КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тема 15 Пайка, склеивание и лужение
|
|
|
|
И способы предупреждения
Типичные дефекты клепки, причины их появления
Таблица 15
| Дефект | Причина | Способ предупреждения |
| Заклепка перекашивается при расклепывании | Диаметр отверстия больше требуемого. Наносятся косые удары по стержню заклепки. | Правильно выбирать заклепку по диаметру отверстия – заклепка должна входить в отверстие свободно, но без качки. Соблюдать правила клепки |
| Прогиб листовой заготовки при постановке заклепки | Диаметр стержня заклепки больше диаметра отверстия – заклепку в отверстие забивали | Заклепку из отверстия выбить, осадить прогнутое место, при необходимости «поправить» отверстие, просверлив его заново |
| Стержень заклепки при расклепывании изгибается (особенно при небольших диаметрах стержня – до 5 мм) | Слишком большой вылет стержня заклепки | Вбить заклепку из отверстия и заменить ее. Если заклепку удалить невозможно, то необходимо укоротить стержень до требуемой длины |
| Замыкающая головка не полная | Длина стержня заклепки меньше расчетной | Выбить заклепку из отверстия и заменить ее. Отсортировать заклепки по длина |
| «Вздутие» металла под головками заклепок при склепывании деталей из листового металла (при толщине не менее 5 мм) | Клепка производилась без осаживания листов (деталей) натяжкой. | Заклепку выбить из отверстия и клепку повторить с обязательным осаживанием мест клепки натяжкой |
| Вмятины на головках заклепок и склепываемых деталях | Неаккуратная работа, замыкающие полукруглые головки не отделывались сферической обжимкой | При образовании замыкающей полукруглой головки обязательно пользоваться сферической обжимкой. |
Контрольные вопросы:
|
|
|
1. Почему заклепки следует изготовлять из пластических материалов?
2. Почему материал склепываемых деталей и заклепки должен быть одинаковым?
3. Как определить длину стержня заклепки?
Студент должен:
знать:
- назначение пайки и область применения;
- разновидности припоев и флюсов, и область их применения;
- инструмент для пайки;
- виды паяных швов;
- правила техники безопасности и противопожарной безопасности при
выполнении пайки.
уметь:
- выполнять технологический процесс пайки.
Оснащение рабочего места: слесарный верстак; стол с устройством для разжигания паяльных ламп и вытяжным зонтом; лампы паяльные; паяльники периодического подогрева (тепловые); паяльники непрерывного подогрева (электрические); напильники разные; клещи кузнечные; плоскогубцы; шлифовальная шкурка; щетки металлические; тигель; ванна кислото-упорная; ванна промывочная; кисточки волосяные; ветошь; цинк листовой; оловянно-свинцовый припой; олово; нашатырь кусковый; канифоль; соляная кислота; 25%-ный раствор соляной кислоты; хлористый цинк; 10%-ный раствор каустической соды; бензин; ацетон; рукавицы брезентовые; очки защитные.
Для пайки тугоплавкими припоями: горн кузнечный, муфельная печь или установка ТВЧ, медно-цинковые припои; бура.
Пайкой называется соединение деталей в нагретом состоянии с помощью сравнительно легкоплавкого металла, называемого припоем. Пайка широко распространена в различных отраслях промышленности для создания неразъемных соединений различных заготовок и деталей из стали, цветных металлов и их сплавов, а также разнородных металлов. Пайку применяют при изготовлении радио- и электроприборов, резервуаров, радиотоваров, твердосплавного режущего инструмента и т.п. Сущность пайки состоит в том, что расплавленный припой под действием капиллярных сил заполняет зазор между паяемыми поверхностями деталей, смачивает их и диффундирует (проникает) в металл.
|
|
|
После остывания припоя в зоне соприкосновения деталей образуется плотное и достаточно прочное соединение, называемое паяльным швом. Качество, прочность и эксплуатационная надежность паяного соединения зависит от правильного выбора припоя и тщательности подготовки соединяемых поверхностей под пайку.
| |||
| |||
Для очистки поверхностей применяют зачистку напильниками, металлическими щетками, шлифовальной шкуркой и т.п. Детали, полученные обработкой резанием (всухую), паяют без дополнительной зачистки. Если при механической или слесарной обработке применяли масло или эмульсию, то их перед пайкой удаляют обезжириванием в бензине, ацетоне и других веществах. Перед пайкой детали плотно подгоняют одну к другой. При нагреве соединяемых пайкой деталей их поверхности окисляются (покрываются тонкой пленкой), в результате чего припой не пристает к деталям. Для удаления окисной пленки применяют паяльные флюсы, которые растворяют окислы, образуют легко удаляемые шлаки, способствуют лучшему смачиванию паяемых поверхностей расплавленным припоем и затеканию его в зазоры. Для легкоплавких припоев применяют следующие флюсы: хлористый цинк (травленая соляная кислота), нашатырь (хлористый аммоний) и канифоль. Для тугоплавких припоев применяют борную кислоту и буру. При пайке чугуна, алюминия, нержавеющих сталей применяют различные составы флюсов.
