КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности конструкции различных метчиков
|
|
|
|
Ручные метчики изготовляют из углеродистой стали У12А с накатной резьбой. Для резьбы с шагом до 3 мм включительно метчики изготовляют комплектом из 2 шт., для резьбы с шагом свыше 3 мм - комплектом из 3 шт.
У бесканавочных (правильнее называть такие метчики метчиками с короткими канавками, так как действительно бесканавочными являются метчики-раскатники) метчиков режущие перья образуют короткие канавки, прорезанные у переднего конца метчика. Эти метчики дают чистую резьбу, особенно при нарезании резьбы в мягких материалах (стали, цветных и легких металлах) и обеспечивают хороший отвод стружки в сквозном отверстии.
Машинно-ручные метчики отличаются от ручных формой хвостовой части, а также повышенными требованиями в отношении допусков на диаметр хвостовика, соосности его с резьбовой частью и стойкости рабочей части. Машинно-ручные метчики изготовляют как одинарными, так и комплектными (из 2 шт.). Метчик имеет квадратный хвостовик. На хвостовике имеется также кольцевая выточка, которая необходима для предохранения метчика от выпадения из патрона.
Метчики, предназначенные для нарезания резьбы в глухих отверстиях, имеют короткую заборную часть (три шага резьбы). Метчики, предназначенные для нарезания резьбы в сквозных отверстиях, делают с более длинной заборной частью (до шести шагов резьбы). Машинно-ручные метчики изготовляют из быстрорежущих сталей Р5М5, Р12, Р18.
При нарезании трапецеидальной резьбы приходится снимать большой слой материала, поэтому необходимо для уменьшения нагрузки увеличивать число метчиков в комплекте до 5 шт. и более.
Калибровочные метчики снимают небольшой припуск, поэтому заборную часть метчика делают короткой (от одного до двух шагов резьбы): форма канавок обычно симметричная, угловая или полукруглая; число канавок больше, чем у обычного метчика. Длина рабочей части метчика составляет около 15-20 витков резьбы. Такие метчики применяют для калибровки резьбы после фрезерования. Исследования по нарезанию точных резьб машинными метчиками показали, что для увеличения надежности базирования зубьев метчика в витках резьбы необходимо исключить контакт острых кромок-метчика (его калибрующей части) с обрабатываемой резьбой. Этим требованиям отвечает метчик, имеющий бочкообразные зубья на калибрующей части, в результате чего обеспечивается нарезание резьб 1-го класса; так как даже небольшое скручивание самого метчика в работе не приводит к увеличению диаметра резьбы за счет острых углов.
|
|
|
Гаечные метчики разделяют на гаечные простые с коротким и длинным хвостовиком и гаечные с изогнутым хвостовиком. Хвостовик гаечных метчиков желательно делать, возможно, длиннее, так как нарезанные метчиком гайки одну за другой нанизывают на хвостовик. Станок останавливают для снятия гаек только после заполнения ими всего хвостовика; чем длиннее хвостовик, тем реже придется останавливать станок.
На специальных гайконарезных автоматах применяют гаечные метчики с изогнутым хвостовиком (рис. 6.5).
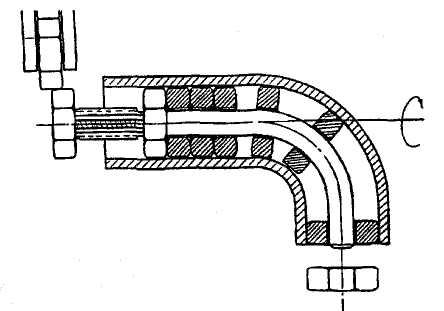
Рис. 6.5. Гаечный метчик.
Этот метчик не требует периодического снятия гаек с хвостовика метчика, так как последние непрерывно продвигаются по хвостовику. Для передачи крутящего момента хвостовик изогнут.
Внутренние резьбы накатывают безканавочными бесстружечными метчиками-накатниками (иногда их называют раскатниками). Такой метчик (ГОСТ 18839-73) (рис. 6.6) напоминает граненый карандаш, так как имеет трехгранное или четырехгранное сечение; при вращении он накатывает в предварительно подготовленном отверстии резьбу.
