КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сварка прокаткой
|
|
|
|
Сварка прокаткой – высокопроизводительный процесс для получения биметаллов из однородных и разнородных металлов и сплавов для производства многослойных листов, полос, лент, фасонных профилей, прутков, проволок.
Соединение компонентов биметалла происходит при их совместной горячей или холодной пластической деформации осуществляемой в прокатных станах в вакууме или на воздухе.
Исходной заготовкой для получения биметалла служит пакет, состоящий из двух различных слоев металла в виде слябов или пластин (рис. 1.13.). Обычно применяют одинарные (рис. 1.13, а), двойные (рис. 1.13, б) или тройные (рис. 1.13, в) пакеты. Надежное соединение слоев обеспечивается при 5-7 кратном обжатии, поэтому для получения биметаллического листа толщиной 25 мм исходная толщина пакета должна составлять не менее 250-300 мм.
Ширина слябов, применяемых для основного слоя при производстве двухслойных коррозионно-стойких листов из стали обычно составляет 700-1200 мм, а длина 1700-2500 мм.
Слябы основного слоя из углеродистой и низколегированной стали подвергают правке на прессе и механической обработке по свариваемым поверхностям с последующими обезжириванием, промывкой и сушкой. Одновременно подготавливают пластины плакирующего слоя.
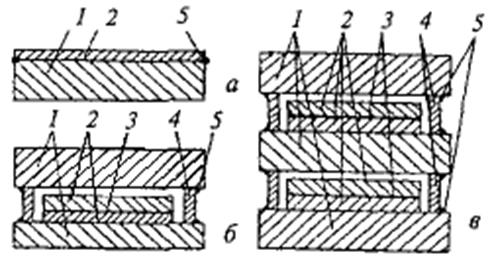
Рис. 1.13. Конструкции пакетов для сварки прокаткой: 1 – основной слой;
2 – плакирующий слой; 3 – разделительный слой; 4 – технологическая планка;
5 – сварной шов
Для уменьшения степени окисления поверхностей заготовок при их нагреве перед сваркой прокаткой пакеты герметизируют сварным швом по периметру, либо сварку прокаткой проводят в защитной атмосфере – в вакууме или инертном газе.
Для нагрева пакетов перед прокаткой используют нагревательные шахтные или камерные печи. Температура нагрева для пакетов из углеродистой и коррозионно-стойкой стали составляет 1200-1250 ºС.
|
|
|
При получении биметаллических листов с покрытием из активных металлов (например, Ti) используют герметичную конструкцию пакета с размещенным в нутрии пакета пирофорным материалом, например, церием, который при нагреве пакета сгорает и связывает кислород окружающей среды. Надежное соединение в процессе горячей прокатки легко окисляющихся металлов достигается при использовании вакуумных прокатных станов.
Пакеты прокатывают на обычных прокатных станах, используемых для получения однослойных листов аналогичных размеров.
Холодную сварку прокаткой применяют для получения двух- или трехслойных биметаллов, состоящих из стальной основы и плакирующих слоев из цветных металлов, например, сталь + латунь, сталь + медь, медь + алюминий, алюминий + титан, алюминий + сталь + алюминий и др. Для получения качественного соединения слоев в биметалле требуется значительная деформация при сварке прокаткой и соответствующей чистоты соединяемых поверхностей, а также особенно важно отсутствие органических веществ.
При сварке прокаткой вначале происходит смятие микронеровностей и увеличение контактных поверхностей из-за значительной вытяжки, приводящей к утонению и частичному разрушению оксидных пленок. В отдельных местах контактирования между свариваемыми поверхностями образуются участки схватывания, между которыми остаются полости, содержащие газы. Возможность дальнейшего увеличения числа и площади участков схватывания определяется развитием процесса адсорбции остаточных газов металлом. При дополнительной пластической деформации по мере поглощения газа металлом участки схватывания расширяются, формируются зоны взаимодействия, граница соединения превращается в непрерывную межфазную границу.
|
|
|
Сварка осуществляется в условиях принудительного деформирования и малой длительности взаимодействия. Получение качественного соединения обеспечивается при условиях:
tв ≥ tсв ≥ tр, (1.7)
где tв – длительность взаимодействия, определяемая временем силового воздействия, вызывающего пластическую деформацию;
tсв – длительность схватывания контактных поверхностей по всей площади соединения;
tр длительность релаксации напряжений в зоне контакта до уровня при котором образующиеся межатомные связи не разрушаются.
Длительность tсв полного схватывания контактных поверхностей определяется временем их активации tа, т.к. атомы достигли требуемого энергетического барьера, мгновенно образуют межатомные связи, т.е. tсв = tа. В случае, когда активным центром является дислокация с полем напряжений, длительность активации можно определить по выражению (1.8):
tа = L·b/(ξ·S), (1.8)
где L – путь движения дислокации до барьера;
b – модуль вектора Бюргера;
ξ – скорость пластической деформации металла в зоне сварки;
S – площадь активного центра.
Основные регулируемые параметры сварки прокаткой: Т – температура заготовки перед сваркой; Д – диаметр валков; n – частота их вращения; Δh – величина обжатия. Производными этих параметров является длина дуги захвата l, скорость прокатки V, скорость деформации ξ и температура в очаге деформации.
Изменением параметров Д, n, Δh и Т можно в широких пределах изменять значения tв, tсв, tр.
Сварка прокаткой осуществляется на прокатных станах.
|
|
|
|
|
Дата добавления: 2014-11-06; Просмотров: 1179; Нарушение авторских прав?; Мы поможем в написании вашей работы!