КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Измерение деталей микрометрическим инструментом
МИКРОМЕТРЫ
Цель работы
1. Изучить устройство, принцип измерения и метрологические характеристики микрометрических инструментов.
2. Измерить деталь гладким микромером и дать заключение о годности детали.
МИКРОМЕТРИЧЕСКИЕ ИНСТРУМЕНТЫ
Микрометрические инструменты являются широко распространенными средствами измерений наружных и внутренних размеров, глубин пазов и отверстий. Принцип действия этих инструментов основан на применении пары винт – гайка. Точный микрометрический винт вращается в неподвижной микрогайке. От этого узла и получили название эти инструменты.
В соответствии с ГОСТ 6507 – 78 выпускаются следующие типы микрометров:
МК – гладкие для измерения наружных размеров;
МЛ – листовые с циферблатом для измерения толщины листов и лент;
МТ – трубные для измерения толщины стенок труб;
МЗ – зубомерные для измерения длины общей нормали зубчатых колес;
МВМ, МВТ, МВП – микрометры со вставками для измерения различных резьб и деталей из мягких материалов;
МР, МРИ – микрометры рычажные;
МВ, МГ, МН, МН2 – микрометры настольные.
Кроме перечисленных типов микрометров выпускаются микрометрические нутромеры (ГОСТ 10 – 75 и ГОСТ 17215 – 71) и микрометрические глубиномеры (ГОСТ 7470 – 78 и ГОСТ 15985 – 70).
Практически все выпускаемые микрометры имеют цену деления 0,01 мм. Исключение составляют микрометры рычажные МР, МР3 и МРИ, имеющие цену деления 0,002 мм. Диапазоны измерений гладких микрометров зависят от размеров скобы и составляют: 0 – 25, 25 – 50, …, 275 – 300, 300 – 400, 400 – 500, 500 – 600 мм
На рис.1, а,б показаны конструкция и схема гладкого микрометра. В отверстиях скобы 1 запрессованы с одной стороны неподвижная измерительная пятка 2, а с другой – стебель 5 с отверстием, которое является направляющей микрометрического винта 4. Микрометрический винт 4 ввинчивается в микрогайку 7, имеющую разрезы и наружную резьбу. На эту резьбу навинчивают специальную регулировочную гайку 8, которая сжимает микрогайку 7 до полного выбора зазора в соединении «микровинт – микрогайка». Это устройство обеспечивает точное осевое перемещение винта относительно микрогайки в зависимости от угла его поворота. За один оборот торец винта перемещается в осевом направлении на расстояние, равное шагу резьбы, т. е. на 0,5 мм. На микрометрический винт надевается барабан 6, закрепляемый установочным колпачком – гайкой 9. В колпачке – гайке смонтирован специальный предохранительный механизм 12, соединяющий колпачок – гайку 9 и трещотку 10, за нее и необходимо вращать барабан 6 при измерениях. Предохранительный механизм – трещотка, состоящий из храпового колеса, зуба и пружины, в случае превышения усилия между губками 500 – 900 сН отсоединяет трещотку 10 от установочного колпачка 9 и барабана 6, и она начинает проворачиваться с характерным пощелкиванием. При этом микрометрический винт 4 не вращается. Для закрепления винта 4 в требуемом положении микрометр снабжен стопорным винтом 11.
Рис.1
На стебле 5 микрометра нанесена шкала 14 с делениями через 0,5 мм. Для удобства отсчета четные штрихи нанесены выше, а нечетные – ниже сплошной продольной линии 13, которая используется для отсчета углов поворота барабана. На коническом конце барабана нанесена круговая шкала 15, имеющая 50 делений. Если учесть, что за один оборот барабана с пятьюдесятью делениями торец винта и срез барабана перемещают на 0,5 мм, то поворот барабана на одно деление вызовет перемещение торца винта, равное 0,01 мм, т.е. цена деления на барабане 0,01 мм.
