КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Приемы пайки среднеплавкими и тугоплавкими припоями
Подготовка деталей для пайки тугоплавкими припоями такая же, как и для пайки легкоплавкими припоями. После очистки поверхностей и нанесения флюса (буры) в зазоры вводят припой в виде порошка, ленты, пластинки и т.п., затем скрепляют мягкой проволокой, чтобы соединяемые детали не сместились. После такой подготовки деталь осторожно вводят в зону пламени паяльной лампы, газовой горелки, горна, в индуктор установки ТВЧ и следят за процессом плавления припоя. Вначале нагрев места спая нужно вести медленно с выдержкой до 5 мин на каждом этапе. Когда вздувшаяся бура осядет, нагрев усиливают и продолжают до тех пор, пока припой полностью не расплавится и не зальет зазоры между соединяемыми деталями. По окончании пайки деталь медленно охлаждают, защищают шов от излишка наплавленного и вытекающего припоя, затем промывают и просушивают.
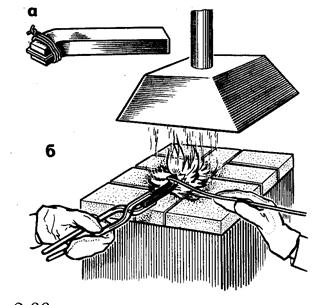
В учебных мастерских самым распространенным видом пайки среднеплавким припоем (медью, латунью и т.п.) является пайка пластин твердого сплава к державкам токарных резцов для механического участка учебных мастерских. Приемы работ заключаются в следующем: перед напайкой пластины место спая обезжиривают и покрывают флюсом, на державку резца, имеющую паз (гнездо) для твердосплавной пластины, кладется тонкая пластинка листового припоя из латуни; затем в паз помещают твердосплавную пластину и все соединяют (связывают) тонкой вязальной проволокой (рис.15.9, а), место пайки посыпают бурой и нагревают в кузнечном горне (рис.15.9, б) или другом источнике теплоты до расплавления порошка буры (650...7000С), затем вторично наносят порцию буры и продолжают нагрев до расплавления припоя (850....9000С), который должен заполнить щель между паяемыми деталями. Для более плотного соединения пластину правой рукой прижимают стальным стержнем к державке токарного резца, после пайки резец охлаждают, промывают, очищают от вязальной проволоки, остатков буры и припоя. При отсутствии в учебных мастерских кузнечного горна источником теплоты могут быть муфельная печь, газовая горелка, паяльная лампа или установка ТВЧ.
| |||
| |||
|
|
Дата добавления: 2014-12-27; Просмотров: 958; Нарушение авторских прав?; Мы поможем в написании вашей работы!