КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Краткие теоретические положения. Практическое занятие 3
Практическое занятие 3
ПРОГНОЗИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ НАДЕЖНОСТИ СИСТЕМЫ СПИД И РЕГЛАМЕНТАЦИЯ МЕЖНАСТРОЕЧНОГО ПЕРИОДА
Цель работы - овладеть методикой прогнозирования надёжности и регламентирования допустимого межнастроечного периода, в пределах которого брак обработки будет отсутствовать.
Показателем технологической (параметрической) надежнос-ти является вероятность непоявления отказов (брака) по параметру точности:
 (3.1)
(3.1)
где коэффициент точности операции:
 (3.2)
(3.2)
 (3.3)
(3.3)
 (3.4)
(3.4)
 ,
,  ,
,  и
и  - известные составляющие суммарной погреш-ности обработки
- известные составляющие суммарной погреш-ности обработки
 (3.5)
(3.5)
Расчет суммарной погрешности ∆∑(n) иллюстрируется с помощью схемы, показанной на рис.3.1. Схема составлена для случая обработки наружной цилиндрической поверхности в размер d с допуском Td в "минус''.
Из схемы видно, что настроечный является размер dн, средняя погрешность настройки  , а суммарная погрешность обработки в начале межнастроечного периода (n=0) равна:
, а суммарная погрешность обработки в начале межнастроечного периода (n=0) равна:

 и
и  ,
, 
Запас точности при n=0 равен:
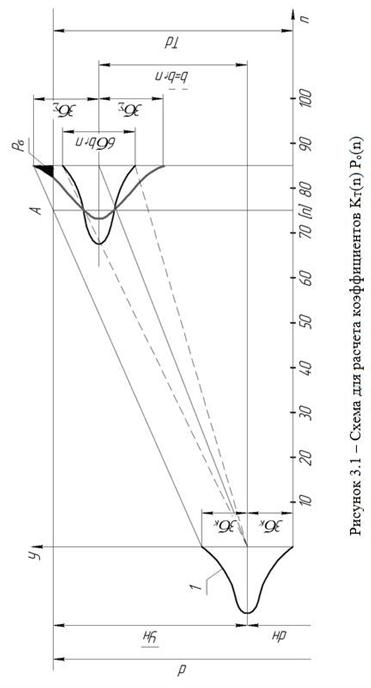
По мере увеличения числа обработанных деталей, постепенно увеличивается погрешность b=b1n вызываемая смещением начального уровня настройки ун.
Одновременно увеличивается поле  обусловленное, например, разной скоростью износа инструмента (резцов). В результате формируется общее поле рассеяния погрешностей:
обусловленное, например, разной скоростью износа инструмента (резцов). В результате формируется общее поле рассеяния погрешностей:

На момент обработки [n] деталей есть некоторая вероятность появления брака Pσ(n)
Линия 1, характеризующая изменение запаса точности ∆T пересекает верхнюю границу поля допуска Td в точке А. Имея эту точку можно регламентировать допустимое число деталей [n], обработанных без брака. Именно на момент обработки [n] деталей запас точности исчерпан ∆T(n)=0 суммарная погрешность ∆Σ(n)=Td, а коэффициент точности Кт(n)=1.
Если Кт(n)>1, то Po(n)=1; если Кт(n)<1, то и появляется вероятность брака  .
.
Таким образом, для прогнозирования показателей ∆Σ(n),  ,
,  регламентации [n] достаточно знать параметры:
регламентации [n] достаточно знать параметры:  .
.
|
|
Дата добавления: 2014-11-20; Просмотров: 338; Нарушение авторских прав?; Мы поможем в написании вашей работы!