КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Стеклянная посуда и ее подготовка
|
|
|
|
Для розлива ликеро-водочных изделий применяют в основном оборотную стеклянную посуду, бывшую в употреблении и возвращаемую населением на предприятия через торговую сеть для повторного использования. Кроме того, в небольшом количестве (5—10 %) используют новые бутылки, которые поставляют предприятиям для возмещения естественной убыли (от боя и недовоз-врата потребителем) и обеспечения их потребности в стеклянной посуде.
Новые бутылки, их доставка и правила приемки. Новые бутылки поступают со стекольных заводов в железнодорожных вагонах и автотранспортом в рогожных кулях и ящиках. При перевозке в вагонах бутылки укладывают рядами в штабеля с перекладкой каждых двух рядов бумажными обрезками пли древесной стружкой. При транспортировке новых бутылок в кулях их также перекладывают древесной стружкой.
Кули (мешки) с новой посудой сгружают на площадку, где их вскрывают; бутылки очищают от стружки и укладывают в деревянные или полиэтиленовые ящики и направляют на склад для хранения или непосредственно в производство для мойки.
Более рациональна и экономична доставка бутылок со стеклозаводов в специальных контейнерах.
На некоторых лнкерно-водочных заводах новую посуду из кулей разгружают на специальный стол, к которому подведен бутылочный конвейер. Бутылки очищают от стружки, ставят на конвейер и подают в производство, не затаривая в ящики. Скорость Движения конвейера с бутылками 0,1 м/с.
Новую стеклянную посуду принимают лишь после тщательной проверки ее качества в соответствии с требованиями действующих стандартов. Результаты проверки отмечают в акте приемки, составляемом по установленной форме. Возникающие разногласия, касающиеся качества новых бутылок, разрешаются повторной проверкой с участием представителя поставщика. Бой и отбракованные бутылки возвращают поставщику. Количество разбитых бутылок определяют по числу горл или по массе боя.
|
|
|
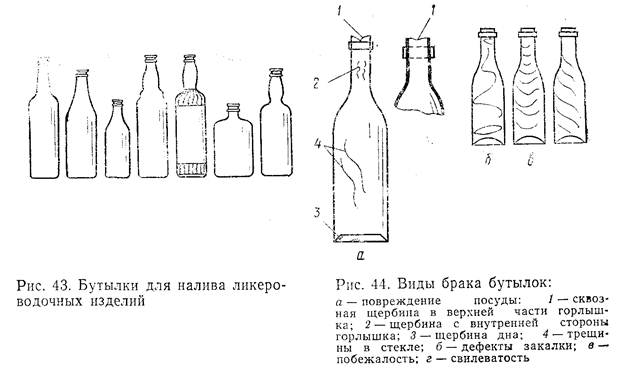
Технические требования к новой посуде. Ликеро-водочные изделия разливают в посуду (рис. 43) из обесцвеченного или полубелого стекла вместимостью 0,75; 0,5; 0,38 и 0,25 л с горлышком под укупорку алюминиевым колпачком.
Некоторые высококачественные изделия разливают в фигурные стеклянные бутылки, фарфоровые, хрустальные и керамические графины.
В зависимости от вида укупорки горлышко бутылок снабжается двумя венчиками или винтовой резьбой. Бутылки емкостью 0,25 л выпускают цилиндрические и плоские; бутылки емкостью 0,38 л — только плоские.
Бутылка не должна иметь дефектов, нарушающих ее механическую прочность, термическую и химическую устойчивость. Не допускаются применение в производстве стеклянной посуды, имоющей рух (непровар) стекла, связанный с выпадением на поверхности бутылок кристаллов; острые края —- подпрессовки на венчике горла как снаружи, так и внутри, посечки и щербины, выступающие острые швы; продавливающиеся открытые щелочные пузыри; сдвиг венчика горла. Виды брака бутылок приведены на рис. 44.
