КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Конструктивные элементы круглой плашки.
|
|
|
|
ПЛАШКИ
Плашка во внутренней полости имеет нарезку и при навинчивании на деталь нарезает наружную резьбу обычно за один проход. Существует несколько видов плашек: резьбонарезные плашки цельные и разрезные; они могут быть круглые, квадратные и шестигранные (рис. 6.8); трубчатые резьбонарезные плашки (прогонки); плашки к слесарным клуппам.
Работа плашки совершенно аналогична работе метчика, только в отличие от последнего плашка нарезает не внутреннюю, а наружную резьбу.
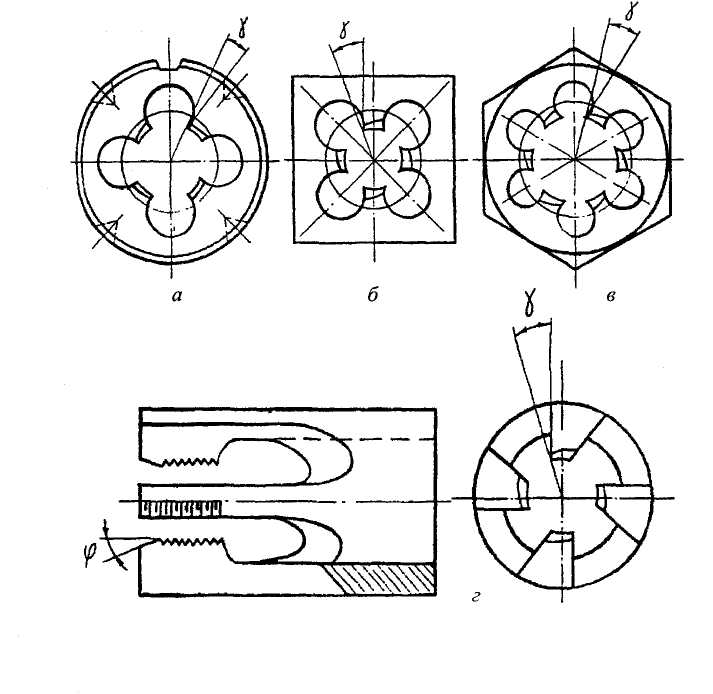
Рис. 6.8. Виды плашек:
а) круглая; б)квадратная; в) шестигранная; г) трубчатая резьбонарезная.
Элементы, обеспечивающие процесс резания плашкой: передний угол γ, γN и угол λ; режущие перья плашки (ширина пера В, ширина просвета Н); стружечные отверстия; длина заборной части l1 и угол заборного конуса φ; ширина плашки Н; число перьев z; величина затылования К заборной части и задний угол α (рис. 6.9).
Элементы, связанные с размерами получаемой резьбы: диаметры резьбы наружный, внутренний и средний, угол профиля и шаг резьбы. Элементы, обеспечивающие закрепление плашки на станке или в воротке: наружный диаметр плашки D; перемычки е и е' для разжимного винта: гнезда для крепежных винтов; гнезда для регулировочных винтов.
Круглые плашки применяются для нарезания резьбы и для калибрования (зачистки) предварительно обработанной резьбы.

Рис. 6.9. Конструкция круглой плашки.
Нарезание резьбы сопровождается отделением значительного количества стружки, и стружечные отверстия должны быть большими, чтобы стружка не забивалась в них.
При калибровании резьбы на долю круглой плашки приходится снятие небольшого слоя металла, и поэтому нет никаких оснований делать диаметр стружечных отверстий большим. Усилия при калибровании резьбы небольшие, и такая плашка может быть менее прочной. В ГОСТе 9740-62 для определенного диаметра и шага резьбы дается наружный диаметр D плашки, а также ее высота Н. В таблице приводятся диаметры плашек в зависимости от диаметра резьбы. При конструировании калибровочных плашек нельзя пользоваться этой таблицей, так как соотношение между диаметрами резьбы и плашки иное.
|
|
|
Важным исходным элементом для расчета круглой плашки является передний угол у. Этот угол у круглой плашки измеряется в плоскости, перпендикулярной к оси.
Если взять передний угол плашки в сечении NN, нормальном е образующей заборного конуса (см. рис. 6.9), то угол γN, в этом сечении:
tg γN = tg γ cosφ. (6.3)
В зависимости от обрабатываемого материала можно рекомендовать следующие значения угла γ: для твердых материалов 10°-12°; для материалов средней твердости 15°-20°; для мягких материалов 20°-25°. Для стандартных плашек принимается среднее значение переднего угла γ=15°-20°.
На заборной части плашки обязательно должен быть предусмотрен задний угол. Для этой цели заборная часть плашки затылуется на специальных станках. Задний угол α плашки измеряется в плоскости, перпендикулярной к оси плашки. Для расчетов принимают α=6°.
 Величина затылования К определяется по формуле
Величина затылования К определяется по формуле
(6.4)
На сход стружки оказывает влияние угол λ наклона режущей кромки по отношению к оси. На рис. 6.9 показано перо плашки с углом λ, равным нулю, и с углом больше нуля. Если в первом случае стружка остается в отверстии, то во втором случае плашка направляет стружку вперед.
Круглая плашка вставляется в гнездо плашкодержателя или воротка. Гнезда с углом 60° служат для закрепления плашки в воротке. Два других гнезда с углом 90°, в которые упираются регулировочные винты, смещаются с оси на величину с, для того чтобы винты могли сжать плашку. Между последними гнездами профрезерован паз шириной b. Можно узким шлифовальным кругом разрезать тонкую перемычку е. Разрезанная плашка допускает в небольших пределах регулировку диаметра нарезаемой резьбы. Закрепление плашки на станке должно быть нежестким.
|
|
|
При установке плашки в качающемся плашкодержателе неточности установки и несовпадение осей плашки и детали не оказывают влияния на точность резьбы, так как за счет пружин плашка может установиться во время нарезания точно по оси нарезаемого болта.
Обычно в чертеже плашки нет допусков на резьбу, но проставлены размеры резьбы метчиков.
Круглые плашки описанной конструкции имеют много недостатков, поэтому пытаются улучшить их конструкцию. Плашки с косопросверленными отверстиями направляют стружку вперед, облегчая ее отвод и тем самым улучшая условия резания. Шестигранные или квадратные плашки удобны при монтажных работах, так как позволяют нарезать резьбу с применением гаечного ключа. На автоматах находят применение также трубчатые плашки, которые по сравнению с обычными плашками меньше засоряются стружкой.
Трубчатые плашки, также как и обычные круглые, вследствие деформации резьбы при термической обработке не могут давать особо точную резьбу.
Для нарезания крупных резьб вручную в несколько проходов потребовались специальные раздвижные плашки, к которым относятся плашки для слесарных клуппов, плашки для трубных клуппов и регулируемые плашки. Такие плашки позволяют в процессе нарезания резьбы путем их регулирования изменять диаметр нарезаемой резьбы и, таким образом, дают возможность производить нарезание в несколько проходов.
|
|
|
|
|
Дата добавления: 2017-02-01; Просмотров: 369; Нарушение авторских прав?; Мы поможем в написании вашей работы!