КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Роль статистических методов в обеспечении и контроле качества. Схемы Исикава. Диаграммы Парето
|
|
|
|
Под качеством объекта (продукции, процесса, услуги) понимают совокупность его характеристик, обеспечивающих необходимую степень удовлетворения предполагаемых потребностей пользователя этого объекта. Например, качество автомобиля характеризуется количеством пассажиров, скоростью (это показатели назначения), сроком службы (один из показателей надежности), расходом бензина (показатель экономичности), внешним видом (показатель эстетичности) и др.
Качество объекта закладывается и формируется практически на всех этапах его жизненного цикла: в процессе анализа рынка при выявлении спроса и требований потребителя, при проектировании и разработке продукции, при материально-техническом снабжении, при разработке технологических процессов и производстве продукции и т.д.
На результат выполнения каждого из этих этапов влияет множество различных факторов, и это приводит к вариабельности (изменчивости) свойств объекта. Например, для этапа производства изделия характерны вариации (колебания) свойств материала, нестабильность работы оборудования, различная квалификация и индивидуальные особенности работника, изменения окружающей среды (температура, влажность, вибрации) и другие факторы.
Теория вариабельности исходит из того, что все виды продукции и услуг, а также все процессы, в которых они создаются или преобразуются, подвержены вариациям — отклонениям от заданных значений.
Концепция управления качеством предполагает рассмотрение каждого этапа жизненного цикла изделия с позиций обеспечения и поддержания требуемого уровня качества. Вариабельность свойств объекта на различных этапах оказывает существенное влияние на его качество. Статистические методы позволяют проводить измерение и анализ вариаций с целью их сокращения, и таким путем обеспечивают снижение дефектности продукции до приемлемого уровня.
|
|
|
Стандарт ИСО утверждает, что правильное применение статистических методов имеет важное значение для проведения управляющих воздействий при анализе рынка, проектировании продукции, прогнозировании долговечности и срока службы, изучении средств регулирования процессов, определении уровней качества в планах выборочного контроля, оценке эксплуатационных характеристик, улучшении качества процессов, оценке безопасности и анализе рисков.
Используя статистические методы, можно своевременно выявлять проблемы, связанные с качеством: обнаружить нарушение процесса до того, как произошел выпуск дефектных изделий. В значительной мере статистические методы позволяют установить и причины нарушений.
Причины вариаций любых процессов могут быть разделены на две группы. Первая — это общие причины, связанные с производственной системой (оборудование, здания, сырье, персонал); соответствующую вариабельность нельзя изменить без изменения системы. Любые действия рядовых сотрудников — исполнителей в этой ситуации скорее всего только ухудшат положение. Вмешательство в систему почти всегда требует действий со стороны руководства — высшего менеджмента.
Вторая группа — специальные причины, связанные с ошибками оператора, сбоями настройки, нарушением режима. Ликвидацией этих причин занимается персонал, непосредственно участвующий в процессе. Это неслучайные причины - износ инструмента, ослабление креплений, изменение температуры охлаждающей жидкости, нарушение технологического режима. Такие причины должны быть изучены и могут быть устранены при настройке процесса, что и обеспечит его стабильность.
|
|
|
Управленческое решение принимается на основе мониторинга процесса и диагностики ситуации: сбор, обработка и анализ соответствующей информации проводится статистическими методами.
Системный подход к процедуре принятия решения — надо или не надо вмешиваться в процесс, а если надо, то на каком уровне (высший менеджмент или сотрудники — исполнители), основанный на теории вариабельности, называют статистическим мышлением. При этом речь идет не только о производственном процессе, но и о принятии решений на всех уровнях организации, как оперативных или тактических, так и стратегических.
В соответствии с формулировкой Американского общества качества статистическое мышление — это философия обучения и действий, основанная на следующих фундаментальных принципах:
• любая работа осуществляется в системе взаимосвязанных процессов;
• во всех процессах есть вариации;
• понимание и снижение вариаций — ключ к успеху.
Необходимо иметь в виду, что применение статистических методов в задачах управления качеством позволяет выявить проблемы и их причины, решение же этих проблем — задача специалистов в конкретной области: металлургии, автомобилестроении, химической или пищевой промышленности. Тем более важным является формирование статистического мышления и у таких специалистов.
Впервые системный подход к вопросам контроля качества промышленной продукции предложен в 1905 г. Ф. Тейлором (1856—1915), которого иногда называют «отцом научного менеджмента».
Система Тейлора устанавливает требования к качеству изделий в виде полей допусков (верхняя и нижняя границы контролируемого показателя), вводит измерительные инструменты — шаблоны, два типа калибров (проходной и непроходной). Впервые появляются профессиональные работники в области качества — инспекторы по качеству. Система мотивации предусматривает штрафы за дефекты, а также увольнение рабочего или перевод на другую работу. Основное достоинство этой системы - разработка механизма контроля конкретного изделия и разделение продукции на качественную и дефектную, что используется и в настоящее время.
Недостатки этой системы связаны со значительным увеличением штата контролеров, а также с созданием конфликтной ситуации вследствие противоположности интересов конструкторов, технологов и производственников. Еще один важный недостаток — обнаружение брака только при контроле готовой продукции. Существенно более важным было бы предупреждение появления дефектной продукции, а это возможно лишь при оперативном контроле производственных процессов.
|
|
|
Статистический контроль качества (Statistical Quality Control — SQC) — концепция, базирующаяся на систематическом применении методов математической статистики. Ее основы были заложены в 1924 г. в американской фирме Bell Telephone Laboratories.