Бутылка должна быть устойчивой, вертикальная ось ее — строго перпендикулярна дну. Горло бутылки должно иметь правильную круглую форму с оплавленным (незаостренным) венчиком. Бутылки с острыми неоплавленными краями венчика, с посечками, сколами, трещинами, щербинами должны быть забракованы,, так как в момент наполнения напитком таких бутылок мелкие осколки стекла могут попасть в продукцию. Стекло не должно содержать включений, влияющих на прочность бутылок. Допускается не более двух включений диаметром, не превышающим 1 мм, не имеющих вокруг посечек, трещин и не раскалывающихся при легком постукивании. В дне бутылки допускаются неравномерный залив (разница в толщине дна) и непродавливающиеся металлическим стержнем пузыри не более 1,5 мм.
|
|
|
Особое значение придается термической (тепловой) устойчивости стекла, зависящей от его состава, температуры варки и отжига, формования и других факторов. Под термической устойчивостью понимают способность бутылок выдерживать установленный стандартом перепад температур от высшего к низшему пределу. Основные показатели термостойкости стекла —· его теплопроводность и коэффициент линейного расширения — характеризуют изменение линейных размеров при нагревании. Чем выше эти показатели, тем больше термическая устойчивость стекла.
Согласно действующему ГОСТу бутылки, предназначенные для водок и ликеро-водочных изделий, должны оставаться термически устойчивыми при перепаде температур: при нагревании до 45 °С, а при охлаждении до —33 °С в течение 5 мин каждого цикла испытания. Начальная температура перед мойкой должна быть не менее 15 °С. В зимнее время посуду перед мойкой предварительно выдерживают в теплом помещении. Максимальная температура моющего раствора не должна превышать 60—65 °С.
Важное значение имеет также и химическая устойчивость бутылок, характеризующая способность стекла противостоять действию различных химических веществ, в частности действию водно-спиртовых растворов. Химически неустойчивое стекло, способно растворяться в напитках, что приводит их к порче. Поэтому проверка химической устойчивости бутылок обязательна. Каждую партию новых бутылок проверяют, кроме того, на наличие стеклянной пыли. Для этого в бутылки наливают теплую воду, энергично взбалтывают и процеживают через черный шелк. Стеклянная пыль выделяется на шелке в виде блесток.
На стекле бутылок не должно быть матовых налетов, ряби, наплывов, побежалости и грубой свили. Тщательная проверка при приемке соответствия бутылок требованиям стандарта способствует повышению качества выпускаемой продукции, уменьшению боя бутылок с изделиями, снижению потерь продукции при розливе.
Качество внешнего оформления бутылок с готовой продукцией во многом зависит от формы линейных размеров бутылок. Для проверки размеров необходимо пользоваться несложными по устройству и применению калибрами (шаблонами) или специальными
|
|
|
измерительными приборами. Отклонения по размерам могут быть причиной повышенного боя бутылок и нарушения нормальной работы разливочных автоматов.
Оборотная посуда, приемка и подготовка к мойке. Оборотная посуда поступает из торговой сети в ящиках на автомашинах. Принимают ее в посудном цехе через приемные кабины, окна которых располагают на высоте 1,2 м от уровня земли с таким расчетом, чтобы ящики с посудой можно было подать на конвейер прямо из кузова автомашины.
Приемщица принимает посуду по количеству, ассортименту и емкости, обращая внимание на степень и характер загрязнения, наличие сколов, щербин и других механических дефектов.
Не подлежат приемке бутылки, загрязненные керосином, маслами, нефтепродуктами, лаками, клеем, чернилами, красками, различными медикаментами или другими плохо пахнущими жидкостями, с крупными посторонними включениями, а также бутылки, на горле и поверхности которых имеются щербины, сколы, трещины.
Забракованную при приемке оборотную стеклянную посуду следует немедленно возвратить сдатчику. Правила приемки оборотной стеклянной посуды для сведения сдатчиков вывешиваются на видном месте вблизи окон приемных кабин посудного цеха. Принятая оборотная посуда поступает на поточно-механизированные линии посудного цеха, где сортируется по степени загрязненности.
Ниже представлена схема подготовки стеклопосуды (новой и оборотной) на ликерно-водочных заводах.
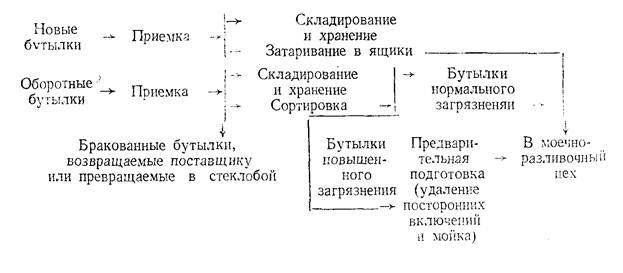
ненных бутылок остаются обычно высохшие остатки находившихся в ней напитков, состоящие из сахара, экстрактивных веществ и органических кислот. Кроме того, на наружной поверхности бутылок вместе с пылью и общего характера загрязнениями, количество которых зависит от условий хранения π транспортировки,.могут оставаться приклеенные этикетки, кольеретки и остатки клея. Все эти загрязнения легко отмываются в воде и, потому нормально загрязненные бутылки аналогично новым, направляют для мойки в бутылкомоечные машины.
|
|
|
К посуде повышенной загрязненности относятся бутылки, на стенках которых имеются остатки растительного масла, высохшие пленки остатков сладких напитков и дурнопахнущих и красящих веществ. В этих бутылках могут также находиться и посторонние предметы — пробки, колпачки, соломинки и т. д.
