КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Гибка заготовок и деталей, ее механизация
|
|
|
|
Наиболее распространенным способом гибки является вальцовка-изгибание металла между несколькими вращающимися валками гибочных вальцев. Гибку можно производить в холодном или горячем состоянии. При вальцовке в холодном состоянии отношение радиуса изгиба к толщине металла должно быть не менее 20, при меньшей величине вальцовку металла рекомендуется вести в горячем состоянии.
Оборудование для гибки по принципу действия делится на две группы: ротационные машины и прессы.
К ротационным машинам относят листогибочные трех- и четы-рехвалковые машины, листогибочные машины с поворотной гибочной балкой, профилегибочные валковые станы, сортогибочные роликовые машины, зигмашины, трубогибочные машины, трубо- и профилегибочные станки с индукционным нагревом.
К специализированным гибочным прессам относят листогибочные кривошипные и гидравлические прессы и правильно-горизонтальные прессы.
Листогибочные трех- и четырехвалковые машины предназначены для гибки цилиндрических и конических обечаек из листового проката в холодном и горячем состоянии. В холодном состоянии вальцуют листы толщиной до 150 мм. Листовой прокат, пропуская в валках попеременным вращением в противоположных направлениях, вальцуют до полного сведения концов листа и получения обечайки.
Допуски на гибку обечаек приведены в таблице 2.4.
Таблица 2.4
Допуски на гибку
| Толщина стенки обечайки, мм | Углеродистые или легированные стали | Нержавеющие стали | ||
| по длине окружности обечаек, ± мм | смещение кромок продольного шва | по длине окружности обечаек, ± мм | смещение кромок продольного шва | |
| До 14 | 10 % | 10 % | ||
| 16-18 | от толщины стенки | от толщины стенки | ||
| 22-24 | ||||
| 26-28 | ||||
| 30 и 34 | ||||
| 36-38 | ||||
| 40 и 52 | ||||
| Свыше 52 | до 4 мм | до 2 мм |
|
|
|
Допуски на овальность зависят от изгибаемой толщины обечайки, а также состояния металла (вальцовка в холодном или горячем состоянии, с подгибкой концов или без подгибки). Так, при вальцовке обечайки толщиной свыше 20 мм и диаметром 1000-1500 мм допуск на овальность равен 10 мм (при вальцовке в холодном состоянии) и 5 мм (при вальцовке с подгибкой концов в горячем состоянии).
Гибку заготовок с криволинейным очертанием следует производить до окончательной вырезки их из листа. При кислородной резке таких деталей следует оставлять перемычки размером 50-70 мм, которые после вальцовки разрезают. При этом вырезка отверстий (круглых, овальных) в заготовках обечаек (до вальцовки) выполняют участками длиной 600-700 мм.
При гибке конических обечаек на четырехвалковых вальцах валки разводят на размер, больший, чем толщина листа. Лист заводят в вальцы так, чтобы образующая конуса совпадала с осями верхнего и нижнего валков, и прижимают нижним валком к верхнему. Вальцовку листа производят от кромки до кромки. Хорошая обкатка конической обечайки обеспечивается, если ее малый диаметр примерно в 2 раза больше диаметра верхнего валка и конусность не более 60°.
Для гибки профильного проката и труб применяют трех- и четырехвалковые гибочные вальцы с вертикальным расположением валков, горизонтальные правильногибочные прессы, гибочные станки с местным индукционным нагревом ТВЧ и другое оборудование. Форма и размеры профиля, форма изгиба и метод гибки влияют на минимально допустимый радиус гибки, который не должен превышать определенной величины. При малом радиусе изгиба возможно образование трещин и складок на внутренней стороне поверхности изгибаемой детали. Существуют минимальные пределы допустимых радиусов изгиба в зависимости от формы и размеров профиля. На Уралмаше, например при гибке кольца из уголка № 8 в холодном состоянии на сортогибочных вальцах (полкой внутрь), принято R ³ 153В, где В - ширина полки, а при гибке с нагревом ТВЧ R ³ 2,5В.
|
|
|
При необходимости гибки с меньшим радиусом прибегают к вырезкам в полках, которые после гибки заваривают.
Гибку труб выполняют на различных трубогибочных станках как нахолодно, так и нагорячо. В настоящее время широко применяют гибку труб, швеллеров, двутавров и рельсов с использованием местного индукционного нагрева ТВЧ.
В БЦСМК Уралмаша находят применение трубогибочные станки с нагревом ТВЧ конструкции модели 625 и 325.
Для универсальных листогибочных трех- и четырехвалковых машин наименьший радиус изгибаемой обечайки приведен в ГОСТ 10664-82 на эти машины.
Если радиус заданной обечайки значительно больше указанного в паспорте вальцев (машины), то на ней может быть согнута заготовка с несколько большей толщиной по сравнению с паспортной. При определении предельных размеров изгибаемой на вальцах заготовки следует исходить из величины принятого допускаемого напряжения в бочке среднего валка. Определяют предельную толщину заготовок по известным формулам.
