда применяется притирка и доводка свободным абразивом, а когда используется шаржированный притир?
Студент должен:
знать:
- назначение клепки и область применения;
- применяемый инструмент и оборудование для клепки;
- правила техники безопасности при клепке;
- типы заклепок;
- виды заклепочных швов.
уметь:
- осуществлять выбор заклепок по длине, диаметру, марке материала;
- выполнять процесс клепки.
Оснащение рабочего места: верстак, плита (или наковальня), сверлильный станок, тиски слесарные, тиски ручные, струбцины, молотки слесарные, обжимки, поддержки, натяжки разные, напильники с насечкой №2 и №3, ножовки слесарные, разметочный инструмент, штангенциркуль, сверла, зенковки, заклепки 5...8 мм стальные или алюминиевые с полукруглыми головками и потайными, заготовки.
Клепкой называется процесс получения неразъемного соединения двух или нескольких деталей с помощью заклепок. Заклепочные соединения широко применяют при изготовлении различных металлических конструкций, ферм, балок, емкостей, в самолетостроении, судостроении и т.п.
Закладная головка создается при изготовлении заклепки, а замыкающая – при расклепывании стержня заклепки (рис. 14.1, а, б).
При изготовлении заклепок между стержнем и головкой делают закругление (галтель), что увеличивает прочность заклепки и герметичность шва. В соответствии с назначением заклепки имеют различные формы головок (рис.14.2, а...ж). В зависимости от материала соединяемых деталей заклепки изготовляют из углеродистой, легированной, нержавеющей стали, цветных металлов и сплавов, алюминия. Заклепки должны быть изготовлены из того же металла, что и соединяемые детали.
|
|
|
 |
Заклепки, расположенные в определенном порядке в один или несколько рядов для получения неразъемного соединения, образуют заклепочный шов. Заклепочные швы делятся на три типа: прочные, от которых требуется только механическая прочность; плотно-прочные и плотные, от которых требуется герметичность соединения.
| |||||
 | |||||
| |||||
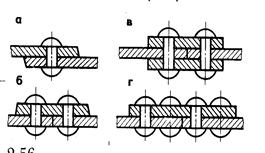
В зависимости от расположения соединяемых деталей различают соединения нахлесточные (рис.14.3, а), когда один край одного листа накладывается на другой; стыковые, когда соединяемые детали своими торцами плотно примыкают друг к другу и соединяются с помощью одной (рис.14.3,б) или двух (рис.14.3, в) накладок. В заклепочном соединении заклепки могут быть расположены в один, два и более рядов, в соответствии с чем швы делят на одно, двух- и многорядные, параллельные и шахматные (рис.14.3, г).
Инструментами и приспособлениями при ручной клепке являются слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканы. Молоток выбирают в зависимости от диаметра заклепки:
Диаметр заклепки, мм 2...2,5 3...3,5 4...5 6...8
Масса молотка, г 100 200 400 500
 |
Поддержка 2 (рис.14.4) служит опорой при расклепывании стержня заклепок и должна быть в 3...5 раз массивнее молотка. Форма рабочей поверхности поддержки зависит от конструкции скрепляемых деталей, диаметра стержня заклепки и от метода клепки – прямого или обратного. Обжимка 1 служит для придания требуемой формы замыкающей головке заклепки после осадки. На рабочем конце обжимки должно быть углубление по форме головки заклепки. Натяжка представляет собой стержень с отверстием на конце диаметром на 0,2 мм больше диаметра стержня заклепки. Чекан – слесарное зубило с плоской рабочей частью, применяется для создания герметичности заклепочного шва, достигаемой подчеканкой замыкающей головки и края листов.
Различают два метода клепки: прямой (рис.14.4, а) с двусторонним подходом, когда имеется свободный доступ как к закладной, так и к замыкающей головке, и обратный (рис.14.4, б) с односторонним подходом, когда доступ к замыкающей головке невозможен.
