КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Жесткий задник, 8 — геленок, 9 — стелька, 10 — простилка 1 страница
|
|
|
|
Детали верха обуви защищают стопу от повреждений и оказывают существенное влияние на формирование эстетических свойств готовой обуви. К основным наружным деталям верха обуви относятся:
♦ голенище — деталь сапога, закрывающая голень, иногда часть ее или бедро;
♦ перед — деталь сапога, закрывающая пальцы и тыльную поверхность плюсны стопы;
♦ берцы — деталь, закрывающая тыльную поверхность пя- точно-геленочной части стопы, иногда в части голени;
♦ союзка — деталь, закрывающая тыльную поверхность плюсны стопы и область пальцев;
♦ носок — деталь, закрывающая тыльную поверхность пальцев стопы;
♦ задинка — деталь, закрывающая пяточную часть стопы;
«задний наружный ремень — деталь для укрепления заднего шва заготовки, которая может одновременно служить карманом для размещения задника;
♦ прошва — деталь сапога в виде полоски материала, расположенная между задними краями голенища, для повышения прочности и водостойкости шва;
♦ язычок — деталь, расположенная под передней частью берцев для предохранения стопы от повреждения блочками и давления шнурками;
♦ надблочник — деталь, предназначенная для повышения прочности прикрепления блочек и крючков к Герцам, либо выполняющая декоративные функции.
К внутренним деталям верха относятся:
♦ подкладка обуви — комплект деталей для повышения гигиенических, теплозащитных свойств, формоустойчивости и изоляции ноги от швов наружных деталей верха;
♦ футор — деталь сапога, по форме и размерам соответствующая голенищу;
♦ поднаряд — деталь сапога, по форме и размерам соответствующая переду;
♦ подшивка — деталь сапога, по форме и размерам соответствующая верхней части голенища;
|
|
|
♦ штаферка — деталь для укрепления верхнего канта заготовки;
♦ задний внутренний ремень — деталь для укрепления заднего шва;
♦ подблочник — деталь для повышения прочности закрепления блочек и крючков, для придания стойкости берцам передней части;
♦ карман заготовки — деталь, расположенная в пяточной или носочной части заготовки, для размещения задника или подноска.
К промежуточным деталям верха относятся:
♦ межподкладка — комплект деталей для повышения формоустойчивости обуви;
♦ боковинка — деталь, расположенная в геленочно-пучко- вой части, для повышения формоустойчивости обуви;
♦ межподблочник — деталь, служащая для повышения прочности прикрепления блочек к деталям верха;
♦ жесткий задник — деталь, служащая для сохранения формы пяточной части обуви;
♦ жесткий подносок — деталь, служащая для сохранения формы носочной части обуви.
Детали низа защищают стопу от нежелательного действия грунта в процессе носки обуви. К наружным деталям низа обуви относятся:
♦ подошва — деталь, расположенная под всей плантарной поверхностью стопы;
♦ подметка — деталь, по форме и размерам соответствующая носочно-пучковой части подошвы, служащая для продления срока службы подошвы;
♦ накладка — деталь с рифлением, по форме и размерам соответствующая носочно-пучковой части или всей поверхности подошвы, для повышения фрикционных, теплозащитных свойств и продления срока службы подошвы;
♦ каблук — деталь для подъема пяточной части стопы на определенную высоту;
♦ набойка — деталь, прикрепляемая к набоечной поверхности каблука или пяточной части подошвы;
♦ несущий рант — деталь, к которой прикрепляют подошву или подложку в обуви рантовых методов крепления;
♦ накладной рант — деталь, повышающая прочность шва, который соединяет заготовку верха с подошвой;
|
|
|
♦ декоративный рант — деталь в виде полоски для улучшения внешнего вида обуви.
К внутренним деталям низа относятся:
♦ основная стелька — деталь, к которой прикрепляют затяжную кромку заготовки верха и детали низа обуви;
♦ рантовая стелька — основная стелька, имеющая губу, к которой прикрепляют затяжную кромку заготовки верха и рант при рантовом методе крепления подошвы;
♦ полу стелька — внутренняя или промежуточная деталь, по форме и размерам соответствующая пяточно-геленочной части основной стельки;
♦ вкладная стелька — деталь, предназначенная для выравнивания следа внутри обуви, улучшения ее гигиенических свойств.
