КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пример расчета и выбора посадок для цилиндрических соединений
|
|
|
|
Дано: Æ14 Smax=375 мкм, Smin=133 мкм сН (система отверстия)
Определяем допуск зазора: TS=Smax-Smin=357-133=224 мкм.
Число единиц допуска: аср=  =
=  =103,7, i=1,08 (табл. 2, приложение А).
=103,7, i=1,08 (табл. 2, приложение А).
Определяем квалитет: 11, TD=Td=100 мкм (табл.1, приложение А).
Определяем шероховатость: RzD=Rzd=0,125Тd=0,125×110=13,75 мкм.
Определяем предельные технологические зазоры:
Sт(max)=Smax-1,4×(RzD+Rzd)=357-1,4(13,75+13,75)=318,5 мкм.
Sт(min)=Smin-1,4×(RzD+Rzd)=133-1,4(13,75+13,75)=94,5 мкм.
Назначаем стандартную посадку Æ14  .
.
Определяем предельное отклонение Æ14 
Cтроим схему расположения полей допусков (рис. 9.1).
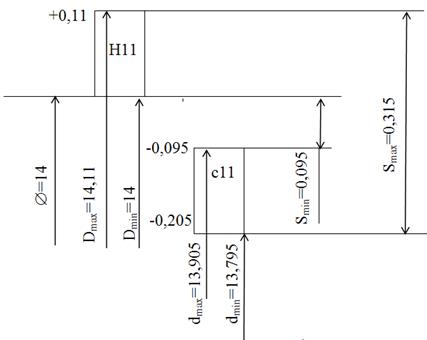
Рис.9.1 - Схемы расположения полей допусков (размеры в мм)
Если условия Smaxстанд <Sт(max); 315<318,5; Sminстанд >Sт(min) ; 95>94,5.
соблюдаются, то посадка выбрана, верно.
Уточняем шероховатость поверхности вала и отверстия:
Rzd=0,125Тd=0,125×110=13,75 мкм, RzD=0,125ТD=0,125×110=13,75 мкм.
Значения высоты неровностей профиля по ГОСТ 2789-73:
Rzd=12,5 мкм, RzD=12,5 мкм.
Назначаем завершающий технологический процесс: вал-точение чистовое, отверстие – растачивание чистовое.
Задание 10
Стандартизация норм точности зубчатых сопряжений.
Цель задания
Ознакомится с контролируемыми параметрами зубчатого колеса, научиться вычислять длину общей нормали и ее допуск, заполнять таблицу параметров зубчатого колеса.
Исходные данные
Дано: зубчатое колесо модуль m= 3 мм, число зубьев z = 45 (табл. 10.1, рис. 10.1).
Таблица 10.1
Таблица параметров зубчатого соединения
 Модуль Модуль
| m | 3 мм | ||||
| Число зубьев | z | |||||
 Нормальный исходный контур смещения Нормальный исходный контур смещения
| ГОСТ 1643-81 | |||||
| Коэффициент смещения | X | |||||
сопряжения, боковой зазор | 8-В-ГОСТ 1643-81 | |||||
| Постоянная: хорда |  Sc Sc
| 1,387m | ||||
| Высота до постоянной хорды | hc
| 0,7476m | ||||
Длина общей нормали
| W | 
| ||||
| Делительный диаметр
| d |
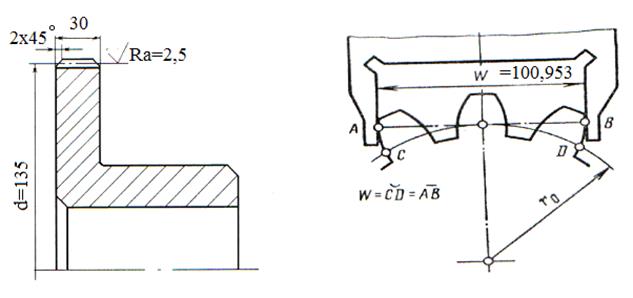
Рис. 10.1 - Рабочий чертеж зубчатого колеса. Длина общей нормали
Методические указания
Заполняем таблицу параметров зубчатого колеса, по формуле вычисляем длину общей нормали. Согласно ГОСТ 1643-81 (табл.11, приложение А) по делительному диаметру d=m×z=3×45=135 мм и модулю m=3 мм находим Fr = 63 (норма кинематической точности). По табл. 12 прил. А находим норму бокового зазора – Ews = -140 мкм, а по табл. 13 прил. А - допуск Tw = 140 мкм. Вычерчиваем схему расположения поля допуска общей нормали (рис. 10.2).
Общей нормалью называют прямую, соединяющую точки касания двух разноименных профилей с охватывающими их параллельными касательными к ним плоскостям. Длина общей нормали для прямозубых колес:
Wн=m×[1,476×(2n-1)+0,387z] =3[1,476×(2×6-1) +0,387× 45]=100,953
где n - число охватываемых зубьев; n=z/9+0,5 округляют до целого большего числа; z=45 - число зубьев колеса; m =3 модуль, n=z/9+0,5=45/9 + 0,5=5,5»6.


|


Рис. 10.2 - Схема расположения поля допуска общей нормали
Литература
1. Ю.В.Димов «Метрология стандартизация и сертификация» СПб.: Питер, 2006.-432с.: ил.
2. Звездаков В.П «Взаимозаменяемость, стандартизация и технические измерения деталей машин в примерах и задачах»Барнаул: Изл-во Алт. ГТУ, 2000г.
3. Никифоров А.Д. «Взаимозаменяемость, стандартизация и технические измерения» М.: Высшая школа 2002г.
4.Чижикова Т.В. «Стандартизация, сертификация и метрология» М.: Колос, 2003 г.
5. Допуски и посадки: Справочник в 2-х ч.-7-е изд., перераб. и доп.-Л.: Политехника,1991.
6. ГОСТ 25346-89. Основные нормы взаимозаменяемости. ЕСДП. Общие положения, ряды допусков и основные отклонения.
7. Якушев А.И., Воронцов Л.Н., Федотов Н.Н. Взаимозаменяемость, стандартизация и технические измерения М.: Машиностроение, 1979
Приложения
Приложение А
Выдержки из стандартов
|
|
|
Таблица 1
Число единиц допуска в квалитетах ИСО и ЕСДП
| Квалитеты | |||||||||||||
| Число единиц допуска, a |
Таблица 2
Значение единицы допуска
| Интервалы размеров, мм | Свыше - до | |||||||||||
| i, мкм | 0,55 | 0,73 | 0,9 | 1,08 | 1,31 | 1,56 | 1,86 | 2,17 | 2,52 | 2,09 | 3,23 | 3,54 |
Таблица 3
|
|
|
|
|
Дата добавления: 2015-06-28; Просмотров: 462; Нарушение авторских прав?; Мы поможем в написании вашей работы!