КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пример решения задачи. Постановка задачи. Установить наличие брака при обработке заготовок на заданной операции
Постановка задачи. Установить наличие брака при обработке заготовок на заданной операции. При наличии брака рассчитать вероятность появления исправимого, неисправимого и общего брака. Установить конкретное количество бракованных и годных деталей с учетом заданной программы выпуска. Установить и рекомендовать пути уменьшения появления брака или полного его устранения. Обосновать эффективность предложений необходимыми расчетами.
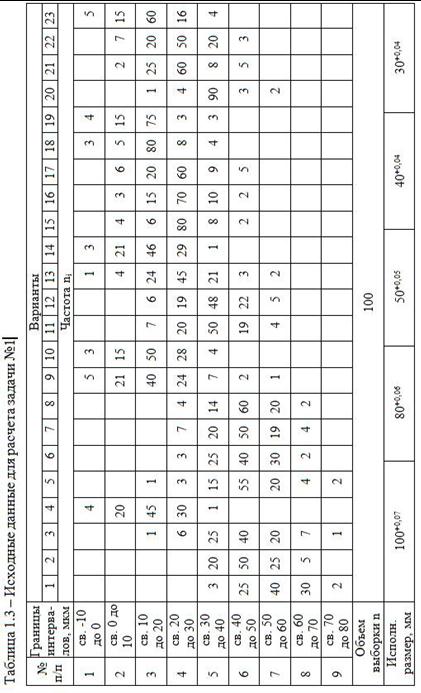
Исходные данные. На настроенном станке растачивается отверстие в размер Ø60+0.05 мм. Контроль выполняется нутромером с ценой деления шкалы индикатора 0,01 мм. Общая программа выпуска детали П=104 шт. Объем контрольной выборки n=100 шт. Информация о погрешностях обработки (с разбивкой по интервалам и установлением nj - частоты появления значения погрешности в j-й интервал) представлена в табл.1.1 (столбцы 1…3).
Порядок решения задачи. После постановки задачи и записи исходных данных работа ведется в следующем порядке.
1. Выверчиваем табл.1.1 и заполняем столбцы I....3.
Таблица 1.1
| Интервал | Границы интервала, мкм | Часто-та nj | Середина
интервала
 , мкм , мкм
| 
| 
| 
|
| от 10 до 20 | -19,6 | 384,16 | ||||
| от 20 до 30 | -9,6 | 2027,52 | ||||
| от 30 до 40 | 0,4 | 9,60 | ||||
| от 40 до 50 | 10,4 | 1514,24 | ||||
| от 50 до 60 | 20,4 | 1248,48 | ||||
| ∑=100 | ∑=3460 | ∑=5184,00 |
2. Рассчитываем значения величин, указанных в столбцах 4…7 и вносим их в табл.1.1.
3. Рассчитываем по формуле (1.1) значение  или 0,0346 мм, и по формуле (1.2) значение
или 0,0346 мм, и по формуле (1.2) значение  мкм или 0,0072 мм.
мкм или 0,0072 мм.
4. Рассчитываем ожидаемые значения предельных погрешностей
 мм
мм
 мм
мм
и стандартное поле рассеяния
 мм
мм
5. Вычерчиваем расчетную схему (рис.1.2), соблюдая такую последовательность: наносим оси х и f(x) координатной системы; на оси абсцисс отмечаем точки, соответствующие значениям хнм=0,013, координаты середины поля допуска ∆0Т=0,025, координаты середины рассеяния  , наибольшей погрешности хнб=0,0562=х2 указываем поле допуска Td=x1=0,05 и поле рассеяния
, наибольшей погрешности хнб=0,0562=х2 указываем поле допуска Td=x1=0,05 и поле рассеяния  ; произвольно вычерчиваем кривую НЗР, симметричную относительно координаты
; произвольно вычерчиваем кривую НЗР, симметричную относительно координаты  . Заштрихованная площадь представляет собой вероятность появления брака Pσ.
. Заштрихованная площадь представляет собой вероятность появления брака Pσ.