При гибке различного рола обечаек станин, котлов, шкивов, барабанов, цистерн, венцов, бандажей и других деталей из листового или фасонного проката для получения равномерного радиуса по длине окружности необходима предварительная подгибка концов с обеих сторон по длине от 100 до 300 мм. Длина плоского концевого участка равна расстоянию между осями нижних валков.
Эта величина подгибаемых концов зависит от радиуса и точности вальцовки и толщины заготовки. Отсутствие операции подгибки при вальцовке приводит к образованию прямолинейных участков (которые потом срезают) в месте стыка концов заготовки, что приводит к дополнительному нерациональному расходу металла. Как правило, подгибку концов перед вальцовкой выполняют на различных прессах (рис. 2.14, а, б). Иногда эту операцию выполняют на четырехвалковых вальцах или на подкладке (рис. 2.14, в, г).
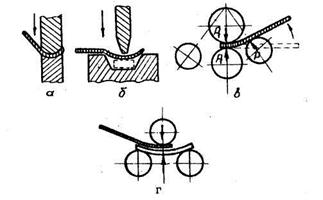
Рис. 2.14. Схема способов подгибки кромок
Применение технологии двойной вальцовки без операций подгибки концов на трехвалковых вальцах значительно уменьшает величину прямолинейных участков заготовки, при этом длину вальцуемой заготовки принимают равной сумме расчетной развернутой длины l и величины недеформированных (прямых) участков D l (рис. 2.15).
|
|
|
Операцию вальцовки с увеличенной по длине на  (на каждом конце) заготовки выполняют до схождения ее концов, после чего прямые части отрезают, производят довальцовку и получают необходимый радиус обечайки.
(на каждом конце) заготовки выполняют до схождения ее концов, после чего прямые части отрезают, производят довальцовку и получают необходимый радиус обечайки.
Размеры отрезанных прямых участков D l в зависимости от изгибаемого радиуса и толщины заготовки определены. При гибке обечаек толщиной 10-30 мм и радиуса гибки R = 200 мм приняты D l = 68-72 мм, при R = 300 мм - D l = 129-132 мм, при R = 400 мм - D l = 163-168 мм, а при R = 500 мм - D l = 187-193 мм.
В сварочном производстве для гибки применяют трехвалковые симметричные, трехвалковые асимметричные (передний боковой валок смещен к середине) и четырехвалковые машины. Листогибочные машины с поворотной гибочной балкой предназначены для гибки нахолодно различных профилей из листового и полосового материала. Выступающую часть заготовки изгибают по шаблону-вставке, укрепленной в прижимной траверсе этой машины. На профилегибочных многовалковых станах производят гибку нахолодно различных профилей из полосового и ленточного материала.
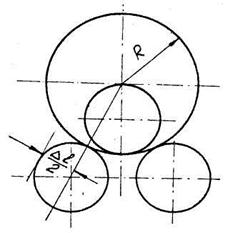
Рис. 2.15 Схема вальцовки заготовок
На трубогибочном стане ТГС-2М (рис. 2.16, а) заготовку 2 вставляют в ручей между гибочной оправкой 3, ползуном 4 и закрепляют зажимом 6. Для предотвращения искажения профиля в трубу вводят калибрующую оправку (дорн) 6, удерживаемую в зоне деформирования тягой 1. На станке производят гибку труб диаметром до 80 мм и с толщиной стенок 0,5-3 мм.
При проталкивании заготовок труб через роликовую (или фильерную) 8 головки (рис. 2.16, в) поступательные перемещения гибочного ролика (фильеры) взаимосвязаны. Гибку труб производят нехолодно или с подогревом в момент гибки с помощью индуктора 9 токами высокой частоты.
На зигмашинах производят гибку кромок, закатку соединений кромок и рельефную формовку листовых заготовок толщиной до 4 мм. На сортогибочных роликовых машинах осуществляют гибку нахолодно колец и дугообразных элементов из сортового и фасонного проката. Гибка на горизонтальных и вертикальных сортогибочных машинах происходят между тремя сменными фасонными роликами, имеющими ручьи в соответствии с профилем изгибаемой заготовки.
|
|
|
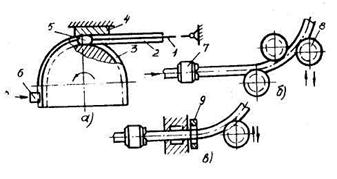
Рис. 2.16. Схемы механизированной гибки труб
На листогибочных прессах (кривошипных и гидравлических) производят гибку нахолодно различных профилей из листового и полосового материала (рис. 2.17). На этих прессах возможна одно - и многооперацнопная гибка деталей.
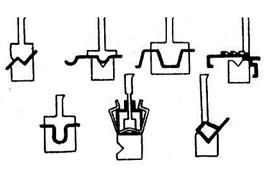
Рис. 2.17. Схема гнутых профилей, полученных на листогибочных прессах
Необходимое усилие пресса при свободной гибке определяют по следующей приближенной формуле:
где – Р - усилие пресса; S - толщина листа, мм; в - длина гибки, мм; С - ширина паза матрицы, мм.
Коэффициент 1,8 учитывает упрочнение металла и ряд других факторов.
|
|
|
|
|
Дата добавления: 2014-10-31; Просмотров: 5254; Нарушение авторских прав?; Мы поможем в написании вашей работы!