КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Эхо-импульсный метод
|
|
|
|
Методы акустического контроля
Эхо-импульсный метод основан на эффекте прямолинейного распространения в контролируемой детали упругих волн и их отражения от границ дефекта или противоположной поверхности детали. Этот метод предусматривает односторонний ввод упругих колебаний в деталь и прием отраженного сигнала с помощью одного и того же преобразователя, называемого по этой причине совмещенным.
Эхо-импульсный дефектоскоп работает следующим образом. Генератор электрических колебаний 1 (рис. 4.3) вырабатывает и синхронизирует импульсы, запускающие генератор основной развертки 2 и генератор импульсов 3. Генератор развертки 2 подает развертывающее пилообразное напряжение на горизонтально-отклоняющие пластины электронно-лучевой трубки (ЭЛТ) дефектоскопа, и электронный луч прочерчивает на экране ЭЛТ светящуюся горизонтальную линию. Одновременно генератор импульсов 3 вырабатывает кратковременные импульсы высокочастотных электрических колебаний, которые синхронно подаются через усилитель 4 на вертикально-отклоняющие пластины ЭЛТ (при этом электронный луч прочерчивает на экране 5 ЭЛТ зондирующий импульс) и на пьезоэлемент 6 преобразователя. Последний преобразует импульс электрических колебаний в импульс упругих колебаний, которые вводятся в деталь 7.
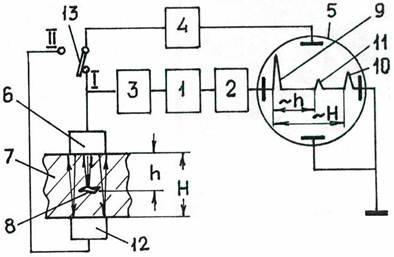 |
Рис. 4.3. Блок-схема ультразвукового дефектоскопа, предназначенного для эхо-импульсного (положение I переключателя 13 режима работы) и теневого контроля (положение II переключателя 13): 1 – синхронизатор; 2 – генератор развертки; 3 – генератор импульсов; 4 - усилитель; 5 – экран ЭЛТ; 6 – излучающий пьезоэлемент; 7 - деталь; 8 - дефект; 9 – зондирующий импульс; 10 – донный импульс; 11 – эхо-импульс от дефекта; 12 – принимающий пъезоэлемент
|
|
|
Импульсы посылаются в контролируемую деталь один за другим через определенные промежутки времени (рис. 4.4).
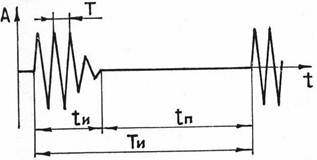
Рис. 4.4. График ввода импульсов в контролируемую деталь: А и Т – амплитуда и период колебаний соответственно: Т и – период импульса; t и – длительность импульса; t п – длительность паузы
В конце каждого кратковременного импульса генератор импульсов 3 «запирается», и пьезоэлемент 6 (рис. 4.3) работает на прием. Период импульса Т и складывается из длительности импульса t и и длительности паузы t п между импульсами:
Т и = t и + t п. (4.25)
В свою очередь длительность импульса t и равна сумме длительностей собственно зондирующего импульса (вынужденных колебаний) t и1 и переходного процесса (свободных колебаний пъезоэлемента) t и2:
t и = t и1+ t и2. (4.26)
Во избежание интерференционных помех длительность паузы значительно превышает длительность импульса. После отражения от противоположной поверхности детали упругая волна, теряя часть энергии вследствие затухания, возвращается к пьезоэлементу, вызывая его механические колебания. При этом на поверхностях пьезоэлемента возникает переменное напряжение, которое через усилитель 4 подается на вертикально-отклоняющие пластины ЭЛТ, что вызывает появление на экране донного пика 10 (рис. 4.3). При этом расстояние между зондирующим и донным пиками (в дальнейшем – импульсами), пропорционально времени t и прохождения волной двойной толщины H детали:
t и = 2 H / C п, (4.27)
на чем основана эхо-импульсная толщинометрия изделий:
H = C п · t и / 2. (4.28)
Если же толщина детали известна, то эхо-импульсным методом можно определить скорость продольных волн в материале контролируемой детали:
C п= 2 H / t и, (4.29)
на чем основаны некоторые методы акустической структурометрии материалов.
