КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Принцип действия и конструкция прессового оборудования
Порядок выполнения работы
Прессового оборудования
Конструкция и принцип действия
Лабораторная работа 6
Экспериментальные данные
Порядок выполнения работы
1. Изучить основные конструкции питателей.
2. Ознакомиться с методами расчёта тарельчатых питателей.
3. Определить угол естественного откоса a для заданного преподавателем сыпучего материала.
4. Изучить принцип выбора питателей.
5. Согласно табл. 2 для заданного диаметра тарелки выбрать из каталога марку питателя [2, с. 248 – 250].
6. Рассчитать для выбранного питателя производительность и мощность с учётом экспериментальных данных и сравнить их со значениями, указанными в каталоге.
7. Скорректировать по необходимости выбранную марку питателя.
8. Описать его технические характеристики.
9. Сделать чертёж питателя.
- Освоить методику расчёта.
| № п/п | h ¢ | D ¢ | a | f |
| … |
Таблица 2
| № варианта | Для тарельчатых питателей |
| D, мм | |
Содержание отчёта
1. Название и цель работы.
2. Порядок выполнения работы.
3. Расчётная схема питателя.
4. Методика расчёта питателя.
5. Таблица экспериментальных данных.
6. Расчёт питателя.
7. Чертёж питателя.
Контрольные вопросы
1. Типы питателей и дозаторов.
2. От чего зависит производительность питателей и дозаторов?
3. Особенности применения конкретных типов питателей.
4. Принцип работы питателей и дозаторов для сыпучих веществ.
Цель работы: изучение конструкции и принципа действия прессового оборудования для переработки полимерных материалов, получение навыков работы на них, умение составлять кинематические схемы и технические характеристики прессов.
Оборудование: пресс гидравлический для пластмасс номинальным усилием 630 кН (63 тс), пресс гидравлический одностоечный номинальным усилием 250 кН (25 тс).
Предварительная подготовка: ознакомиться с ГОСТом 8200–87 «Прессы гидравлические для пластмасс»; изучить устройство и принцип действия гидропрессовых установок, классификацию прессов, методику расчёта эффективного усилия [9, с. 313 – 317, 340 – 347; 10, с. 72 – 79; 11, с. 75 – 78, 109 – 116].
1. На рабочем месте ознакомиться с конструкциями гидропрессовых установок, с мероприятиями по безопасным методам работы на них.
2. Изучить принцип действия оборудования и составить кинематические схемы лабораторных прессов.
3. Составить техническую характеристику прессов, опытным путем с помощью тарировочного приспособления (динамометр системы Токаря) снять тарировочные графики пресса (эффективного и номинального усилий пресса) в зависимости от давления жидкости по манометру.
Гидравлический пресс представляет собой машину статического действия. Работа гидравлического пресса основана на использовании закона Паскаля, согласно которому давление жидкости в замкнутом сосуде передаётся во все стороны равномерно.
На принципиальной схеме (рис. 1) гидравлические цилиндры малого диаметра (насос 1) и большого диаметра (рабочий цилиндр пресса 2) соединены трубопроводом 3. Если на плунжер 4 насоса с площадью f 1 воздействовать усилием Р 1, то жидкость оказывается под давлением Р.
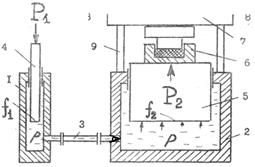
Рис. 1. Схема действия гидропресса
Это давление жидкости передаётся в рабочий цилиндр большого диаметра через обратный клапан 10 на его плунжер 5 с пло-
щадью f 2,создавая усилие

Усилие, развиваемое рабочим плунжером 5, во столько раз больше усилия, действующего на плунжер 1 насоса, во сколько раз площадь рабочего плунжера больше площади плунжера насоса.
Это усилие передаётся на пресс-форму 6, затем на неподвижную перекладину 7 (архитрав) и через гайки 8 воспринимается колон-
нами 9.
При давлениях, которые используются в приводе прессов, жидкость практически не сжимается (её объём уменьшается на 1 – 1,5%). Вследствие этого можно считать, что объём V жидкости, вытесненный ходом Н малого плунжера  равен изменению объёма жидкости в цилиндре большого диаметра при смещении его плунжера на величину h:
равен изменению объёма жидкости в цилиндре большого диаметра при смещении его плунжера на величину h:
 .
.
Отсюда
 .
.
Таким образом, ход цилиндра гидравлического пресса во столько раз меньше хода насоса, во сколько раз его усилие больше усилия, действующего на плунжер насоса.
