КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология и оборудование
|
|
|
|
 На четырех рельсопрокатных заводах СССР к настоящему времени исторически сложились три различных вида технологии упрочняющей термической обработки рельсов по всей длине. Наибольшее количество рельсов подвергается объемной закалке в масле и последующему отпуску. Такая технология термической обработки принята на НТМК и КМК. На металлургическом заводе «Азовсталь» проводится поверхностная закалка рельсов с индукционного нагрева, а на ДМЗ — поверхностная закалка с объемного печного нагрева.
На четырех рельсопрокатных заводах СССР к настоящему времени исторически сложились три различных вида технологии упрочняющей термической обработки рельсов по всей длине. Наибольшее количество рельсов подвергается объемной закалке в масле и последующему отпуску. Такая технология термической обработки принята на НТМК и КМК. На металлургическом заводе «Азовсталь» проводится поверхностная закалка рельсов с индукционного нагрева, а на ДМЗ — поверхностная закалка с объемного печного нагрева.
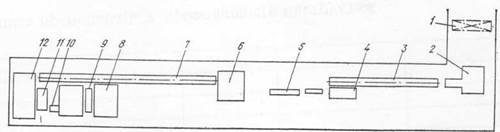
Рис. 36.6. Расположение оборудования в термическом отделении рельсобалочного цеха НТМК
Объемной закалке в масле подвергают 25-м рельсы первого сорта, прошедшие весь цикл производства, включая отделочные операции (фрезерование торцов и сверление болтовых отверстий).
Со склада нетермообработанных рельсов 1 (рис. 36.6) магнитными кранами их подают на загрузочный стеллаж рольганга 2 перед закалочной печью 3. Здесь рельсы комплектуют в пакеты по 11 —13 штук, которые каждые 6—8 мин подают в нагревательную печь тоннельного типа с верхним и нижним обогревом (ширина рабочей камеры 3 м, длина 185 м). Рельсы в положении на боку перемещаются в печи с помощью 560 приводных роликов.
Обогревают печь при помощи 520-ти инжекционных горелок, куда смесь коксового и доменного газов поступает под давлением 15 МПа.
Рабочее пространство печи состоит из семи зон, в каждой из которых автоматически поддерживается заданная температура. В первых пяти зонах происходит последовательный методический нагрев, в шестой — выравнивание температуры и необходимая выдержка, седьмая — зона выдачи. Специальными вытаскивающими устройствами через боковое окно рельсы (по одному) извлекают из печи, кантуют на подошву и устанавливают на рольганг 4 перед закалочной машиной 5.
|
|
|
Производительность печи ПО—120 т/ч. Температура в первой и второй зонах 750—780, в третьей и четвертой 800—830, в пятой — седьмой 840—860 °С. Продолжительность пребывания рельсов в печи 47—55 мин.
На НТМК перед загрузкой в закалочную машину каждый рельс проходит термическую правку концов. Сущность этой технологической операции заключается в подстуживании подошвы на обоих концах рельса с тем, чтобы повысить ее сопротивление пластической деформации и исключить коробление (изгиб в вертикальной плоскости), которое происходит за счет более быстрого охлаждения в масле подошвы по сравнению с массивной головкой. Длина зоны подстуживания 980 мм, время подстуживания7—9 с, охлаждают рельсы во-довоздушнойсмесью с помощью брызгала щелевой конструкции.
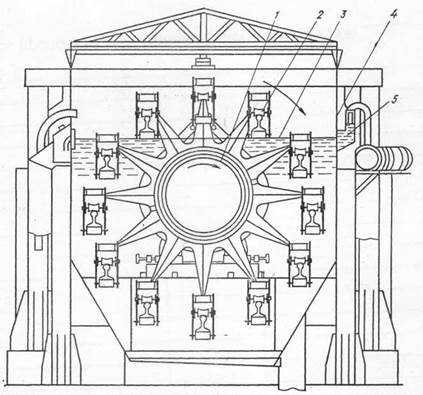
Закалочная машина состоит из пустотелого барабана длиной 28 м, вращающегося на двух роликовых опорах от привода через зубчатые венцы, посаженные на вал барабана. На барабане 1 смонтированы шесть 12-ти лучевых звездочек (рис. 36.7). На конце каждого луча-лопасти подвешены на подшипниковой опоре каретки с вмонтированными в них роликами 2, на которые подается рельс для закалки в то время, когда данный ряд кареток находится над уровнем масла 3. Каретка с рельсом под действием собственной массы находится в строго вертикальном положении, в котором и происходит погружение в масло. Барабан со звездочками и каретками установлен внутри бака 4, заполненного маслом, поступающим из резервуара через регулируемый щелевой затвор 5.