Диаметр отверстия определяют обычно с учетом деформации при процессе накатывания резьбы; для пластических материалов диаметр отверстия часто принимают равным
|
|
|
(6.2)
где d - наружный диаметр резьбы,
Р - шаг резьбы.
В основном диаметр отверстия можно считать примерно близким к среднему диаметру резьбы. Внутренние резьбы можно накатывать только на деталях из классических материалов: легких металлов и сплавов, медных и латунных сплавов, а также мягких сталей с ав до 50 кгс/мм.
Скорость накатывания часто превышает скорость нарезания, достигая 30 м/мин. Бесстружечные метчики должны иметь коническую заходную (заборую) часть, на которой должны быть прошлифованы полные витки резьбы, в то время как у режущих метчиков витки резьбы заборной части прошлифованы только по наружному диаметру (см. рис.6.6) и имеют неполную резьбу. Для накатывания сквозных отверстий длина заходной части l 1 (рис. 6.6) равна обычно 4- 6 шагам резьбы; при накатывании резьбы в глухих отверстиях можно эту длину уменьшить и довести до двух шагов резьбы, однако такой накатник работает тяжелее при большем крутящем моменте. В качестве материала для накатника применяют сталь 15Х5ВФ или Р6М5. Резьбы крупных диаметров (от 80 мм и выше) можно накатывать сборными накатниками, имеющими накатные ролики с кольцевой резьбой по типу головок для накатки наружной резьбы.
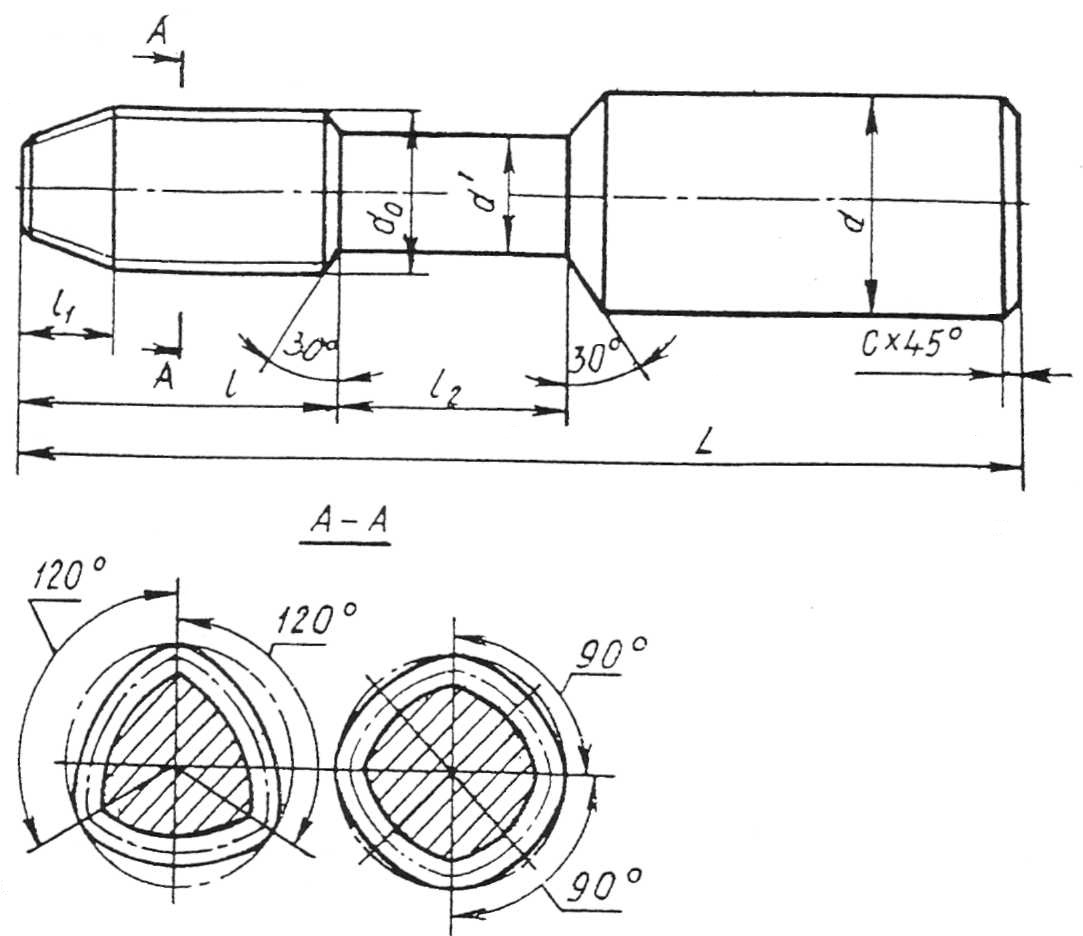
Рис. 6.6. Метчик-накатник
Метчики для конических резьб. При нарезании конических резьб метчик, благодаря конусу резьбы ввертываясь в гайку, режет не только заборной, но и калибрующей частью, и всегда есть опасность защемления метчика, особенно в конце нарезания. Этот недостаток может быть полностью устранен только при сборном метчике, гребенки которого должны перемещаться при нарезании вдоль образующей конической резьбы. Однако невозможность изготовления сборного метчика для резьб диаметром меньше 30 мм заставляет использовать цельные конические метчики. Их применяют как при ручной работе, так и на станке со специальным патроном, который при увеличении крутящего момента выше нормального автоматически выключается.