В гидравлическом прессе мы выигрываем в усилии, во столько же раз проигрываем в пути.
Количество энергии, подведённое к малому плунжеру, равно работе, совершаемой большим плунжером (закон сохранения энергии).
Выше не учитывались гидравлические и механические (на преодоление трения) потери. С учётом этих потерь фактический выигрыш в усилии оказывается меньше (в простейших конструкциях прессов примерно на 10 – 15%), а часть энергии, подводимой к насосу, теряется.
При подготовке к работе на прессах студенты должны ознакомиться с основными видами оборудования для производства изделий из термореактивных пресс-материалов: прессами, роторными линиями, реактопластавтоматами, линиями с выносными пресс-формами, установками непрерывного профильного прессования и др.
Классифицировать прессы по роду привода (на гидравлические, механические, гидромеханические, с индивидуальным или групповым приводом), по конструктивным особенностям (верхнего, нижнего давления, специализированные, угловые, арочные, консольные, колонные, рамные и др.), по степени автоматизации (с ручным приводом, полуавтоматы, автоматы, одно-, двух-, трёх-, четырёхоперационные и др.), по этажности пресс-форм (одно-, двух-, многоэтажные).
Рассчитать основную характеристику гидравлического пресса, которой является номинальное усилие, создаваемое плунжером основного рабочего цилиндра.
Тоннаж пресса РН рассчитывается по формуле:

где D – диаметр основного рабочего плунжера; Р – максимальное давление рабочей жидкости. Номинальное усилие, как основной параметр гидравлического пресса, регламентируется ГОСТ 8200–87.
Эффективное усилие пресса Р эф, передаваемое рабочему инструменту, пресс-форме, студенты определяют по формуле
 ,
,
где  – суммарное сопротивление от противодавления в цилиндрах обратного действия или в ретурной полости;
– суммарное сопротивление от противодавления в цилиндрах обратного действия или в ретурной полости;  – суммарное сопротивление сил трения; G – вес подвижных частей пресса.
– суммарное сопротивление сил трения; G – вес подвижных частей пресса.
Изделие из реактопластов оформляется в пресс-формах. Студентами изучаются конструкции съёмных, стационарных, открытых, закрытых и форм с переливом излишков материала.
После знакомства с конструкцией по технике безопасности работы на гидравлическом прессе и росписи в журнале студенты допускаются к прессу и изучают по нижеследующему описанию, рисунку 2 и рабочему оборудованию лаборатории конструкцию пресса, расположение основных узлов и их взаимодействие в работе.
Пресс этого типа относится к прессам рамной конструкции. Он имеет верхний главный 6 и нижний выталкивающий 27 гидравлические цилиндры, закрепленные в раме 5, гидропривод 15, распределительное устройство 16 для регулирования усилия прессования и выталкивания, соединительные трубопроводы 18. Главный 6 и выталкивающий 27 цилиндры пресса дифференциального типа. Подвижными уплотнениями 22 цилиндров являются резиновые поршневые манжеты, а неподвижными – манжеты 24 из пластифицированного поливинилхлорида. Боковые стойки рамы 7 пресса (станины) имеют коробчатое сечение. В нише правой стенки расположены конечные электровыключатели 19, взаимодействующие с ними кулачки 20, установленные на движущихся частях пресса (подвижной плите 25 и выталкивающем штоке 21), и дроссель 23, предназначенный для замедления опускания рабочей подвижной плиты. Подвижная плита 25 передвигается по двум (левой 3 и правой 8) вертикальным регулируемым направляющим призмам.
На левой стойке рамы пресса установлены кнопки 1 для пуска и остановки электродвигателя агрегата гидравлического привода 15 пресса. В той же стойке размещён пульт полуавтоматического управления прессом (на рисунке он закрыт крышками 17).
 |
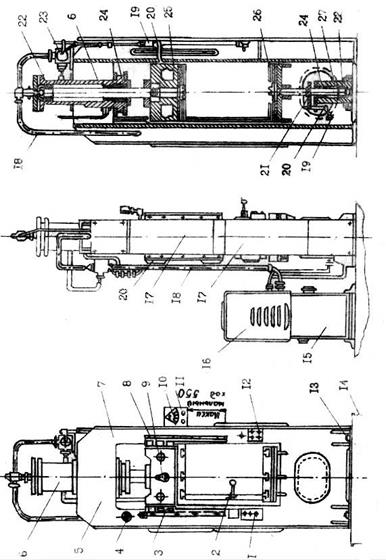
На правой стойке рамы установлены кнопки 12 для управления прессом. Выше их расположены кнопочное управление 11 электрическим обогревом пуансона и матрицы пресс-формы с манометрическим терморегулятором 10, регулирующим и показывающим температуру матрицы пресс-формы. Другой терморегулятор 9 формы установлен на подвижной плите пресса.