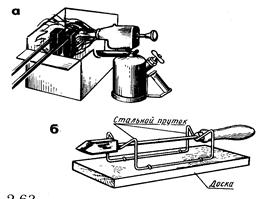
Наиболее распространенные инструменты для выполнения пайки – паяльники периодического и непрерывного подогрева. Паяльники периодического подогрева молоткового и торцового типов (рис. 15.2) изготовляют из куска высококачественной красной меди призматической клиновидной формы, закрепленного на стальном стержне с деревянной рукояткой на конце. Такой паяльник периодически подогревают от постороннего источника теплоты – горн, паяльная лампа, пламя газовой горелки и т.п.
 |
Наиболее часто для нагрева используют паяльные лампы (рис.15.5.). К паяльникам непрерывного подогрева относятся электрические паяльники (рис. 15.3), позволяющие осуществлять пайку непрерывно. Они удобны в обращении, обеспечивают постоянную температуру, при работе меньше образуется вредных газов.
|
|
|
 |
Лужением называется процесс покрытия поверхностей металлических деталей тонким слоем расплавленного олова или оловянно-свинцовыми сплавами (припоями). Лужение производят в целях защиты деталей от коррозии и окисления, подготовки поверхностей соединяемых деталей к пайке легкоплавкими припоями, перед заливкой подшипников баббитом и в тех случаях, когда от изготовленного сосуда требуется герметичность.
Лужение поверхностей производят горячим и электрическим способами. Лужение горячим способом благодаря своей простоте, легкости выполнения и несложному оборудованию находит широкое применение при слесарной обработке.
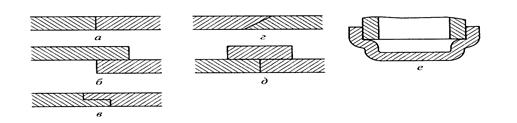
Приемы пайки легкоплавкими припоями. После подготовки паяемых поверхностей деталей, их подгонки и скрепления приступают к пайке. Зазоры между деталями не должны превышать 0,05...0,15 мм для стали и 0,1...0,3 мм для меди. При использовании периодически подогреваемого паяльника его носок очищают от следов окалины напильником, заправляют под углом 30...400, снимают заусенцы, слегка закруглив ребро носка. Защищенный паяльник нагревают паяльной лампой или другим источником теплоты до 350...4000С для пайки крупных деталей и до 250...3000С для пайки мелких деталей и листового материала. Нагревают рабочую часть (обушок) паяльника. Нагрев паяльника лучше всего выполнять керосиновой паяльной лампой (рис.15.5).
| |||
| |||
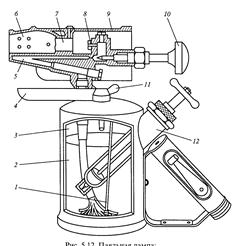
Для разжигания лампы надо налить в ванночку 3 немного бензина и поджечь его. Перед разжиганием лампы вентиль 4 закрывают, а воздушный клапан 2 открывают. К моменту полного сгорания бензина в ванночке 3 следует закрыть клапан 2, подкачать воздух в резервуар 1, слегка открыть вентиль 4 и поставить лампу около защитного устройства (или кирпича) на расстоянии 10...15 см, прогреть змеевик лампы малым пламенем, а затем отрегулировать интенсивность горения. Гасят лампу закрытием вентиля 4 и выпуском воздуха из резервуара 1 клапаном 2. При засорении ниппеля лампы его прочищают примусной иголкой.
|
|
|
| |||||||
| |||||||
| |||||||
| |||||||
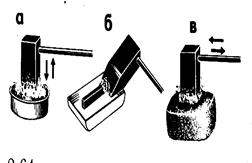
Для нагрева паяльник помещают в специальное устройство (рис.15.6, а), следя, чтобы его рабочая часть (обушок) находилась в некоптящей зоне пламени. Нагретый паяльник в перерывах между пайкой кладут на подставку, согнутую из стального прутка (рис.15.6, б).
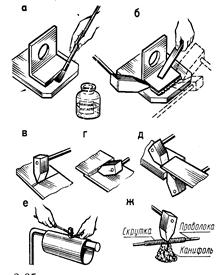
Приемы подготовки паяльника к работе легкоплавким припоем показаны на рис.15.7, а...в. Нагретый паяльник сначала очищают от окалины погружением в хлористый цинк или нашатырь (рис.15.7, а), затем производят облуживание рабочей части носка паяльника, для чего очищенным в хлористом цинке паяльником набирают с прутка одну-две капли припоя (рис.15.7, б) и производят трущие (возвратно-поступательные) движения по кусковому нашатырю до тех пор, пока носок не покроется ровным слоем припоя (рис.15.7, в). Затем протравливают место спая, для чего кисточкой наносят раствор хлористого цинка или другой флюс. После этого паяльник накладывают на место пайки, где расплавленный припой стекает с паяльника и заполняет зазоры между деталями. Если припой не растекается по поверхности, не затекает по поверхности и не затекает в зазор, то место пайки надо еще раз покрыть флюсом и повторить операцию пайки. Скорость перемещения паяльника вдоль паяемого шва, или скорость прогрева, зависит от массы паяльника, температура его нагрева и массы (толщины) паяемых деталей. Приемы пайки легкоплавким припоем показаны на рис.15.8, а...ж.
| |||
| |||
Если припой не заполняет зазор шва, а тянется за паяльником или превращается в кашеобразную массу, то паяльник остыл или недостаточно нагрет. Перегрев паяльника влечет повышение окалинообразования и ухудшение лужения носка. Часто перед пайкой для надежного схватывания припоя применяют предварительное облуживание поверхностей спая, для чего эти поверхности покрывают тонким слоем припоя или олова.
После пайки полученного шва следует удалить остатки флюса путем промывания детали в проточной воде, затем в водном растворе каустической соды, снова в проточной воде и просушить. Контроль пайки проводят внешним осмотром шва на герметичность (не допускается течь спаянного сосуда, наполненного водой) и прочность (деталь, изогнутая в месте спая, не должна иметь трещин).
При пайке деталей из меди и ее сплавов, в том числе проволоки, лучшим флюсом является канифоль.
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 1843; Нарушение авторских прав?; Мы поможем в написании вашей работы!