Твердосплавные метчики. В последнее время широкое применение находят жаропрочные, коррозионно-стойкие стали, титановые и другие сплавы, цветные металлы, закаленные высокопрочные стали и т.д.
|
|
|
Метчики из быстрорежущей стали дают по этим материалам очень низкую стойкость, а в отдельных случаях совсем не пригодны для нарезания резьбы в указанных материалах, поэтому начали применять твердый сплав для метчиков. Создание алмазных профильных кругов позволило вести работу по алмазному шлифованию резьбы метчиков из твердого сплава. Опыты показали, что стойкость метчиков из твердых сплавов выше в 10 - 2 раз по сравнению со стойкостью метчиков из быстрорежущих сталей. Для метчиков применяют твердые сплавы ВК6М, ВК8М, ВК10М, которые из-за хорошей мелкозернистой структуры обладают высокой прочностью и стойкостью.
Метчики Ml - Мб (рис. 6.7) изготовляют монолитными из цилиндрических твердосплавных стрежней. Для метчиков М8 - М10 исходными служат пластифицированные заготовки рабочей части, впаиваемые в хвостовик из углеродистой стали. Метчики с резьбой M12 и выше изготовляют с припаянными пластинами из твердого сплава.
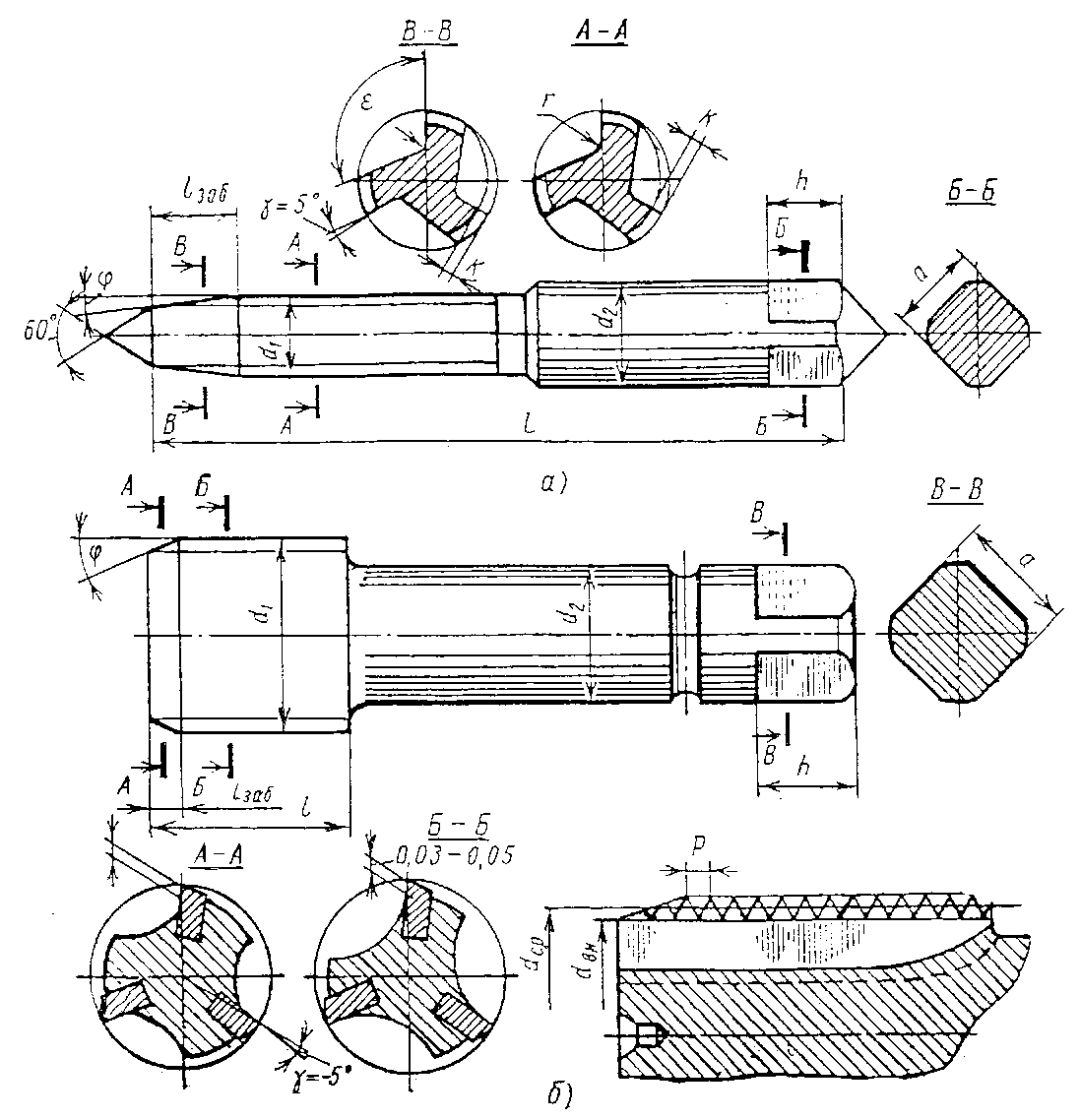
Рис. 6.7. Метчики: а) монолитный метчик; б) метчик с припаянными пластинами из твёрдого сплава.
Сборные метчики делают трех типов:
1) сборные нерегулируемые, в которых для экономии из быстрорежущей стали выполняют только перья, закрепляемые в корпусе метчика;