К промежуточным деталям низа относятся:
♦ обводка — деталь в виде полоски из кожи и искусственных материалов, прикрепляемая по краю неходовой поверхности подошвы и обеспечивающая плотное прилегание ее к следу затянутой обуви;
♦ подложка — внутренняя или промежуточная деталь, по форме и размерам соответствующая подошве, служащая для повышения прочности и улучшения гигиенических и теплозащитных свойств низа обуви;
♦ платформа — деталь, соответствующая носочно-пучковой части подошвы или всей ее поверхности;
♦ жесткий подпяточник — деталь, соответствующая форме пяточной части основной стельки, для повышения прочности крепления каблука;
♦ мягкий подпяточник — деталь, расположенная в пяточной части под вкладной стелькой, полустелькой или подпяточником, для улучшения комфортности стопы;
♦ геленок — деталь для формоустойчивости геленочной части низа обуви (стальной геленок называют супинатором);
♦ простилка — деталь, заполняющая пространство, ограниченное краями затяжной кромки следа затянутой обуви;
♦ кранец — деталь в форме подковки, прикрепляемая по краю верхнего флика наборного каблука, для плотного прилегания каблука к подошве.
Технология обувного производства. Технологический процесс производства кожаной обуви включает следующие операции (рис. 5.7): приемку материалов и подбор производственных партий; раскрой обувных материалов; обработку деталей низа и верха обуви; сборку заготовок верха обуви; формование заготовок верха обуви; прикрепление низа обуви; отделку обуви.
|
|
|
Приемка материалов и подбор производственных партий. При поступлении обувных материалов в цех проверяют их соответствие с накладной по количеству, площади, сорту и подбирают в производственные партии, однородные по назначению, плотности, толщине, ширине, площади и цвету, проводят входной контроль качества материалов.
Раскрой обувных материалов. Цель раскроя — получение из обувного материала путем вырезания или вырубания деталей для изготовления обуви. Способ раскроя зависит от вида материала.
Натуральные кожи для верха и низа обуви раскраивают на штамповочных прессах и вручную с помощью стальных резаков. Раскрой натуральных кож отличается особой сложностью, так как они характеризуются разной толщиной на отдельных топографических участках, наличием пороков в большей или меньшей степени. Это вынуждает применять индивидуальный (каждую кожу в отдельности), дифференцированный по площади раскрой. Наиболее ответственные детали (носок, союзку и др.) выкраивают из чепрачных участков кож, а из периферийных (воротков, пол и др.) — менее ответственные, второстепенные детали. При раскрое стремятся как можно полнее и экономнее использовать всю площадь материала. Разработаны специальные схемы раскроя кож, применение которых позволяет сократить отходы кож и получить высокий коэффициент их использования.
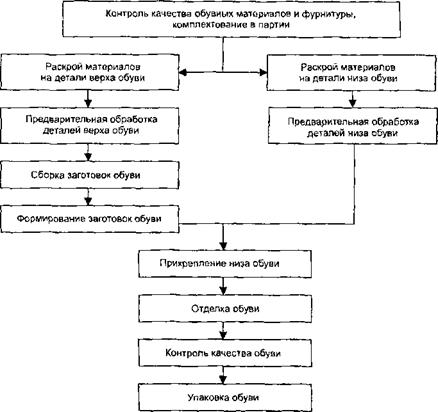 Рис. 5.7.Схема производства кожаной обуви
Рис. 5.7.Схема производства кожаной обуви
|
Для мягких искусственных кож и текстильных материалов, отличающихся более однородными физико-механическими свойствами, одинаковой толщиной по всей площади, цветом, строго определенной шириной и длиной, применяется многослойный раскрой электрическими машинами с ленточными ножами.
Отдельные детали обуви из резины, пластмасс, картона поступают на обувные предприятия в готовом виде.
