КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Производство закаленного стекла
|
|
|
|
Производство безопасных и упрочненных стекол
Безопасным называют такие стекла, которые при разбивании не дают острых падающих осколков. К ним относятся армированное стекло, безосколочное трехслойное стекло (триплекс), закаленное стекло, стекла с ионообменным упрочнением.
Закаленное стекло получают из обычного листового стекла путем специальной термической обработки - закалки, состоящей из нагрева стекла до температур близких к верхней температуре отжига и резкого охлаждения. В результате закалки в стекле формируются значительные внутренние напряжения, причем поверхность стекла находится под воздействием сильных напряжений сжатия, что приводит к значительному повышению прочности стекла. При степенях закалки, достигаемых в промышленных установках, предел прочности стекла при изгибе достигает 250 мПа, что более чем в 5 раз выше, чем для отожженного стекла. При этом упругость закаленного стекла, характеризуемая стрелой прогиба, возрастает в 4 - 5 раз. Отличительной особенностью закаленного стекла является его особый «безосколочный» характер разрушения, то есть образование большого количества мелких осколков с тупыми не режущими кромками. Увеличение механической прочности приводит к повышению термической стойкости стекла с 70 до 175°С. Закаленное стекло характеризуется высокой стабильностью свойств при длительной эксплуатации в широком температурном интервале от —60 до –+150°С. Поэтому закаленные стекла используют в условиях, требующих сочетания высокой механической прочности со сравнительно невысокой массой, повышенной термостойкостью и относительной безопасностью при разрушении. Их применяют для остекления авиационного, автомобильного, железнодорожного и др. видов транспорта; приборов машиностроения; в строительстве; для получения упрочненной сортовой посуды; защитных очков; светофильтров и т. д.
|
|
|
Обычно закалке подвергают полированное и неполированное стекло толщиной 4 – 6 мм. Освоен также выпуск высококачественных полированных закаленных стекол больших размеров толщиной 10 — 20 мм для изготовления наружных дверей, перегородок, ограждений и т.д. Закаленное стекло получают плоское и гнутое. Максимальные размеры стекол для остекления транспорта 560х1500 мм, в строительстве 1200х2500 мм.
Технология закаленного стекла включает операции:
1. Подготовка стекла;
2. Термообработка (закалка);
3. Контроль качества.
Подготовка стекла. Производится отбор заготовок. Стекло для закалки не должно содержать видимых пороков (свилей, пузырей и царапин), которые могут вызвать разрушение заготовки в процессе закалки. Из отобранных листов стекла по определенным шаблонам вырезают фигурные заготовки. Края вырезанных форматов подвергают обработке на фацетных станках. Стеклянные заготовки подвергают мойке и сушке.
Термообработка (закалка). Механические свойства и термостойкость стекла зависит от степени закалки, которая определяется режимом закалки. Основными технологическими параметрами закалки являются: скорость нагрева стекла, максимальная температура нагрева, равномерность и скорость охлаждения.
Скорость нагрева имеет важнейшее значение для предотвращения появления брака и боя в процессе нагревания стекла. Быстрый нагрев вызывает разрушение стекла, а медленный нагрев приводит к сильной пластической деформации изделий.
Температура закалки определяет степень закалки, достигаемую при прочих равных условиях и, в тоже время, величину пластических деформаций заготовки, которая увеличивается с увеличением времени выдержки заготовки при температурах закалки. Для получения воспроизводимых степеней закалки необходимо, чтобы температура закалки на 80°С превышала Tg.
|
|
|
При производстве гнутого стекла после выдержки стекла при температуре закалки осуществляют его изгибание методом прессования или моллирования.
Интенсивность охлаждения зависит от толщины заготовки, коэффициента теплоотдачи (критерия Bio) и желаемой степени закалки. Интенсивность охлаждения зависит от выбора закалочных сред и способа охлаждения. Наиболее распространенной средой для закалки является воздух. Закалку осуществляют в обдувочных решетках, подающих сжатый воздух перпендикулярно к поверхности закаливаемого листа через многочисленные сопла круглого или щелевого типа, при этом сопла совершают круговые движения в плоскости параллельной поверхности закаливаемого листа.
Равномерность охлаждения имеет важнейшее значение. Неравномерность охлаждения снижает качество закаленного стекла и выход годной продукции, вызывая деформацию и разрушение стекол, образование «закалочных пятен» и других оптических искажений.
Контроль качества. Визуальный контроль для отбора изделий с внешними дефектами: трещинами, значительной деформацией и сильными оптическими искажениями.
Выборочный контроль: по шаблонам для определения воспроизведения геометрии гнутых изделий; по величине остаточных напряжений, которые измеряют на поляриметрах-полярископах; испытания на разрушение при ударе металлическим шаром. Закаленные изделия должны выдерживать удар металлического шара массой 800 г падающего с высоты 1200 мм.