Одним направлением использования статистических методов стал выборочный контроль готовой продукции (первые планы контроля были разработаны Г. Доджем и Г. Ромигом). Другое направление — обеспечение стабильности процессов на основе контрольных карт (и практически реализующее теорию вариабельности) — предложено У. Шухартом (1891—1967).
Идеи Шухарта были развиты Э. Демингом (1900-1994), который после второй мировой войны познакомил с ними руководителей предприятий Японии. Японские специалисты сумели адаптировать эти методы к использованию непосредственно на рабочих местах, упростив их настолько, чтобы ими мог пользоваться рабочий, не имеющий специальной математической подготовки. Эти «семь простых инструментов качества», как их часто называют, стали одним из главных объяснений «экономического чуда», когда качественные японские товары завоевали мировой рынок
К 50-м гг. прошлого столетия стало ясно, что качество не может быть обеспечено без участия в этой деятельности всего персонала предприятия. Начинается переход к системе всеобщего контроля качества (Total Quality Control — TQC), в которой, наряду со статистическими, основное внимание уделяется организационным методам в управлении качеством. Система предложена американским ученым А. Фейгенбаумом, но впервые внедрена в Японии и лишь позднее в модифицированном виде вернулась в США и Европу.
Особенности этой системы состоят в участии всех работников предприятия в управлении качеством, разделении ответственности за обеспечение качества, постоянном повышении квалификации в области качества всего персонала - от рабочего до генерального директора, стимулировании деятельности по обеспечению качества.
|
|
|
Распространение этой системы привело к некоторому снижению интереса к статистическим методам на Западе, но не в Японии: благодаря работам Г. Тагути эти методы распространяются на процессы разработки и проектирования продукции. Г. Тагути предложил учитывать потери качества, связанные не только с выходом значения контролируемого показателя за пределы допуска, но и с отклонением этого показателя от номинального значения, даже если это отклонение оказывается в пределах допуска. Им введены понятия о функции потерь качества, робастном (устойчивом к внешним воздействиям) проектировании. Для обеспечения минимума функции потерь и создания робастного продукта используются методы планирования эксперимента.
Система TQC ориентирована в первую очередь на производственные процессы. Тенденция выпуска продукции мирового класса привела в 80-х гг. к повышению внимания к процессам менеджмента на предприятии. Начала формироваться новая система всеобщего менеджмента качества (Total Quality Management— TQM). Концепция TQM предполагает постоянное совершенствование всех сторон деятельности предприятия для удовлетворения существующих и предполагаемых потребностей и ожиданий потребителя и общества в целом.
Стандарт определяет эту систему, как подход к руководству организацией, нацеленный на качество, основанный на участии всех ее членов и направленный на достижение долговременного успеха путем удовлетворения потребителя и выгоды для всех членов организации и общества.
В дополнение к принципам TQC в концепции TQM формируется политика компании, ее ценности и руководящие принципы, а также системы планирования качества, обеспечения качества, непрерывного улучшения качества.
Современные тенденции менеджмента качества нашли отражение в последней версии стандартов ИСО серии 9000. В них сформулированы восемь принципов менеджмента качества, один из которых — «Принятие решений, основанных на фактах. Эффективные решения основываются на анализе данных и информации». Сбор необходимой информации, ее обработка и анализ с целью принятия эффективных решений возможны только с использованием статистических методов.
Стремление к все более полному удовлетворению требований потребителя направлено на проведение постоянных улучшений. Необходимость снижения потерь привела к созданию новой концепции «шесть сигм». Обеспечение уровня дефектности лишь в три-четыре несоответствия на миллион изделий — эта тенденция к достижению мирового уровня качества не может быть реализована без активного применения всей совокупности современных статистических инструментов.
Причинно-следственная диаграмма или схема К.Исикава
Причинно-следственная диаграмма, или диаграмма причин и результатов, или «рыбий скелет», предложенная К. Исикавой, доказывает связь между показателем качества (следствием) и воздействующими на него факторами (возможными причинами дефектов).
Вначале выбирается показатель качества, который необходимо проанализировать, и определяются главные причины (главные факторы), влияющие на этот показатель («большие кости» на «рыбьем скелете»; см. рис. 1), Для каждой главной причины выявляются вторичные факторы, оказывающие на нее влияние средние кости»). Далее определяются третичные факторы (под-факторы, или причины), оказывающие влияние на вторичные факторы («мелкие кости»).
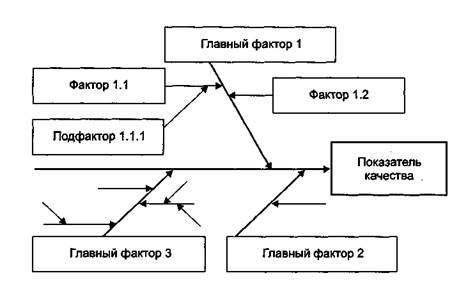
Рис. 1. Схема К.Исикава
При построении такой диаграммы эффективен метод «мозгового штурма», в котором участвуют все специалисты, связанные с обеспечением качества соответствующего объекта. При необходимости факторы могут быть проранжированы — определена (экспертно) доля влияния каждого фактора на результат.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 1199; Нарушение авторских прав?; Мы поможем в написании вашей работы!