|
|
|
| |||
| |||

Прямой метод клепки характеризируется тем, что удары молотком наносят по стержню со стороны вновь образуемой, замыкающей головки. При этом методе необходимо: разметить шов, соблюдая, шаг t между заклепками и расстояние а от центра крайней заклепки до края кромки детали (рис.14.5, а...в): при однорядном шве t = 3d; a = 1,5d; при двухрядном шве t = 4d; a = 1,5d; совместить детали и сжать их вместе ручными тисками или струбцинами; просверлить по разметке отверстия под заклепки в обеих деталях одновременно (рис.14.6); для заклепок с потайными головками зенковать места (гнезда) под головки на глубину, равную 0,8 диаметра стержня заклепки, на деталях, где будут расположены полукруглые головки, снять сверлом или зенковкой фаски 1...1,5 мм; ввести в отверстие снизу стержень заклепки (рис.14.4) и под закладную головку подвести массивную поддержку 2 (для заклепок с потайными головками применяют плоские поддержки, для заклепок с полукруглыми закладными головками – сферические поддержки); осадить (уплотнить) детали в месте склепки с помощью натяжки, которую устанавливают на выступающий конец стержня, и ударами молотка по вершине натяжки 1 устранить зазор между склепываемыми деталями (рис14.7, а); осадить (расклепать) стержень крайней заклепки бойком молотка (сначала несколькими ударами молотка осаживают стержень, а затем боковыми ударами молотка придают полученной головке необходимую форму (рис. 14.7, б); окончательно оформить замыкающую головку с помощью обжимки 3).
|
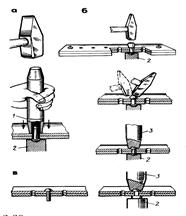
Обратный метод клепки характеризуется тем, что удары молотком наносят по закладной головке через оправку 3 с внутренней сферической поверхностью (рис. 14.7, в).
|
|
|
При этом методе стержень заклепки вводят сверху, поддержку 2 с требуемой формой рабочей поверхности подводят под стержень заклепки и формируют замыкающую головку. Этот метод применяют только при затрудненном вводе заклепки снизу и отсутствии доступа к замыкающей головке.
|
Длина стержня заклепки зависит от толщины скрепляемых листов (пакета) и формы замыкающей головки. Для образования потайной замыкающей головки стержень должен выступать на длину, равную 0,8...1,2 диаметра заклепки, для образования полукруглой замыкающей головки стержень должен выступать на длину, равную 1,2...1,5 диаметра заклепки (см. рис.14.4).
Диаметр заклепки выбирают в зависимости от толщины пакета склепываемых листов по формуле
d = 2 s.
Диаметр отверстия под заклепку должен быть больше диаметра заклепки на 0,1...0,2 мм при точной сборке и на 0,3...1,0 мм при грубой сборке. При выборе диаметра сверла для отверстия под заклепку можно пользоваться следующими данными:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
Качество клепки определяют наружным осмотром, плотность прилегания соединенных деталей проверяют щупом, форму и размеры замыкающих головок, а также расстояние между ними – шаблонами. Наиболее характерные виды брака при клепке: смещение и изгиб замыкающей головки, прогиб металла, недотяжка металла, неплотное прилегание замыкающей головки, малый размер замыкающей головки, рваные края головки и т.п.
Бракованную заклепку срубают зубилом, а затем бородком выбивают стержень. Заклепку можно также высверлить сверлом несколько меньшего диаметра, чем заклепка. Для этого закладную головку накернивают и сверлят на глубину, равную высоте головки. Недосверленную головку надламывают бородком или зубилом, а затем выбивают заклепку.
Заклепочные соединения для обеспечения герметичности зачеканивают одним из двух способов: в первом случае зачеканивание производят одним острокромочным чеканом, когда на верхнем листе выбивают канавки и металл отжимают к нижнему листу, заполняя зазор между листами и усиливая контакт склепанных листов. Во втором случае зачеканивание производят последовательно двумя чеканами, первый раз чеканом с закругленным бойком, а второй проход кромки выполняют чеканом с плоским бойком, которым окончательно уплотняют отжатый к нижнему листу металл. Закладные и замыкающие заклепочные головки чеканят закругленными по контуру головки чеканом.
1. Перед началом работы следует проверить:
· совпадение отверстий в склепываемых деталях;
· соответствие диаметра стержня заклепки диаметру отверстия (диаметр заклепки должен быть меньше диаметра отверстия на 0,1...0,5 мм в зависимости от размеров);
· длину стержня заклепки для получения полноценной замыкающей головки (определять расчетом или по таблице).
2. Зенкование отверстия под потайную головку (закладную или замыкающую) следует выполнять с контролем глубины и диаметра углубления под головку при помощи контрольной заклепки.
3. Склепывание деталей необходимо производить с упором потайной закладной головки заклепки в плиту, полукруглой закладной заготовки – в поддержку со сферическим углублением соответствующего размера.
4. Следует обязательно осаживать склепываемые детали (особенно небольшой толщины – до 5 мм) натяжкой с отверстием, соответствующим диаметру стержня заклепки.
5. Запрещается забивать заклепку в отверстие, если она не входит в него свободно.