При повороте барабана на 30°, рельс погружается в масло, в котором он охлаждается в течение 5 мин. Маслоохладительная система обеспечивает поддержание постоянной температуры масла, которая не должна превышать 100 °С. После 10 циклов, соответствующих загрузке очередного рельса и поворота барабана на 30°, закаленный рельс снова оказывается под уровнем масла. Температура рельса при этом составляет 120—150 °С.
|
|
|
Извлеченные из закалочной машины рельсы на крытом стеллаже 6 (см. рис 36.6) комплектуются в пакеты по 12—17 штук и подаются в отпускную проходную печь 7 с роликовым подом.
Отпускная печь тоннельного типа состоит из 10 одинаковых зон: пяти нагревательных и пяти для выдержки при температуре отпуска. В каждой зоне помещается один пакет рельсов. Общая длина камеры печи составляет 260 м, ширина 3,7 м. Печь обогревается смесью коксового и доменного газов, которая сжигается в специальных камерах вне рабочего пространства печи. Для каждой зоны печи имеется своя камера сгорания, снабженная эксгаустером для подачи продуктов горения в печь и их циркуляции в зоне печи. Температура продуктов горения поддерживается не выше 580 °С. Температура в печи автоматически поддерживается в пределах: в первых трех зонах 350—400, в четвертой и пятой 400—450, в шестой — десятой зонах — 4504 = 15 °С. Продолжительность отпуска 2 ч.
После отпуска рельсы охлаждаются на холодильнике 12 и правятся в двух плоскостях на роликоправильных машинах 10, 11 и вертикальных правильных прессах 9. После этого рельсы поступают на инспекторские стеллажи 8, для контроля и приемки.
 Поверхностную индукционную закалку рельсов на заводе «Азовсталь» проводят на опытно-промышленном агрегате производительностью 150 000 т в год. Закаляют рельсы в упруго-изогнутом состоянии непрерывно-последовательным методом.
Поверхностную индукционную закалку рельсов на заводе «Азовсталь» проводят на опытно-промышленном агрегате производительностью 150 000 т в год. Закаляют рельсы в упруго-изогнутом состоянии непрерывно-последовательным методом.
Рис. 36.7. Поперечный разрез закалочной машины
Агрегат (рис. 36.8, 36.9) состоит из четырех параллельных ручьев, объединенных общей механической системой; он предназначен для одновременной закалки головок четырех рельсов. Механическая часть агрегата перемещает рельс в процессе закалки, создает предварительный упругий изгиб перед нагревом рельсов под закалку и сохраняет необходимую степень изгиба на всех стадиях нагрева и охлаждения. В задающих приводных роликах 1 (см. рис. 36.9) происходит упругий изгиб рельсов до радиуса 100 м и подача их под заданным углом в четыре ролика закалочной секции 2. С помощью этих роликов рельсы изгибаются до радиуса 25 м головкой наружу и проходят под индукторами 3, размещенными на подвижной раме, смонтированной на специальных подвесках.
|
|
|
В пяти роликах сохранения кривизны 4 рельсы удерживаются в изогнутом состоянии в процессе охлаждения. Точная регулировка степени изгиба рельсов в этих роликах имеет большое значение для обеспечения их прямолинейности после закалки. В выдающие ролики 5 принимаются рельсы, выходящие под определенным углом из роликов сохранения кривизны.
Электрическое оборудование агрегата включает установку с двумя машинными преобразователями мощностью 1500 кВт и закалочные индукторы. Рельс, проходящий по каждому ручью, нагревается индуктором, состоящим из шести секций. Нагретые рельсы охлаждаются водовоздушной смесью, охлаждающую способность которой регулируют путем изменения соотношения между воздухом и водой. В каждом ручье рельсы охлаждают с помощью пяти многосопловых форсунок длиной 50 см. Первые четыре форсунки расположены попарно под углом к головке рельса, а пятая — по оси головки. Форсунки имеют 10 водяных отверстий диаметром 2¾2,5 мм и 40 воздушных. Расход воды, подаваемой через форсунки в каждом ручье, составляет 12—15 л/мин.