6. Рассчитываем по формулам(1.5) значения границ интегрирования:
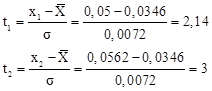
7. Рассчитываем вероятность появления брака, используя формулу (1.4) и табл.1.2:

8. Обсуждение результатов. Выводы и предложения. На исследуемой операции имеет место неисправимый брак. Процент бракованных деталей 1,485% и ожидаемое число бракованных деталей
Таблица 1.2 - Значение интеграла Ф(t)
| t | Ф(t) | t | Ф(t) | t | Ф(t) |
| 0,00 | 0,0000 | 0,35 | 0,1368 | 0,70 | 0,2580 |
| 0,02 | 0,0080 | 0,37 | 0,1443 | 0,72 | 0,2642 |
| 0,04 | 0,0160 | 0,39 | 0,1517 | 0,74 | 0,2703 |
| 0,06 | 0,0239 | 0,41 | 0,1591 | 0,76 | 0,2764 |
| 0,08 | 0,0319 | 0,43 | 0,1664 | 0,78 | 0,2823 |
| 0,10 | 0,0398 | 0,45 | 0,1736 | 0,80 | 0,2881 |
| 0,12 | 0,0478 | 0,47 | 0,1808 | 0,82 | 0,2939 |
| 0,14 | 0,0557 | 0,49 | 0,1879 | 0,84 | 0,2995 |
| 0,16 | 0,0636 | 0,51 | 0,1950 | 0,86 | 0,3051 |
| 0,18 | 0,0714 | 0,53 | 0,2019 | 0,88 | 0,3106 |
| 0,20 | 0,0793 | 0,55 | 0,2088 | 0,90 | 0,3159 |
| 0,22 | 0,0871 | 0,57 | 0,2157 | 0,92 | 0,3212 |
| 0,24 | 0,0948 | 0,59 | 0,2224 | 0,94 | 0,3264 |
| 0,26 | 0,1026 | 0,61 | 0,2291 | 0,96 | 0,3315 |
| Продолжение таблицы 1.2 | |||||
| 0,28 | 0,1103 | 0,63 | 0,2357 | 0,98 | 0,3365 |
| 0,30 | 0,1179 | 0,65 | 0,2422 | 1,00 | 0,3413 |
| 0,32 | 0,1255 | 0,67 | 0,2486 | 1,02 | 0,3461 |
| 0,34 | 0,1331 | 0,69 | 0,2549 | 1,04 | 0,3508 |
| 1,06 | 0,3554 | 1,57 | 0,4418 | 2,16 | 0,4846 |
| 1,08 | 0,3599 | 1,59 | 0,4441 | 2,20 | 0,4861 |
| 1,10 | 0,3643 | 1,61 | 0,4463 | 2,24 | 0,4875 |
| 1,12 | 0,3686 | 1,63 | 0,4484 | 2,28 | 0,4887 |
| 1,14 | 0,3729 | 1,65 | 0,4505 | 2,32 | 0,4898 |
| 1,16 | 0,3770 | 1,67 | 0,4525 | 2,36 | 0,4909 |
| 1,18 | 0,3810 | 1,69 | 0,4545 | 2,40 | 0,4918 |
| 1,20 | 0,3849 | 1,71 | 0,4561 | 2,44 | 0,4927 |
| 1,22 | 0,3888 | 1,73 | 0,4582 | 2,48 | 0,4934 |
| 1,24 | 0,3925 | 1,75 | 0,4599 | 2,52 | 0,4941 |
| 1,26 | 0,3962 | 1,77 | 0,4616 | 2,56 | 0,4948 |
| 1,28 | 0,3997 | 1,79 | 0,4633 | 2,60 | 0,4953 |
| 1,30 | 0,4032 | 1,81 | 0,4649 | 2,64 | 0,4959 |
| 1,32 | 0,4066 | 1,83 | 0,4664 | 2,68 | 0,4963 |
| 1,34 | 0,4099 | 1,85 | 0,4678 | 2,72 | 0,4967 |
| 1,36 | 0,4131 | 1,87 | 0,4693 | 2,76 | 0,4971 |
| 1,38 | 0,4162 | 1,89 | 0,4706 | 2,80 | 0,4974 |
| 1,40 | 0,4192 | 1,91 | 0,4719 | 2,84 | 0,4977 |
| 1,42 | 0,4222 | 1,93 | 0,4732 | 2,88 | 0,4980 |
| 1,44 | 0,4251 | 1,95 | 0,4744 | 2,92 | 0,4982 |
| 1,46 | 0,4279 | 1,97 | 0,4756 | 2,96 | 0,4985 |
| 1,48 | 0,4306 | 1,99 | 0,4767 | 3,00 | 0,49865 |
| 1,50 | 0,4332 | 2,02 | 0,4783 | 3,40 | 0,49966 |
| 1,52 | 0,4357 | 2,06 | 0,4803 | 3,80 | 0,499928 |
| 1,54 | 0,4382 | 2,10 | 0,4821 | 4,50 | 0,499997 |
Так как  , брак обработки можно устранить. Формально устранение брака обеспечивается смещением координатами ∆0ω влево на величину
, брак обработки можно устранить. Формально устранение брака обеспечивается смещением координатами ∆0ω влево на величину  мм. Это обеспечивает смещение кривой НЗР и расположение поля рассеяния в пределах поля допуска. Практически, ото обеспечивается смещением вершины резца к оси отверстия заготовки на величину
мм. Это обеспечивает смещение кривой НЗР и расположение поля рассеяния в пределах поля допуска. Практически, ото обеспечивается смещением вершины резца к оси отверстия заготовки на величину  мкм.
мкм.
Индивидуальное задание
Задания представлены в табл.1.2. Все контрольные выборки имеют одинаковый объём n=100. Заданные исполнительные размеры отверстия обеспечиваются чистовым растачиванием.
Контрольные вопросы
1. Почему при обработке заготовок на настроенных станках имеет место рассеяния параметров точности?
2. В каких случаях погрешности размеров подчиняется нормальному закону распределения?
3. Как математически и графически представляется нормальный закон?
4. По каким формулам рассчитываются значения S, ω, R, 
5. Почему погрешности равные  приняты в качестве стандартных?
приняты в качестве стандартных?
6. Какова вероятность попадания значений погрешностей в границы поля рассеяния 
7. Какой технический параметр характеризуется статистическим параметром 
8. Что характеризуют собой параметры: 
9. Можно ли всегда утверждать, что при  брак не операции отсутствует?
брак не операции отсутствует?
10. На основании каких статистических данных можно дать заключение о наличии или отсутствии брака на исследуемой операции?
|
|
Дата добавления: 2014-11-20; Просмотров: 967; Нарушение авторских прав?; Мы поможем в написании вашей работы!