Обработка деталей верха и низа обуви. Выкроенные из плоских материалов детали подвергают предварительной обработке с целью подготовки их к скреплению между собой, улучшения механических свойств, ускорения процесса пошива обуви. Детали верха и низа обуви нроходят различную предварительную обработку.
|
|
|
Обработка деталей верха включает следующие операции: клеймение, спускание края, обработку видимого края деталей, наклеивание межподкладки, декорирование (украшение) деталей, формование жестких задников и подносков.
Клеймение — это нанесение на определенные участки деталей верха и низа обуви маркировочных данных (номера партии, модели, даты выпуска и др.) для правильного подбора деталей в комплект перед сборкой их в заготовку. Клеймение необходимо для учета деталей и торгового различия обуви.
Спускание края деталей производится путем уменьшения толщины всех краев деталей верха, за исключением краев под затяжку. В результате край легко загибается, и по линии шва не образуется грубый рубец.
Обработка видимого края деталей проводится для улучшения внешнего вида обуви. В зависимости от вида обуви, ее назначения, материала применяют различные способы обработки краев деталей: окрашивание, обжиг, окантовку или загибку.
Упрочнение деталей верха производят путем наклеивания на их внутреннюю сторону межподкладки. Эта операция применяется обычно при использовании для верха тонких и тягучих видов хромовых кож. Межподкладка повышает прочность и формоустойчивость верха обуви.
Украшение деталей выполняют перфорацией, трафаретным нанесением рисунка, выполнением линейных и накладных элементов декора и др. Перфорация — наиболее распространенный способ украшения деталей в виде сквозных отверстий разного диаметра и формы, пробиваемых на деталях (более крупные отверстия различной формы называют просечками). Отверстия могут входить в рисунки или создавать перфорированные цепочки. Линейный декор выполняют отсечками (фигурными вырезами) деталей по краям; декоративными (ажурными) строчками; рельефными строчками в виде двух параллельных строчек со шнуром, подложенным под материал; кантами (полоски кожи или ткани для обшивания краев деталей заготовки); бейками (узкие полоски материала, настроченные на заготовку); бизиками (полоски материала для вшивания между краями деталей заготовки); продержками (ленточки из кожи или ткани, продернутые в прорези деталей и образующие пунктирные линии) и др. Накладной декор выполняют закрепляемыми на деталях бантами, кнопками, декоративной фурнитурой, накладками (фигурными выкройками из кожи) и др. Тонирование достигается распылением краски на детали, тиснение — получением рисунка на деталях методом горячего прессования.
Формование жестких задников и подносков облегчает выполнение последующих технологических операций сборки и скрепления деталей обуви, ее формообразования, а также повышает формоустойчивость обуви в эксплуатации. Указанные детали обрабатывают на прессах, где им придают форму соответствующей части колодки — ее пятки или носка. Жесткие задники и подноски из искусственных материалов обрабатывают с учетом свойств этих материалов.
Обработка деталей низа (клеймение, выравнивание толщины, формование деталей, обработка стелек, подошв и др.) зависит от метода крепления подошвы, вида детали и материала, из которого она изготовлена.
Выравнивание по толщине подошв и стелек проводят с целью получения однородных деталей в паре и облегчения сборки обуви на потоке. Толщину выравнивают срезанием избыточной части материала или уплотняют кожаные детали на специальных валичных прессах.
Формование деталей низа (подошв, стелек и др.) облегчает процесс сборки, увеличивает срок носки и улучшает внешний вид обуви. В результате формования детали приобретают профиль, соответствующий поверхности колодки.
Обработка стельки варьируется в зависимости от ее конструкции и метода крепления подошвы. Тонкие стельки дублируют, упрочняют полустелькой, соединяют с теленком и утоняют в пучковой части для увеличения гибкости обуви. На поверхности стельки для рантовой обуви образуют по краю губу, к которой пришивают рант вместе с затяжной кромкой заготовки.
Обработка подошвы осуществляется разными методами в зависимости от материала подошвы, высоты каблука, метода крепления. Кожаные и резиновые подошвы при клеевых методах крепления подвергают шершеванию; в результате поверхность подошвы взъерошивается, что в дальнейшем обеспечивает более прочное склеивание деталей. Обработку и отделку уреза (торцевую поверхность) кожаных подошв проводят на специальных машинах. Обработка включает фрезерование, уплотнение, окраску и горячее полирование.