Принятую посудным цехом оборотную посуду сортируют на сортировочных конвейерах. Здесь бутылки просматривают перед световым экраном, рассортировывают по степени загрязненности и укладывают в ящики, предварительно очищенные от грязи, упаковочного материала и мусора. Бутылки нормального загрязнения направляют на мойку в цехи розлива. Бутылки повышенной загрязненности подвергают предварительной мойке.
Линия подготовки посуды состоит из ленточного транспортера и рольгангов для подачи ящиков, автомата для выемки бутылок из ящиков, машины для опрокидывания ящиков, пластинчатого конвейера для подачи бутылок к машине предварительной мойки, экрана для бракеража, автомата для укладки бутылок в ящики:и конвейера подачи посуды к основной бутылкомоечной машине, установленной в моечно-разливочном цехе.
Бесперебойная работа посудного цеха и своевременная подача отсортированной посуды в моечно-разливочный цех в значительной степени зависят от исправной работы автомата для извлечен и я б у т ы л о к из ящиков и установки их на конвейер.
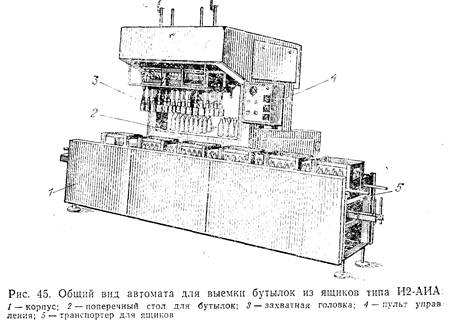
Применяемый в настоящее время для этого пневматический -автомат И2-АИА (рис. 45) состоит из корпуса, выполненного из.листовой стали, в нижнюю часть которого вмонтированы два взаимно перпендикулярных транспортера: один — транспортер для перемещения ящиков, осуществляющий подачу под захватные головки ящиков с бутылками и с последующим отводом порожних ящиков; другой — поперечный стол для бутылок, к которому примыкает пластинчатый конвейер, осуществляющий отвод бутылок из-под захватных головок.
В верхней части корпуса над этими транспортерами по круглым направляющим на роликах перемещается каретка механизма перемещения захватных головок. Захватные головки снабжены захватными устройствами (лапками).
Ящики с бутылками подаются к автомату и останавливаются Под захватной головкой. Головка с захватами опускается, и горлышки бутылок оказываются между лапками. В это время в цилиндры захватов подается воздух, лапки сходятся и сжимают горло бутылки. Затем головка вместе с бутылками поднимается вверх и переносит их к столу, а пустой ящик продвигается дальше по транспортеру; его место занимает ящик с бутылками.
Бутылки устанавливаются на пластинчатых цепях стола, а затем переходят на поперечный транспортер. Головка с захватами перемещается к ящичному транспортеру за следующей партией бутылок, и цикл работы автомата повторяется.
Автомат снабжен блокировочным устройством, которое обеспечивает синхронность работы автомата, ящичного и бутылочного транспортеров и автоматически прекращает разгрузку бутылок, захваченных зажимной головкой при отсутствии свободного места на пластинчатом бутылочном транспортере.
Механизм для очистки ящиков от мусора (опрокидыватель) устанавливается в посудном цехе. Ящик по роликовому конвейеру продвигается к сектору механизма, при этом о к надавливает на педаль в осевом цилиндре. Благодаря этому сектор с ящиком поворачивается на 90°. Ящик опрокидывается вверх дном на две планки, чтобы освободиться от мусора. Сектор пр;; этом -поворачивается и захватывает другой ящик. Опрокинутый ящик с помощью вилок крестовины поворачивается на 180° и устанавливается на роликовый конвейер. Сектор и крестовины движутся синхронно. Станки конвейера служат боковыми ограничителями, препятствующими падению ящиков с транспортера.
|
|
|
|
|
Дата добавления: 2014-10-31; Просмотров: 3293; Нарушение авторских прав?; Мы поможем в написании вашей работы!