Все способы производства закаленного стекла делятся на вертикальные и горизонтальные в зависимости от положения листа стекла при закалке. Основными недостатками вертикальных методов закалки являются: сильная деформация листа в местах его крепления, появление отпечатков от держателей на поверхности, отсутствие полной автоматизации. Горизонтальные способы являются более прогрессивными, так как полностью автоматизированы, что позволяет получать более высококачественные изделия и расширить ассортимент, как по толщине, так и по габаритам. Горизонтальные способы позволяют организовать механизированное поточное производство закаленных стекол.
|
|
|
Плоские листовые заготовки закаливают в закалочных установках вертикально-щелевого типа (рис. 79). Они состоят из проходной щелевой электропечи сопротивления 7, и обдувочного воздухоструйного устройства 9, над которыми проходит монорельс для передвижения листов стекла. Печь камерная, торцевые ее стороны закрыты дверцами. Металлический каркас печи состоит из двух половинок - подвижной и неподвижной. Неподвижная устанавливается на фундаменте, а подвижная на колесиках и может перемещаться на 500 – 550 мм от оси печи для проведения ремонтных и наладочных работ. Боковые стороны печи выполнены из фасонных огнеупорных плит с пазами, в которые заложены металлические спиральные нагревательные элементы из нихрома. Размеры рабочего пространства печи: 2000х800х300 мм, что позволяет подвергать закалке листы стекла размером 1300х700 мм. Равномерность температуры по поверхности стекла достигается изменением плотности навивки спиралей нагревателей. Перепад температур по заготовке не должен превышать 10°С. После предварительной подготовки стекла 5 подвешивают вертикально за край при помощи зажимов 6 в специальных тележках. Стекло транспортируется тележкой по монорельсу, расположенному над печью. При закалке крупногабаритных заготовок используют специальные рамки с зажимами по периметру листа. Температура закалки в печах вертикального типа (для термически полированного стекла) 630—670°С, продолжительность нагрева на 1 мм толщины стекла - 35 – 40 с, то есть время пребывания в печи стекла толщиной 5.5 мм составляет З мин 20 с. Из печи стекло можно выводить при температурах не ниже 620°С во избежание разрушения стекла в обдувочной решетке.
При производстве гнутого стекла сразу за печью устанавливают рычажный пресс 8 (рис.79в) с вертикальными формующими поверхностями, выполненными из гипса.
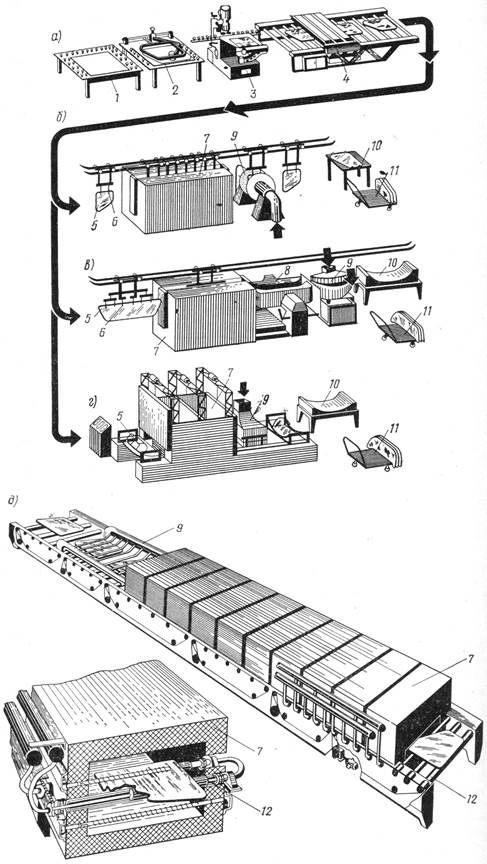
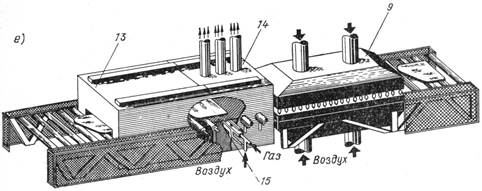
Рисунок 79
При необходимости гибки, стекло нагревают в печи до более высокой температуры 700 -720°С в течение 38 – 42 с. После прогрева стекло быстро помещают между гипсовыми формующими поверхностями и изгибают, сближая их. Продолжительность прессования не должна превышать 2-З с, после чего стекло быстро перемещают в обдувочное устройство. Увеличение времени прессования до 5 с приводит к переохлаждению стекла и к неминуемому растрескиванию в обдувочном устройстве.
|
|
|
Охлаждение стекла происходит с помощью обдувочных устройств, основным элементом которого является обдувочная решетка. Она подает сжатый воздух по нормали к поверхности стекла через сопла малого диаметра (3–5 мм), они расположены рядами в шахматном порядке. Расстояние между рядами 25 - 50 мм. Для более равномерного охлаждения стекла решетка приводится в возвратно-поступательное или вращательное движение.
Расстояние между решетками при закалке плоского стекла составляет 60-100 мм. При охлаждении гнутого стекла обдувочные решетки имеют соответствующий профиль. В обдувочном устройстве может происходить полное охлаждение или охлаждение до ~ 400°С за 30 – 35 с с последующим остыванием листов в пирамидах.