Сборка заготовок верха обуви. Сборка деталей верха в заготовку заключается в том, что отдельные наружные, внутренние и промежуточные детали верха соединяются в единое целое. Выбор крепителей и последовательность технологических операций сборки заготовок зависит от вида и конструкции верха обуви, количества деталей и свойств материалов. Как правило, заготовки скрепляют ниточными швами на швейных машинах, возможна сборка заготовок путем склеивания деталей или их сваривания токами высокой частоты (для деталей из искусственных и синтетических кож).
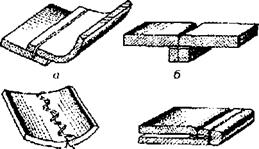
Ниточные швы подразделяют: по количеству ниток в строчке — на однониточные, двухниточные и трехниточные; по количеству строчек — на однорядные, двухрядные и многоряд- ные; по способу наложения деталей — на настрочные, тачные, переметочные выворотные (рис. 5.8, a—г).
 в г
Рис. 5.8. Виды швов: и — настрочной; б — тачной; в — переметочный; г — выворотный
в г
Рис. 5.8. Виды швов: и — настрочной; б — тачной; в — переметочный; г — выворотный
|
Настрочной шову выполняемый наложением изнаночной стороны одной детали на лицевую сторону другой с последующим прострачиванием, является самым прочным, а поэтому применяется для соединения союзки с носком, союзки с берца- ми и задинками, голенищ сапог с передами и наружными ремнями. Выполняют такой шов в одну, две или три строчки, что влияет на прочностные и эстетические свойства обуви.
Тачной шов скрепляет детали, наложенные одноименными сторонами — лицевыми или изнаночными, затем сшитые детали развертывают на 180° и образовавшееся утолщение разглаживают или расстрачивают. Тачным швом соединяют задние края берцев, задинок, голенищ. Для повышения прочности шов усиливают прошвой, бизиком, внутренним или наружным ремнем.
Переметочный шов отличается зигзагообразной строчкой, скрепляющей края расположенных встык деталей; этот шов менее прочен, но эластичен, не дает утолщения в месте соединения деталей, исключает припуски под строчку; его применяют для соединения тех же деталей заготовки, что и тачным швом. Для защиты от разрушения шов упрочняют настрочными деталями.
Выворотный шов наиболее сложен и используется преимущественно для скрепления подкладки с наружными деталями по верхнему краю. Детали соединяют, складывая лицевыми сторонами, и сшивают по краю тачным швом на расстоянии
3— 4 мм от верхнего края детали. Затем их разворачивают на 360° лицевыми сторонами наружу. Верхний край после сколачивания укрепляют одной строчкой. Основное преимущество выворотного шва по сравнению с другими швами — гладкость верхнего контура заготовки.
Кроме швов, скрепляющих детали, при сборке заготовок применяют обметочный шов, которым отделывают язычки, петли, детали из фетра, сукна и прочее, закрепочный шов для укрепления деталей заготовки, декоративный шов.
Собранная заготовка должна соответствовать чертежу модели и требованиям нормативно-технической документации. Соединительные швы должны быть прочными и эластичными, выдерживать нагрузки при формовании обуви и в процессе ее носки. Швы являются элементом украшения, поэтому нитки шва должны быть хорошо утянутыми, строчки ровными, без обрывов ниток и пропуска стежков, цвет ниток — соответствующим цвету деталей верха. Располагают швы на определенном расстоянии и параллельно краю деталей.
Наряду с ниточными швами сборка заготовки может осуществляться клеевыми, клеесварными соединениями, методом сварки деталей. Склеивают детали в специальных прессах. Детали из термопластичных материалов соединяют сваркой без дополнительных крепителей, используя контактно-тепловые или высокочастотные методы. Сварку совмещают с вырубанием и тиснением деталей, имитируя на них швы, перфорацию и некоторые рисунки декора.
Сущность формования заготовок верха обуви состоит в придании плоским деталям заготовки пространственной формы, определяемой размерами и формой затяжной колодки. В зависимости от прилагаемых растягивающих усилий способы формования делят на три группы: внешнего формования, внутреннего формования, комбинированные.