Пресс снабжён манометром 4, показывающим давление в рабочем (главном) цилиндре, и электролампой 2 для освещения рабочего места при обслуживании пресс-формы, укрепляющейся на столе 26.
Пресс стоит на фундаменте 14 и крепится фундаментными болтами 13.
После ознакомления с конструкцией и работой узлов пресса студенты в присутствии учебного мастера или заведующего лабораторией пробуют работу пресса на холостом ходу и под нагрузкой.
Длительная безотказная работа оборудования может быть достигнута при чёткой организации планово-предупредительных ремонтов. Под планово-предупредительным ремонтом понимают восстановление работоспособности машин путём рационального технического ухода, замены и ремонта изношенных деталей и узлов по заранее составленному плану.
Система планово-предупредительных ремонтов предусматривает проведение профилактических осмотров и плановых ремонтов после отработки каждым агрегатом заданного количества часов.
Капитальный ремонт предусматривает выполнение следующих основных видов работ: полная разборка прессовой установки и всех её узлов; промывка и протирка всех деталей и осмотр; замена изношенных деталей или их восстановление; наплавка стальных плунжеров твёрдым сплавом и шлифование до паспортного размера; перешлифовка чугунных плунжеров после обмера и определения степени износа; изготовление нового комплекта нажимных и опорных втулок; проверка состояния греющих плит, ремонт или замена изношенных; замена изношенных узлов гидропривода; замена насосов гидросистемы; проверка трубопроводов и смена участков трубопровода с толщиной стенки, не соответствующей паспортным данным; смена всех крепёжных деталей; сборка узлов и проверка норм точности и паспортных данных; шпатлёвка и окраска в соответствии с техническими требованиями на отделку; наладка и испытания на холостом ходу и под нагрузкой.
При капитальном ремонте необходимо проверить состояние фундамента, исправить разрушенные участки, проверить установку машины и произвести подливку цементным раствором. Строгое соблюдение системы планово-предупредительных ремонтов позволяет обеспечить длительную надёжную работу оборудования.
Техническая характеристика гидравлического пресса должна включать в себя следующие основные параметры и размеры (на примере пресса гидравлического для пластмасс усилием 1000 кН):
– номинальное усилие, кН (тс) 1000(100)
– ход ползуна S, мм 560
– наибольшее расстояние между столом и
ползуном, мм 900
– размеры стола
L, мм 710
B, мм 630
– номинальное усилие нижнего выталкивателя, кН (тс),
не менее 200(20)
– ход нижнего выталкивателя, мм 200
– скорость холостого ползуна, мм/с, не менее
вниз 200
вверх 70
– скорость рабочего хода ползуна регулируемая, мм/с
наибольшая, не менее 5
наименьшая, не более 1
при усилии до 30% номинального
наибольшая, не менее 50
наименьшая, не более 10
при усилии св. 30% номинального
наибольшая, не менее 5
наименьшая, не более 1
– скорость рабочего хода выталкивателя
регулируемая, мм/с
наибольшая 25
наименьшая 5
при усилии до 30% номинального
наибольшая 100
наименьшая 40
при усилии св. 30% номинального
наибольшая 25
наименьшая 5
– удельная материалоёмкость
(без средств автоматизации), кг/кН×м3, не более* 20
– удельная энергоёмкость, кВт/кН×м2 /мин, не более** 0,05
Отчёт по работе
1. Краткое изложение предварительной подготовки по рекомендуемой литературе.
2. Принципиальная и кинематическая схемы прессовых установок и расчёт диаметров главных рабочих поршней.
3. Расчёт эффективных усилий прессов.
4. Тарировочный и расчётный графики усилий пресса при различных давлениях рабочей жидкости.
5. Техническая характеристика пресса.
6. Пооперационная карта разборки пресса.
Контрольные вопросы
1. Нормальный ряд номинальных усилий прессов.
2. Параметры, устанавливаемые ГОСТом для прессов [l].
3. Классификация прессов.
4. Принцип действия гидравлического пресса.
5. Усилия пресса: номинальное, эффективное и рабочее.
6. Рабочее давление жидкости для прессования изделий.
7. Принцип работы роторных линий.
8. Прессы специализированные по назначению.
|
|
Дата добавления: 2015-04-24; Просмотров: 2865; Нарушение авторских прав?; Мы поможем в написании вашей работы!