При снятии отсчета пользуются шкалами на стебле и барабане. Срез барабана является указателем продольной шкалы и регистрирует показания с точностью 0,5 мм. К этим показаниям прибавляют отсчет по шкале барабана (рис.1, в).
Перед измерением следует проверить правильность установки на нуль. Для этого необходимо за трещотку вращать микровинт до соприкосновения измерительных поверхностей пятки и винта или соприкосновения этих поверхностей с установочной мерой 3 (рис.1, а).
Вращение за трещотку 10 продолжают до характерного пощелкивания. Правильной считается установка, при которой торец барабана совпадает с крайним левым штрихом шкалы на стебле и нулевой штрих круговой шкалы барабана совпадает с продольной линией на стебле. В случае их несовпадения необходимо закрепить микровинт стопором 11, отвернуть на пол – оборота установочный колпачок – гайку 9, повернуть барабан в положение, соответствующее нулевому, закрепить его колпачком – гайкой, освободить микровинт. После этого следует еще раз проверить правильность «установки на нуль».
К микрометрическим инструментам относятся также микрометрический глубиномер и микрометрический нутромер.
Микрометрический глубиномер (рис.2, а) состоит из микрометрической головки 1, запрессованной в отверстие основания 2. Торец микровинта этой головки имеет отверстие, куда вставляют разрезными пружинящими концами сменные стержни 3 со сферической измерительной поверхностью. Сменные стержни имеют четыре размера: 25; 50; 75 и 100 мм. Размеры между торцами стержней выдержаны очень точно. Измерительными поверхностями в этих приборах являются наружный конец сменного стержня 3 и нижняя опорная поверхность основания 2. При снятии отсчета необходимо помнить, что основная шкала, расположенная на стебле, имеет обратный отсчет (от 25 мм до 0).
Рис.2
Для настройки глубиномера опорную поверхность основания прижимают к торцу специальной установочной меры (рис.2, б), которую ставят на поверочную плиту. Микровинт со вставкой с помощью трещотки доводят до контакта с плитой, фиксируют его стопором и далее проделывают те же операции, что и при настройке на нуль микрометра.
Измерение глубины отверстий, уступов, выточек и т.д. выполняют следующим образом. Опорную поверхность основания микрометрического глубиномера устанавливают на базовую поверхность детали, относительно которой измеряется размер. Одной рукой прижимают основание к детали, а другой вращают за трещотку барабан микрометрической головки до касания стержня с измеряемой поверхностью и пощелкивания трещотки. Затем фиксируют стопором микровинт и снимают отсчет со шкал головки. Микрометрические глубиномеры имеют пределы измерений от 0 до 150 мм и цену деления 0,01 мм.
Микрометрические нутромеры предназначены для измерения внутренних размеров изделий в диапазоне от 50 до 6000 мм.
Они состоят из микрометрической головки (рис.3, а), сменных удлинителей (рис.3, б) и измерительного наконечника (рис.3, в).
Микрометрическая головка нутромера несколько отличается от головки микрометра и глубиномера и не имеет трещотки. В стебель 6 микрометрической головки с одной стороны запрессован измерительный наконечник 7, а с другой ввинчен микровинт 5, который соединен с барабаном 4 гайкой 2 и контргайкой 1. Наружу выступает измерительный наконечник микровинта 5.
Зазор в соединении винт – гайка выбирается с помощью регулировочной гайки 3, навинчиваемой на разрезную микрогайку с наружной конической резьбой. Установленный размер фиксируется стопорным винтом 9. Для расширения пределов измерения в резьбовое отверстие муфты 8 ввинчиваются удлинители (рис.3, б) и измерительный наконечник (рис.3, в).
