КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Проектирование контрольного приспособления
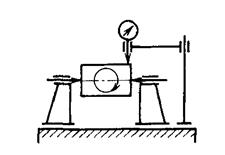
Проектирование приспособления начинается с составления схемы контроля. Схема контроля - совокупность схемы установки сборочной единицы или детали и связанных с их измерительными базами средствами контроля. Для каждого контролируемого параметра необходимо привести со ссылками на соответствующие справочные и методические материалы возможные схемы контроля этих параметров. При этом возможно применение нескольких альтернативных схем для контроля заданных параметров. На них указывается схема установки детали в приспособлении и место расположения измерительного прибора.
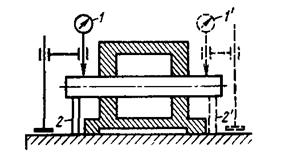
Примеры схем контроля приведены на рис. 8.
 а)
а)
|  б)
б)
|
| Рисунок 8 - Схемы контроля (а – радиального биения; б – отклонения от параллельности) |
После этого разрабатывается конструкция контрольного приспособления. Принятые конструктивные решения оформляются в виде сборочного чертежа приспособления (с необходимым количеством видов, разрезов, сечений) и изображаются на листе графической части.
При использовании сложных измерительных устройств на этом листе можно привести и структурную схему. На чертеже указываются габаритные, присоединительные, установочные размеры с допусками, посадки на основные сопряжения, а также технические требования.
Погрешность измерения рассчитывается по [13].
Под погрешностью измерения [e]изм следует понимать разность между показаниями контрольного приспособления и действительным значением проверяемой им величины. Погрешность измерения должна иметь по возможности небольшое значение. Однако чрезмерное повышение точности измерения может привести к усложнению и удорожанию контрольного устройства и повышению трудоемкости измерения. Допустимая величина погрешности измерения определяется по формуле
[e]изм = kT,
k - коэффициент, зависящий от точности обработки и равный 0,35 для IT'2... IT6; 0,3 для IT б, IT7; 0,25 для IT 8. IT 9 и 0,2 для IT10... IT16; Т - технологический допуск на измеряемую (контролируемую) величину.
Последовательность расчета составляющих общей погрешности измерения следующая.
1. Определение погрешности положения детали в контрольном приспособлении e: расчет погрешности базирования eб для принятой схемы установки, определение погрешности закрепления eз, вычисление погрешности изготовления установочных элементов enp1 и погрешности взаимного расположения устанавливаемых элементов измерительных приборов относительно базовых элементов enp2.
2. Определение погрешности передаточных устройств приспособлений eр: нахождение погрешности от неточности изготовления плеч ep1 (для рычагов простой или сложной формы); определение погрешности от зазора между отверстием и осью рычага eр2; расчет погрешности, вызываемой непропорциональностью между линейным перемещением измерительного стержня и угловым перемещением рычага, eр3; определение погрешности от смещения точки контакта сферического наконечника при повороте плоского рычага eр4; вычисление погрешности прямой передачи eр5 (если она имеется); суммирование всех составляющих общей погрешности передаточных устройств eр.
3. Нахождение погрешности изготовления эталонных деталей eэ.
4. Определение собственной погрешности измерительного прибора eп.
5. Определение общей погрешности контрольного приспособления eмет.
Перечень ссылок
1. Боровик А.І. Проектування технологічного оснащення: Навч. Посібник. –К.: ІЗМН, 1996. – 488 с.
2. Корсаков В.С. Основы конструирования станочных приспособлений в машиностроении: М.: Машиностроение, 1983. – 277 с.
3. Кузнецов Ю.И. Конструкции приспособления для станков с ЧПУ: Учеб. Пособие. – М.: Высш.шк. 1998. – 303с.
4. Инструмент для станков с ЧПУ, многоцелевых станков и ГПС/ И.Л. Фадюшин, Я.А. Музыкант и др. – М.: Машиностроение, 1990. – 272с
5. Станочные приспособления. Справочник. В 2-х т. /Ред. Совет: В.Н. Вардашкин (пред.) и др. – М.: Машиностроение 1984. – Т.1 /Под ред. Б.П Бардашкина, А.А. Шатилова, 1984. – 583 с. – Т.2 /Под ред. Б.Н. Вардашкина, В.В. Данилевского, 1984 – 556с.
6. Кузнецов Ю.И., Маслов А.Р., Байков А.Н. Оснастка для станков с ЧПУ: Справочник.- М.: Машиностроение, 1990.- 512 с.
7. Обработка металлов резанием: Справочник технолога /Под общ ред. А.А. Панова. – М.: машиностроение, 1988.- 736с.
8. Справочник технолога-машиностроителя: В 2 т. /Под ред. А.Г.Косиловой и Р.К. Мещеряковой. – М.: Машиностроение, 1966. – Т.1 512с.
9. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для нормирования станочных работ. Серийное производство. -М.: Машиностроение. 1974. – 421с.
10. Справочник технолога-машиностроителя: В 2 т/Под ред. А.Г. Косиловой и Р.К. Мещерякова М.: Машиностроение, 1995. – Т.»- 496с.
11. Курсовое проектирование по технологии машиностроения/ Под ред. А.Ф. Горбацевича. – Минск.: Выш. шк., - 256с. 1975.- 1975.- 288 с.
12. Прогрессивные режущие инструменты и режимы резания металлов: Справочник /В.И. Баранчиков и др. – М.: Машиностроение, 1990. – 400с.
13. Технология машиностроения: В 2т. Т.2. Специальная часть:Учебник для вузов / В.М.Бурцев, А.С. Васильев А.М. Дальский и др.; Под ред. А.М. Дальского. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2000 г. - 568с.
СОДЕРЖАНИЕ
| 1.ОБЩИЕ УКАЗАНИЯ К КУРСОВОМУ ПРОЕКТУ | |
| 1.1 Задачи и темы курсовых проектов | |
| 1.2. Объем и содержание проекта | |
| 1.3 Структура пояснительной записки | |
| 1.4 Календарный план выполнения курсового проекта | |
| 2. МЕТОДИЧЕСКИЕ УКАЗАНИЯ К РАЗДЕЛАМ ПРОЕКТА | |
| 2.1 Анализ служебного назначения изделия | |
| 2.2 Анализ технологичности конструкции детали | |
| 2.3 Определение типа производства | |
| 2.4 Выбор метода получения заготовки | |
| 2.5 Разработка технологического процесса механической обработки | |
| 2.6 Определение припусков на механическую обработку | |
| 2.7 Определение размеров заготовки | |
| 2.8 Анализ и выбор схем базирования заготовки | |
| 2.9 Обоснование и выбор технологического оборудования | |
| 2.10 Обоснование и выбор технологической оснастки | |
| 2.11 Размерный анализ технологического процесса | |
| 2.12 Проектирование операционного технологического процесса | |
| 2.13 Формулирование служебного назначения станочного приспособления. Разработка его принципиальной схемы | |
| 2.14 Расчет усилия закрепления | |
| 2.15 Расчет параметров силового привода | |
| 2.16 Выполнение сборочного чертежа приспособления. Описание конструкции и принципа работы приспособления | |
| 2.17 Расчет погрешности установки заготовки в приспособлении | |
| 2.18 Проектирование контрольного приспособления | |
| Перечень ссылок | |
| СОДЕРЖАНИЕ |
|
|
Дата добавления: 2014-11-06; Просмотров: 1729; Нарушение авторских прав?; Мы поможем в написании вашей работы!