Способы внешнего формования основаны на приложении растягивающих усилий извне. Стельку накладывают лицевой поверхностью на след колодки и прикрепляют, затем одевают увлажненную (из натуральных кож) или нагретую (из искусственных материалов) заготовку и производят обтяжку и затяжку заготовки, закрепляя затяжную кромку на стельке при помощи тексов, скоб или клея.
Способы внутреннего формования основаны на применении растягивающих усилий изнутри заготовки. Формование осуществляется раздвижными, разъемными или сочлененными колодками. Внутреннее формование повышает производительность труда, сокращает затраты материалов верха, однако обувь не всегда достаточно формоустойчива, так как материал верха вытягивается в меньшей степени, чем при способах внешнего формования. Этот способ используется при изготовлении обуви литьевого и строчечно-литьевого методов крепления низа.
При комбинированном способе формования растягивающие усилия прикладываются как извне, с помощью клещей, так и изнутри, за счет изменения размеров раздвижной колодки.
К операциям, завершающим формование заготовки на колодках, относятся: горячее формование пяточной и носочной частей заготовки, разглаживание и сушка обуви. В процессе сушки производится окончательное закрепление формы обуви. Режимы сушки устанавливают в зависимости от свойств материалов верха, низа, промежуточных деталей и вида обуви.
Прикрепление низа обуви завершает создание конструкции изделия и осуществляется различными методами. Способы крепления каблука определяются применяемыми крепителями, материалом и высотой каблука. Методы крепления подошвы обусловлены не только подошвенными крепителями (клеевые пленки, нитки, гвозди, винты и др.), но и схемой крепления подошвы с верхом при использовании других деталей низа (стельки, ранта, подложки, платформы и др.).
Все методы крепления подошв к верху обуви подразделяют на три группы: химические (клеевой, горячей вулканизации, литьевой); механические, включающие ниточные (сандальный, доппельный, рантовый, втачной и др.), штифтовые
(гвоздевой, шпилечный, винтовой); комбинированные (строчечно-клеевой, сандально-клеевой, рантово-клеевой и др.).
Химические методы крепления нашли наибольшее распространение в современном обувном производстве, что связано с общим направлением его химизации. Доля химических методов достигает 80 %. Они широко применяются для изготовления обуви различных видов и назначения. Этими методами можно крепить подошвы из кож, резины и других материалов. Преимущества химических методов крепления обусловлены простотой выполнения по сравнению с ниточными, комбинированными методами; возможностью механизации и автоматизации производства; высокой производительностью (табл. 5.1); возможностью выпуска обуви широкого ассортимента.
Таблица 5.1
Средние коэффициенты трудоемкости изготовления обуви
разных методов крепления
|




 Обувь, изготовленная с использованием клеевого метода крепления (рис. 5.9, а—в), отличается высокими потребительскими свойствами, малой массой (за счет отсутствия металлических крепителей, малой толщины стельки и подошвы), высокой долговечностью и ремонтопригодностью.
Обувь, изготовленная с использованием клеевого метода крепления (рис. 5.9, а—в), отличается высокими потребительскими свойствами, малой массой (за счет отсутствия металлических крепителей, малой толщины стельки и подошвы), высокой долговечностью и ремонтопригодностью.
Благодаря отсутствию проколов в подошве и наличию клеевой пленки, не пропускающей влагу по ходовой поверхности и в месте крепления кромки заготовки верха и подошвы, обувь отличается высокой водостойкостью. Сравнительно тонкий урез подошвы придает обуви гибкость, высокие эстетические свойства, изящный внешний вид.
При клеевом методе крепления кромку заготовки прикрепляют тексами или клеем к основной стельке, затем ее взъерошивают. Углубление между краями затяжной кромки заполняют простилкой или теленком, кромку равномерно покрывают клеем и приклеивают подошву.
Недостатком клеевого метода является необходимость взъерошивания затяжной кромки, что ослабляет кожу, ограничивает возможность применения тонких кож, при взъерошивании может быть поврежден лицевой слой кожи выше затяжной кромки.