Рис.3
Удлинитель представляет собой стержень со сферическими измерительными поверхностями, имеющий точный размер в осевом направлении. Стержень не выступает за пределы корпуса, на обоих концах которого нарезана резьба. Пружина, расположенная внутри корпуса, создает силовое замыкание стержней между собой при свинчивании удлинителя с микрометрической головкой. На свободный конец удлинителя может быть навинчен другой удлинитель и т. д. до получения нутромера с требуемым пределом измерения. В последний удлинитель ввинчивается измерительный наконечник. В процессе измерения с деталью соприкасаются измерительный наконечник микровинта и измерительный наконечник удлинителя. При использовании нутромера с несколькими удлинителями необходимо помнить, что удлинители следует соединять в порядке убывания их размеров и микрометрическую головку соединить с самым длинным из них.
Микрометрический нутромер в сборе с измерительным наконечником устанавливают на нуль по установочной мере – скобе размером 75 мм (рис.3, г). В случае неудовлетворительной настройки нуля ослабляют на пол – оборота контргайку 1, поворачивают барабан до совпадения нулевой риски с продольной линией стебля, затягивают контргайку 1 и отпускают винт 9. Затем проверяют правильность установки. После настройки нутромера на нуль его свинчивают с удлинителями для получения требуемого размера и приступают к измерениям.
Измерения внутренних размеров нутромером осуществляют следующим образом. Вводят инструмент в пространство между измерительными поверхностями (например, в отверстие). Устанавливают один измерительный наконечник нутромера на поверхность и вращают барабан головки до касания второго измерительного наконечника противоположной поверхности. В процессе измерения необходимо не только вращать барабан, но еще и покачивать собранный нутромер, измеряя диаметр в плоскости, перпендикулярной к оси отверстия и в плоскости осевого сечения. Наибольший размер в первом положении и наименьший размер во втором положении должны совпадать.
Содержание отчета
1. Цель работы.
2. Конструкция и метрологические характеристики гладкого микрометра. Как читаются показания микрометра при измерениях?
3. Эскиз детали с действительными размерами.
4. Оценка годности деталей.
Контрольные вопросы
1. Виды микрометрических инструментов.
2. Устройство микрометров.
3. Как снимать показания микрометра? Настройка микрометра на нуль.
4. Для чего служит трещотка?
5. Устройство микрометрического глубиномера.
6. Устройство микрометрического нутромера.
Литература
1. Марков Н.Н., Ганевский Г.М. Конструкция, расчет и эксплуатация контрольно – измерительных инструментов и приборов. – М.:Машиностроение, 1993.
2. Белкин И.М. Средства линейно – угловых измерений. Справочник. –М.:Машиностроение, 1987.
3. Васильев А.С. Основы метрологии и технические измерения. –М.:Машиностроение, 1980.
Лабораторная работа №1
Тема: Измерение линейных величин.
Приборы и принадлежности: штангенциркуль, микрометр, измеряемые тела.
Нониус и микрометрический винт. Представим себе две линейки, сложенные вместе, как указано на рис. 1. Пусть цена деления (длина одного деления) верхней линейки равна l1, а цена деления нижней линейки - l2. Линейки образуют нониус, если существует такое число k, при котором
K l 2=(k + 1) l1 (1)
У линеек, изображенных на рис. 1, k = 4. Верхний знак в формуле (1) относится к случаю, когда деления нижней линейки длиннее делении верхней, т. е. когда l2 > l1. В противоположном случае следует выбирать нижний знак. Будем для определенности считать, что L2 > L1. Величина
d= l2 – l1 = l1 /k = l2 /(k + 1) (2)
называется точностью нониуса.
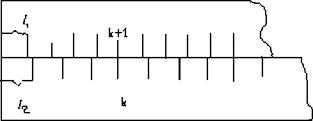
рис. 1.
В частности, если L1 = 1 мм, k =10 то точность нониуса. d = 0,1 мм. Как видно из рис. 1, при совпадении нулевых делений нижней и верхней шкал совпадают, кроме того, k-е деление нижней и (k+1) -е деление верхней шкалы, 2k-е деление нижней и 2(k+1) -е деление верхней шкалы и т. д.