Основным недостатком вертикального способа закалки, нашедшего широкое применение при закалке плоского листового стекла, является несовершенный способ крепления листов стекла, что приводит к оттяжке, искривлению листов и появлению отпечатков от зажимов в месте крепления. Этот дефект особенно усиливается при изготовлении крупногабаритных стекол
и гнутых стекол сложного профиля, так как их приходится перегревать для изгибания.
Этот недостаток полностью исключен в новом прогрессивном способе горизонтальной закалки стекла на твердых опорах, который разработан Саратовским институтом технического стекла (рис. 80 (рис. 79д)). Установка состоит из: входного роликового конвейера 1; нагревательной туннельной печи с роликовым транспортером 2; закалочного устройства 3 и выходного роликового транспортера.
Рисунок 80 (79д)
Входной роликовый транспортер имеет ролики с резиновым покрытием, три последних ролика перед печью имеют асбестовое покрытие.
Двигаясь по роликам с асбестовым покрытием внутри электрической печи, стекло подвергается несимметричному нагреву - сверху более интенсивному, чем снизу. При таком нагреве стекло изгибается выпуклостью вверх, поэтому основная часть поверхности листов не касается роликов конвейера и не травмируется ими при высоких температурах. В охлаждающем устройстве листы снова принимают плоскую форму благодаря более интенсивному охлаждению сверху.
Более перспективным для производства плоских закаленных стекол, является способ закалки стекла на газовой подушке (рис. 81 (79е)), который реализуется в нашей стране на конвейерных установках ЛЗАС - 500. Туннельная печь, для реализации этого способа, состоит из двух зон: электрической зоны, в которой производится разогрев заготовки до 500°С и газоэлектрической - для разогрева стекла до температур закалки. В электрической зоне печи стекло движущееся по асбестовым роликам нагревается за счет электрических нагревателей, расположенных над и под роликовым транспортером.
Рисунок 81 (79е)
В газоэлектрической зоне печи стекло находится на газовоздушной подушке. Для создания газовоздушной подушки, производится сжигание горючего газа в горелках. Продукты горения разбавляют холодным воздухом до температуры печи и подают в камеру давления. Из камеры давления газовоздушную смесь с заданными параметрами подают под стекло через сопла, создающаяся при этом зона повышенного давления, удерживает стекло во взвешенном состоянии. Таким образом, стекло в этой зоне снизу нагревается за счет газов подушки, а сверху - электронагревателями.
После нагрева до температур закалки стекло передается в закалочное устройство, где производится его закалка на воздушной подушке из холодного воздуха.
Газовая подушка предотвращает контакт размягченного стекла с твердыми поверхностями, что позволяет сохранить высокое качество его поверхности.
При производстве гнутых полупанорамных автомобильных стекол большого размера и сложного профиля, используют горизонтальный способ свободного моллирования с последующей закалкой (рис. 80г (79г)).
Рисунок 80г (79г)
Установка для свободного моллирования и закалки состоит из двухкамерной электрической проходной печи и обдувочного устройства, которые соединены рельсовыми путями. По рельсовым путям передвигается тележка с профильной рамкой, на которую горизонтально укладывается лист стекла. Ножевая рамка из жаростойкого сплава должна быть предварительно разогрета до 150 - 200°С. Рамка со стеклом поступает в первую камеру печи, разогретую до 320°С. Температуру первой камеры поднимают до 520°С со скоростью 10° С/мин. Затем тележку перемещают в камеру моллирования печи, в которой поддерживается необходимая для моллирования стекла температура, что определяется составом стекла. Температура моллирования обычно соответствует (Tg + 150)°С и для автомобильного стекла равна 700 - 730°С. В этой камере температура стекла поднимается, и оно начинает изгибаться под действием собственного веса и принимает форму, заданную формой рамки. Процесс разогрева и моллирования занимает 10 – 12 мин. Затем тележку с изогнутым стеклом перемещают в обдувочное устройство.
Этот способ производства гнутого закаленного стекла позволяет получать необходимое качество поверхности стекла, но характеризуется непостоянством геометрических параметров изделий и высокой чувствительностью к незначительным изменениям температурно-временных условий моллирования. Недостатком способа является также наличие на стекле поперечной и обратной кривизны.
Описанный выше вертикальный способ производства гнутого закаленного стекла свободен от указанных недостатков, то есть позволяет получать гнутые закаленные стекла без поперечной и обратной кривизны, и обеспечивает постоянство формы изделий. Однако из-за контакта размягченного стекла с формующей поверхностью при прессовании происходит травмирование его поверхности. Кроме того, как уже отмечалось, возникают дефекты в местах подвески стекла.
Следует отметить, что в последнее время гнутые стекла методом свободного моллирования (без профильной рамки) научились получать на механизированных линиях закалки на газовой подушке, применяя изогнутую по требуемому профилю горячую и холодную газовые подушки.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 5031; Нарушение авторских прав?; Мы поможем в написании вашей работы!