Прочность крепления подошвы определяется качеством подготовки подошвы перед склеиванием, длительностью выдерживания обуви в прессах, видом клея. Прочность клеевого крепления подошвы нормируется стандартами.




 Метод горячей вулканизации применяют для изготовления всех видов обуви с подошвой из резины. Сущность метода заключается в том, что сырая невулканизированная резиновая смесь при высокой температуре (до 170—200 °С) и под давлением формуется в пресс-форме, вулканизируется и прикрепляется к затяжной кромке затянутого верха обуви (рис. 5.10, а—в).
Метод горячей вулканизации применяют для изготовления всех видов обуви с подошвой из резины. Сущность метода заключается в том, что сырая невулканизированная резиновая смесь при высокой температуре (до 170—200 °С) и под давлением формуется в пресс-форме, вулканизируется и прикрепляется к затяжной кромке затянутого верха обуви (рис. 5.10, а—в).
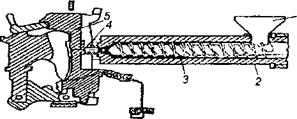 Рис. 5.11. Схема процесса литья пластиката под давлением;
Рис. 5.11. Схема процесса литья пластиката под давлением;
|
1 — бункер литьевой машины; 2—цилиндр; 3— шнек; 4 — сопло цилиндра; 5—камера пресс-формы
Сущность метода состоит в отливке низа обуви или целиком всей обуви из термопластичных и термореактивных пластмасс (непористого и пористого ПВХ-пластиката, пористого и непористого дивинилстирольного ТЭП, полиуретанового ТЭП) или сырых резиновых смесей (на основе нитрильного каучука, бу- тилкаучука и др.). Литье резиновых смесей из-за необходимости их вулканизировать представляет большие трудности, но позволяет получить подошвы с высокой морозостойкостью.
Литьевой метод используется для изготовления повседневной, спортивной, в ряде случаев модельной обуви. Метод приемлем для мужской обуви, некоторых видов детской и женской обуви.
Разновидностью литьевого является способ с использованием жидких полиэфируретановых композиций, который получил название «жидкое формование». При этом методе в одном процессе совмещается синтез и переработка полимера. Метод обеспечивает изготовление низа обуви с требуемыми физи- ко-механическими свойствами, прочное соединение его с затянутой на колодку заготовкой без применения клея. В отличие от метода горячей вулканизации и литья, «жидкое формование» позволяет не только объединять многие операции по изготовлению низа обуви и прикреплению его к заготовке, но и исключать из производственного цикла технологические процессы, связанные с получением синтетических полимерных материалов и их дополнительной переработкой на заводах или в специализированных цехах.
Этим методом можно изготовлять легкую и гибкую обувь всех видов и назначений, в том числе спортивную, бытовую,
производственную, специальную. Полученный низ характеризуется высокой износоустойчивостью, хорошими теплозащитными свойствами, высокой масло- и бензостойкостью.
Ниточные методы крепления широко применяются при изготовлении обуви разного назначения на кожаной и резиновой подошве. Скрепление при этом осуществляется ниточным швом льняными или синтетическими нитками. Для предохранения от разрушающего действия воды и пота, повышения прочности и облегчения утяжки нитки пропитывают расплавленным варом или полимерной смолой. Прочность ниточного крепления подошвы зависит от плотности, толщины и вида скрепляемых материалов, влажности подошвы, прочности ниток, частоты строчки, степени утяжки стежков и др.
Технология производства ниточных способов различна. Используют прошивной, выворотный, рантовый, сандальный, доппельный (полусандальный) и другие методы крепления низа обуви.
Сандальный метод применяется для изготовления легкой обуви упрощенной конструкции, преимущественно сандалий.
 Это наиболее простой по технологии метод крепления низа. Подошву крепят к отогнутой наружу затяжной кромке заготовки совместно с наложенным со стороны верха узким рантом (рис. 5.12). Подкладка в союзочной части и основная стелька отсутствуют. Для изготовления обуви с подкладкой применяют доппельный методу при котором затяжную кромку заготовки до пяточной части отгибают наружу и прикрепляют к ней ниточным швом подошву с наложенным на нее накладным рантом (рис. 5.13, а, б).