Если на пути зондирующего импульса встречается дефект, например, меньших размеров, чем размеры пьезоэлемента, то отраженный от него сигнал приведет к появлению на экране 4 ЭЛТ (рис. 4.5, б) эхо-импульса 7 от дефекта в промежутке между зондирующим 5 и донным 6 импульсами. При этом, используя принцип эхо-импульсной толщинометрии (см. выражение (4.28)), удается установить и глубину h залегания дефекта.
|
|
|
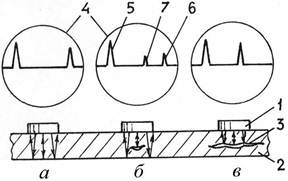
Рис. 4.5. Модели некоторых дефектных ситуаций при эхо-импульсном контроле детали 2: а – дефекты отсутствуют; б – размеры дефекта 3 меньше размеров пьезоэлемента 1; в – больше (4 – экран ЭЛТ; 5 – зондирующий импульс; 6 – донный импульс; 7 – эхо-импульс от дефекта)
Высота же эхо-импульса от дефекта, пропорциональная амплитуде отраженного от него сигнала, будет зависеть от интенсивности зондирующего сигнала, формы и типа (несплошность или инородное включение) дефекта, размеров пьезоэлемента и дефекта, а также от глубины его залегания, влияющей на степень затухания упругой волны в соответствии с выражением (4.18).
Если же размеры дефекта в плане превышают размеры пьезоэлемента (рис. 4.5, в), то зондирующий импульс полностью отразится от дефекта, и на экране ЭЛТ будет отсутствовать донный импульс.
Возможности эхо-импульсной дефектоскопии и толщинометрии ограничиваются из-за наличия так называемой “ мертвой ” зоны, представляющей собой неконтролируемый подповерхностный слой, в котором эхо-сигнал от дефекта не отделяется от зондирующего импульса (рис. 4.6).
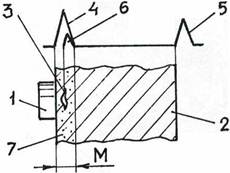
Рис. 4.6. Схема образования мертвой зоны 7 толщиной М в детали 2, контролируемой эхо-импульсным методом: 1 – пьезоэлемент совмещенного преобразователя; 3 - дефект; 4 – зондирующий импульс; 5 – донный импульс; 6 – импульс от дефекта
Толщина М мертвой зоны, определяемая из выражения:
М = (С п · t и / 2) = C п · (t и1+ t и2) / 2, (4.30)
может достигать 40 мм для нормальных преобразователей, работающих на частоте 0,7 МГц, 15 мм – на частоте 1,5 МГц и 5¸6 мм – на частотах 4¸5 МГц.
Для выявления дефектов в мертвой зоне иногда применяют двойное прозвучивание с обеих сторон детали.
Мертвую зону можно уменьшить, увеличивая частоту прозвучивания (иначе – уменьшая длительность t и1вынужденных колебаний пьезоэлемента), применяя преобразователи с массивными демпферами (рис. 4.2, а) (иначе – уменьшая длительность t и2собственных колебаний пьезоэлемента) и (или) используя сдвиговые волны, скорость С с которых почти в два раза меньше С п (см. табл. 4.1).
|
|
|
Наконец, практически полностью исключить мертвую зону из контролируемой детали можно, «перенеся» ее в насадку из органического стекла, расположенную между пьезоэлементом и поверхностью детали. Такую насадку, притертую на минеральном масле к пьезоэлементу, называют также «задержкой».
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 2084; Нарушение авторских прав?; Мы поможем в написании вашей работы!