Начнем постепенно сдвигать верхнюю линейку вправо. Нулевую деления линеек разойдутся и с начало совпадут первые деления линеек. Это случится при сдвиге l2 -l1, равном точности нониуса d. при двойном сдвиге совпадут вторые деления линеек и т. д. если совпали m-е деления, можно, очевидно, утверждать, что их нулевые деления сдвинуты на md.
Высказанные утверждения справедливы в том случае, если сдвиг верхней линейки относительно нижней не превышает одного деления нижней линейки. При сдвиге ровно на деление (или несколько делений) нулевое деление верхней шкалы совпадает уже не с нулевым, а с первым (или n-м) делением нижней линейки. При небольшом дополнительном сдвиге с делением нижней линейки совпадает уже не нулевое, в первое деление и т. д.
В технических нониусах верхнюю линейку делают обычно короткой, так что совпадать с нижними может лишь одно из делений этой линейки. В дальнейшем мы всегда будем предполагать, что нониусная линейка является в этом смысле короткой.
Применим нониус для измерения длины тела А (рис.2). как видно из рисунка, в нашем случае длина L тела А равна
L = nl2 + md (3)
(l2>l1). Здесь n - целое число делений нижней шкалы, лежащих влево от начала верхней линейки, а m- номер деления верхней линейки, совпадающего с одним из делений нижней шкалы (в том случае, если ни одно из делений верхней линейки не совпадает в точности с делениями нижней, в качестве m берут номер деления, которое ближе других подходит к одному из делений нижней шкалы).

рис. 2.
Часто подвижная часть нониуса (верхняя линейка на рис. 1) имеет более крупные деления, т. е. l1>l2. метод определения длины тела в этом случае рекомендуется найти самостоятельно.
Аналогичным образом можно строить не только линейные, но и угловые нониусы. Нониусами снабжаются штангенциркули (рис. 3), теодолиты и многие другие приборы.
При точных измерениях расстояний нередко применяют микрометрические винты - винты с малым и очень точно выдержанным шагом. Такие винты употребляются, например, в микрометрах (рис. 4). Один поворот винта микрометра передвигает его стержень на 0,5 мм. Барабан, связанный со стержнем, разбить на 50 делений. Поворот на одно деление соответствует смещению стержня на 0,01 мм. С этой точностью обычно и производятся измерения с помощью микрометра.
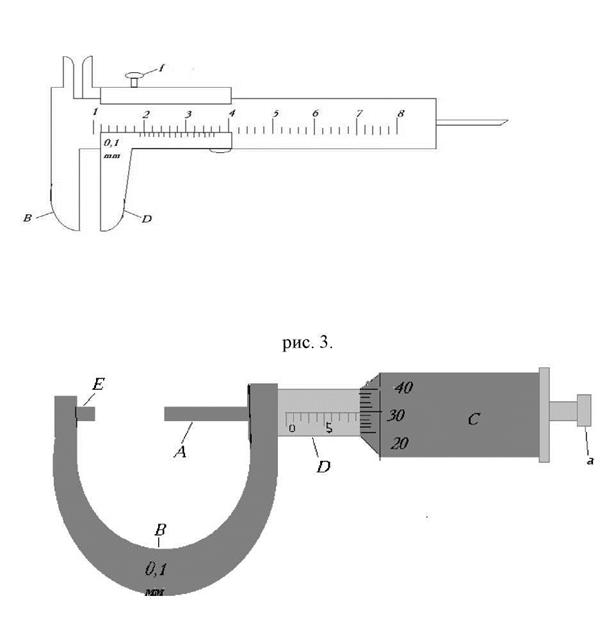
рис. 4.
Микрометрический винт. Микрометр.