2) регулируемые, в корпус которых вставлены передвижные плашки-перья, устанавливаемые на заданный размер резьбы; необходимость вывинчивания метчика из отверстия при нарезании резьбы в глухих отверстиях - недостаток сборного нерегулируемого и регулируемого метчиков; этот недостаток устранен у самооткрывающихся метчиков, поэтому их в основном и выпускают;
3) самооткрывающийся, который предназначен для нарезания конической резьбы в муфтах. Он состоит из патрона и головки. В патроне размещен механизм для открывания и закрывания метчика. Для каждого размера резьбы имеется сменная головка, в пазы которой вставляют плашки. Скользящая муфта кольцом упирается в торец нарезаемой детали. Корпус патрона, соединенный с головкой, при нарезании резьбы продолжает движение внутрь муфты. Поперечный клин, входящий в паз корпуса патрона, одни концом скользит по направляющей и благодаря наклону этой направляющей перемещается в поперечном направлении; своим скосом он двигает влево сердечник, соединенный винтом с крестовиной и медленной сводит плашки. Движение поперечного клина строго согласовано с конусностью нарезаемой резьбы. После нарезания сердечник 6 соскакивает с выступа поперечного клина и под действием пружин быстро перемещается влево вместе с крестовиной; плашки сразу сходятся к центру, и патрон может быть извлечен из нарезанного отверстия. После нарезания плашки вновь разводят рукояткой. Для крупных муфт диаметром дюйма и более применяют патроны, плашки которых выполнены в виде круглых гребенок.
|
|
|
|
|
|
|
|
Дата добавления: 2017-02-01; Просмотров: 163; Нарушение авторских прав?; Мы поможем в написании вашей работы!