Это наиболее простой по технологии метод крепления низа. Подошву крепят к отогнутой наружу затяжной кромке заготовки совместно с наложенным со стороны верха узким рантом (рис. 5.12). Подкладка в союзочной части и основная стелька отсутствуют. Для изготовления обуви с подкладкой применяют доппельный методу при котором затяжную кромку заготовки до пяточной части отгибают наружу и прикрепляют к ней ниточным швом подошву с наложенным на нее накладным рантом (рис. 5.13, а, б).
Пяточную часть крепят гвоздями наглухо. Подкладку загибают на основную стельку и приклеивают к ней. Обувь доппель- ного метода крепления по сравнению с рантовым отличается легкостью, гибкостью, однако имеет меньшую износостойкость. Процесс изготовления обуви характеризуется малой трудоемкостью.
Особенность изготовления обуви с применением рантового метода заключается в использовании стельки с губой. К губе стельки однониточным швом на рантовшивной машине крепят затяжную кромку заготовки и основной рант (рис. 5.14, а, б).
1 — заготовка; 2 — стелька; 3 — простил ка; 4 — подошва; 5— губа стельки; 6—

 основной рант; 7 — швы
основной рант; 7 — швы
Стежки рантового шва располагаются в плоскости, параллельной плоскости подошвы, таким образом, что во время носки рантовый шов испытывает сравнительно небольшие напряжения, поэтому нарушение шва происходит очень редко. После того как рант пришит к губе стельки, образованное ею углубление заполняют простилочными материалами (войлоком, картоном и т.п.). Затем накладывают подошву и приступают к ее скреплению с рантом, которое производится на подошвоприкрепительной машине. Обувь этого метода крепления имеет открытую или закрытую порезку подошвы. Рант может быть круговой или доходить только до пяточной части.
Обувь, изготовленная с использованием рантового метода, отличается своеобразным, красивым внешним видом за счет ниточного шва, прикрепляющего подошву к ранту, обработанного выступающего уреза ранта и подошвы. Конструкция обуви обеспечивает возможность ее ремонта без нарушения стельки и существенного изменения внешнего вида.
Выворотный метод получил свое название из- за того, что скрепление подошвы с заготовкой производится в вывернутом а состоянии (рис. 5.15, а, б).
 На след колодки закрепляют подошву бахтармя- ной стороной наружу и затягивают на колодку вы- б вернутую наизнанку заготовку. Затяжную кромку заготовки скрепляют Рис- 5.15. Выворотный метод крепления:
На след колодки закрепляют подошву бахтармя- ной стороной наружу и затягивают на колодку вы- б вернутую наизнанку заготовку. Затяжную кромку заготовки скрепляют Рис- 5.15. Выворотный метод крепления:
клеем с подошвой по все- а — разрез обуви; б — схема крепления: 1 — му периметру и, захваты- заготовка, 2 — ниточный шов, 3 — подошва вая 1/2—1/3 толщины подошвы, прошивают на машине.
После скрепления заготовки с подошвой обувь снимают с колодки и выворачивают. Внутрь обуви вкладывается стелька. Обувь этого метода крепления характеризуете достаточно высокими эргономическими свойствами: гибкостью, мягкостью и
 небольшой массой. Применяют этот метод при изготовлении комнатных и спортивных туфель, чувяк.
небольшой массой. Применяют этот метод при изготовлении комнатных и спортивных туфель, чувяк.
 Технология прошивного метода заключается в следующем (рис. 5.16). Заготовку верха наглухо затягивают на стельку. Затем на прошивной машине подошву, заготовку и стельку прошивают насквозь. В подошве с ходовой стороны шов затягивается в желобок (порезку). На основной стельке он прикрывается вклеенной стелькой.
Технология прошивного метода заключается в следующем (рис. 5.16). Заготовку верха наглухо затягивают на стельку. Затем на прошивной машине подошву, заготовку и стельку прошивают насквозь. В подошве с ходовой стороны шов затягивается в желобок (порезку). На основной стельке он прикрывается вклеенной стелькой.
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 1885; Нарушение авторских прав?; Мы поможем в написании вашей работы!