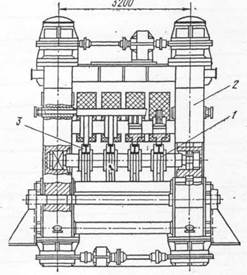 |
Рис. 36.8. Поперечный разрез опытно-промышленного агрегата для закалки рельсов с нагрева ТВЧ:
1 — направляющие ролики, 2 — станина, 3 — рельсы
Скорость перемещения рельсов 26—29 мм/с, мощность, подводимая к индукторам, 620— 630 кВт, частота 2500 Гц, напряжение на индукторах'450 В, зазор между индуктором и головкой рельсов 5—6 мм. Перед подачей в агрегат рельсы болтовыми накладками соединяются в непрерывную нить. Упруго изогнутый рельс ^поступает под индуктор, где в течение 120—130 с поверхность его головки нагревается до 980—1020 °С. При этом глубина металла, прогретого до температур выше 750 °С, составляет 20—25 мм. Затем нагретый участок рельса в течение 30—40 с подстуживается на воздухе до температуры 880—900 °С, а затем в течение 70—75 с охлаждается водовоздушной смесью до температуры 350—400 °С. После самоотпуска в течение 90 с до 430—480 °С происходит окончательное охлаждение рельсов водой. Сочетание изгиба, нагрева и охлаждения рельсов позволяет получить после данного способа термической обработки относительно прямые рельсы с короблением не более 25 мм у рельсов длиной 25 м. При превышении этой величины закаленные рельсы правятся на вертикальных правильных прессах. Проведенные исследования показали, что рельсы, закаленные с индукционного нагрева, можно не подвергать допол
|
|
|
 |
Рис.36.9. Продольный разрез опытно-промышленного агрегата для закалки рельсов с нагрева ТВЧ
нительному отпуску, поэтому он не предусмотрен в технологии термической обработки рельсов с нагрева ТВЧ.
Поверхностной закалке с объемного печного нагрева, в отличие от двух других способов термического упрочнения, подвергают рельсы, не прошедшие отделочных операций (фрезерование торцов), что облегчает затем получение рельсов стандартной длины с обычным допуском. Технология нагрева рельсов в печи не отличается от описанной выше при объемной закалке рельсов в масле. Нагретые рельсы в положении головкой вниз задаются в закалочную машину. которая состоит из 22 роликовых клетей, расположенных в одну линию на расстоянии 1 м одна от другой и струйных охлаждающих аппаратов между ними (рис. 36.10). Эти аппараты представляют собой коробки с отверстиями в крышках диаметром 4 мм, через которые на головку движущегося рельса подается вода, нагретая до температуры 35-50 °С.
Под головкой движущегося рельса образуется сплошная водяная ванна глубиной 35—50 мм и шириной 95—100 мм. В эту ванну последовательно поступает головка рельса, омываемая с трех сторон водой. В течение ряда лет конструкция охлаждающих аппаратов совершенствовалась таким образом, чтобы уменьшить, а затем и полностью исключить прерывистость в процессе охлаждения, связанную с наличием приводных роликов. За счет одностороннего коробления концы рельса погружаются в воду на 10—12 мм ниже, чем остальная часть рельса. В результате этого твердость на концах рельсов получается выше, чем по всей его длине.
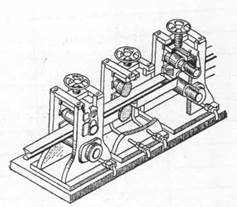 |
Рис. 36.10. Агрегат для поверхностной закалки рельсов с объемного нагрева
Скорость движения рельсов в закалочной машине составляет 667—750 мм/с в зависимости от типа рельса.
При прохождении рельса через закалочную машину подошва, шейка и нижняя часть головки охлаждаются на воздухе, т. е. проходят нормализацию. Большой запас тепла, аккумулированного в этих элементах профиля рельса, обеспечивает протекание (после закалки) самоотпуска в головке, температура в которой повышается до 450—500 °С.
После самоотпуска остывающий рельс из-за разницы температур в головке и подошве изгибается выпуклостью на головку. Чтобы предотвратить такую деформацию, рельс подвергается изгибу в гибочной машине (рис. 36.11) в обратную сторону, т. е. выпуклостью на по дошву. Гибочная машина представляет собой систему выдвижных валов, вмонтированных в станину, и неподвижную опору.: После поступления рельса на рольганг гибочной машины давлением двух пневматических цилиндров на концы рельса производится изгиб вокруг неподвижного упора со стрелой прогиба, подобранной эмпирически так, чтобы конечное искривление рельса после остывания было минимальным. После 6—10 с выдержки рельса в изогнутом состоянии его подают на холодильник для полного остывания и последующей правки на роликоправильной машине.
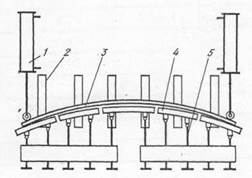 |
Рис. 36.11. Гибочная машина:
1 — пневматическое нажимное устройство, 2 — рольганг, 3 — рельс, 4 — упор,
5 — винты для изменения радиуса упора
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 2009; Нарушение авторских прав?; Мы поможем в написании вашей работы!