6. При расклепывании заклепок шарнирного соединения (типа плоскогубцев) необходимо подкладывать между соединяемыми деталями шарнира тонкую бумажную прокладку и по ходу расклепывания стержня заклепки периодически проверять подвижность шарнирного соединения.
7. При клепке «на весу», т.е. когда склепываемые детали находятся в вертикальном положении, а также при клепке пневматическим клепальным молотком работу следует выполнять вдвоем: один упирает в закладную головку поддержки, а второй расклепывает стержень заклепки для образования замыкающей головки (рис.14.8).
 |
| |||
| ||||
8. При кустарном изготовлении заклепки следует использовать пруток или проволоку из мягкой стали, меди или алюминия, применяя для этого специальное приспособление (рис.11.9).
14.1 Механизация клепки
При выполнении клепки крупногабаритных деталей широко применяются ручные механизированные инструменты и стационарное клепальное оборудование.
Наиболее распространенным механизированным инструментом для клепки являются пневматические (реже электрические) клепальные молотки, имеющие различные конструкции. Они могут снабжаться гасителями вибраций, а могут и не иметь таких гасителей. Наиболее рациональным является применение клепальных молотков с гасителями вибрации, так как такие гасители предупреждают появление профессиональных заболеваний, связанных с постоянным воздействием на организм вибраций.
Клепальный молоток 57КМП-4 (рис.14.10) состоит из корпуса 1 с рукояткой 11, в которую вмонтировано пусковое устройство и ниппель 15. На ниппель надевается шланг, при помощи которого молоток соединяется с централизованной сетью раздачи сжатого воздуха. В корпусе устанавливается стакан 6, цилиндр 5 с поршнем и золотник 7 с крышкой 8. Воздух из централизованной сети поступает через пусковой клапан 14 и золотник 7 в рабочую камеру, которая расположена над поршнем.
| |||
| |||
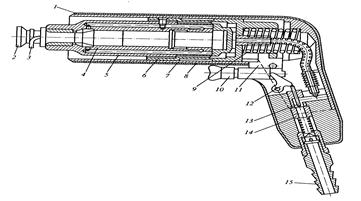
Доступ воздуха в пусковой клапан обеспечивается при нажатии на курок 10, который рычагом 12 воздействует на толкатель 13. При пуске сжатого воздуха молоток 4 с ударником 2, соединенный с поршнем, движется вперед и производит осадку заклепки. Золотник открывает отверстие для прохода воздуха в нижнюю часть цилиндра под поршень, заставляя его перемещаться вверх. Пружина 3 предохраняет от выпадения ударник 2, который одновременно является обжимкой, обеспечивающей формирование замыкающей головки. Гашение возникающих при клепке вредных вибраций осуществляется при помощи пружины 9.
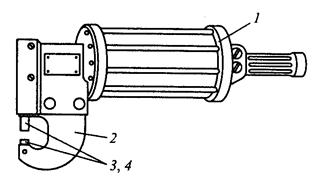
Ручной переносной пневматический пресс ПРП5-2 (рис.14.11) широко применяется при клепке деталей общей толщиной до 4 мм (особенно в труднодоступных местах). Он состоит из пневматического цилиндра 1, который при помощи клинового механизма обеспечивает рабочее перемещение обжимок 3 и 4, установленных в скобе 2.
| |||
| |||
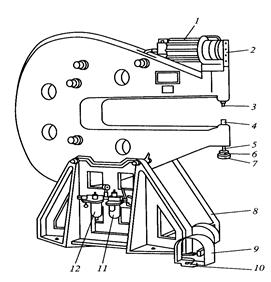
Пневморычажный стационарный пресс КП204-М (рис. 14.12) предназначен для клепки стальными (диаметром до 5 мм) и дюралюминиевыми (диаметром до 6 мм) заклепками. Воздух из централизованной сети поступает к силовому агрегату через фильтр 12, где производится его очистка от имеющихся примесей, и автоматическую масленку 11, в которой происходит насыщение воздуха дисперсными (очень мелкими) каплями масла, что обеспечивает повышение износостойкости силового агрегата. Силовой агрегат – пневматический цилиндр 1 установлен на скобе 2. Скоба со всеми расположенными на ней и в ней механизмами установлена на тумбе 8. Рабочая обжимка 3 приводится в действие от пневматического цилиндра 1. Обжимка 4, выполняющая роль поддержки, может перемещаться в вертикальном направлении при помощи винта 7 и фиксироваться в заданном положении контргайкой 6 по упору 5. Пуск пресса осуществляется при нажатии на педаль 10. Для исключения случайного нажатия на педаль предусмотрено ограждение 9.
| |||
| |||
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 2303; Нарушение авторских прав?; Мы поможем в написании вашей работы!