Микрометрический винт применяется в точных измерительных приборах (микроскоп, микрометр) и позволяет проводить измерения до сотых долей миллиметра. Микрометрический винт представляет собой стержень, снабженный точной винтовой нарезкой. Высота подъёма винтовой нарезки за один оборот называется шагом микрометрического винта. Микрометр (рис.4) состоит из двух основных частей: скоба В и микрометрический винт А. Микрометрический винт проходит через отверстия скобы с внутренней резьбой, против микрометрического винта на скобе имеется упор. На микрометрическом винте закреплен полный цилиндр (барабан) с делениями по окружности. При вращении микрометрического винта барабан скользит по линейной шкале, нанесенной на стебле.
Для того, чтобы микрометрический винт А передвинулся на 1 мм, необходимо сделать два оборота барабана С. Таким образом, шаг микрметриечского винта равен 0,5 мм. У того микрометра на барабане С имеется шкала, содержащая 50 делений. Так как шаг винта в =0,5 мм, а число делений барабана m =50, то точность микрометра
в/m = 0,5/50 = 1/100 мм (4)
Числовое значение измеряемого предмета находят по формуле
L = kв+ nв/m (5)
Длина измеряемого тела равно целому числу k мм масштабной линейки, n - деление нониуса, которое совпадает с любым делением масштабной линейки.
Измерение штангенциркулем и обработка результатов
измерения.
Штангенциркуль состоит из стальной миллиметровой линейки, с одной стороны, которая имеется неподвижная ножка. Вторая ножка имеет нониус и может перемещаться вдоль линейки. Когда ножки прикасаются, нуль линейки и нуль нониуса совпадает. Для того, чтобы измерить длину предмета, его помещают между ножками, которые двигают до соприкосновения с ножками предмета (без сильного нажима), и закрепляет винтом f. После этого делают отсчет по линейки и нониуса, вычисляют длину предмета по формуле (5).
Штангенциркулем измеряет высоту h и диаметр d цилиндра. Измерения производят следующим образом:
0. Цилиндр помещают между ножками В и Д штангенциркуля (слегка зажав ножки) и закрепляют винт.
1. измеряют длину, диаметр цилиндра и производят отсчет по шкале линейки числа целых k мм, расположенных слева от нулевого деления нониуса и числа делений n шкалы нониуса, совпадающего с любым делением шкалы масштабной линейки. По формуле (5) делают отсчет. Измерения повторить три раза, слегка поворачивая цилиндр между ножками.
2. Вычисляют абсолютные и относительные ошибки измерений. Результаты измерений и вычислений записывают в таблицу результатов.
| № | k (м) | n | h (м) | Dh (м) | 
| k (м) | n | d (м) | Dd (м) | 
|
| 1. | ||||||||||
| 2. | ||||||||||
| 3. | ||||||||||
| Сред. |
Измерение микрометром и обработка результатов измерений.
8. Измеряемый предмет (толстую проволку или металлическую пластинку) помещают между упором Е и концом микрометрического винта А.
9. Находят значения k и n по шкале стебля Д и барабана С. по формуле (5) производят отсчет искомых величин.
10. Измерения диаметра проволки повторяют не менее пяти раз в различных местах.
11. Вычисляют абсолютную и относительную погрешность. Результаты измерения и вычислений записывают в таблицу.
| № | k (м) | n | L (м) | DL (м) | 
| k (м) | n | h (м) | Dh (м) | 
| LTC (м) |
| 1. | |||||||||||
| 2. | |||||||||||
| 3. | |||||||||||
| 4. | |||||||||||
| 5. | |||||||||||
| Сред. |
Контрольные вопросы.
8 Что такое нониус? Как надо пользоваться с нониусом?
9 Для чего предназначен микрометр и штангенциркуль?
10 Расскажите принцип работы штангенциркуля?
11 Штангенциркуль чем отличается от микрометра?
12 Что называется шагом микрометра?
Лабораторная работа № 2
Поверка микрометра
Цель работы: изучить устройство и принцип действия микрометра; осуществить поверку микрометра.
|
|
Дата добавления: 2015-04-25; Просмотров: 7257; Нарушение авторских прав?; Мы поможем в написании вашей работы!