КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Метод неполной взаимозаменяемости
|
|
|
|
Сущность метода неполной взаимозаменяемости заключается в том, что требуемая точность замыкающего звена достигается не во всех изделиях, а у заранее оговоренной их части при включении в РЦ или замене в ней составляющих звеньев без выбора, подбора или изменения их величины.
Отличие рассматриваемого метода от предыдущего заключается в установлении больших по величине допусков на составляющие звенья, что делает изготовление деталей более экономичными. Но при этом идут на риск получения небольшого процента случаев выхода погрешности замыкающего звена РЦ за пределами установленного допуска.
В основе рассматриваемого метода лежит одно из известных положений теории вероятностей, по которому крайние значения всех звеньев РЦ и их погрешностей встречаются гораздо реже, чем средние и близкие к ним размеры. Вследствие этого процент изделий, имеющих выход погрешностей замыкающего звена за пределы требуемого допуска, крайне мал.
Изложенное проиллюстрируем на примере трёхзвенной РЦ (рис.5.1). Для упрощения задачи поля рассеяния ωА1, ωА2 и допуски составляющих звеньев ТА1, ТА2 взяты равными, причём (ωА1=ωА2) ≤ (ТА1=ТА2) (см. раздел 2.4). Кроме того, для обоих составляющих звеньев принят закон рассеяния Гаусса. Если для решения задачи использовать метод полной взаимозаменяемости, то при требуемом допуске замыкающего звена ТА0 допуск каждого из составляющих звеньев должен быть равен ТА1=ТА2=ТА0/2. При решении той же задачи методом неполной взаимозаменяемости допуски обоих составляющих звеньев устанавливаются большими, чем при методе полной взаимозаменяемости (см. рис. 5.14).
Естественно, что поле рассеяния и допуск замыкающего звена в этом случае будет больше на величины:
|
|
|

где,  , как это представлено на рис. 5.14,б, а, следовательно,
, как это представлено на рис. 5.14,б, а, следовательно,  - новый производственный допуск.
- новый производственный допуск.
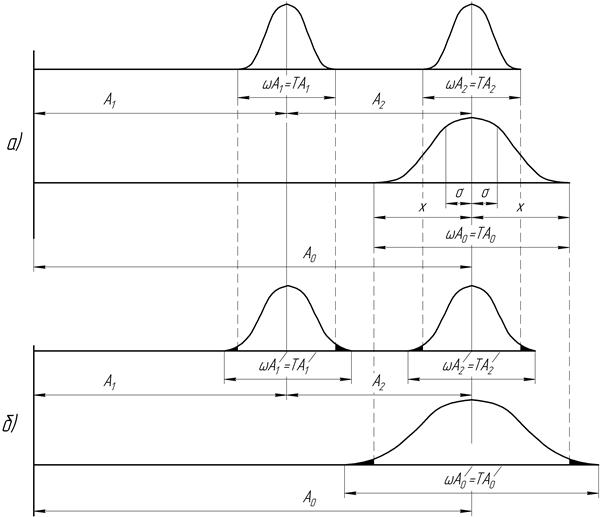
Рис. 5.14. Сравнительная схема достижения требуемой точности методами полной (а) и неполной (б) взаимозаменяемости.
Это обстоятельство может вызвать появление некоторой части изделий (определяемой обычно в %), погрешность замыкающего звена которых будет выходить за пределы требуемого допуска ТА0. Эта погрешность будет определяться заштрихованной областью (подробнее об определении изделий вышедших за пределы допуска мы рассматривали в разделе 2.2.3).
Появление на сборке за пределами установленного конструктором допуска потребует дополнительных затрат, во-первых, на их отбраковку, т.к. для этого придётся организовать 100%-ный контроль всех изделий, во-вторых, на доведение каким-либо способом этих отбракованных изделий до требуемой точности. Очевидно, что допускаемое количество изделий за пределами конструкторского допуска, а следовательно, и степень расширения допусков  ограничиваются только экономическим условием: дополнительные затраты не должны превышать экономии, полученной в механообработке за счёт снижения затрат на изготовление менее точных деталей и на сборке. Поэтому, метод полной взаимозаменяемости не целесообразно применять в условиях мелкосерийного и единичного производства, где из-за небольших количеств изготавливаемых изделий и собираемых сборочных единиц адекватность вероятностного описания формирования точности замыкающего звена размерной цепи резко снижается.
ограничиваются только экономическим условием: дополнительные затраты не должны превышать экономии, полученной в механообработке за счёт снижения затрат на изготовление менее точных деталей и на сборке. Поэтому, метод полной взаимозаменяемости не целесообразно применять в условиях мелкосерийного и единичного производства, где из-за небольших количеств изготавливаемых изделий и собираемых сборочных единиц адекватность вероятностного описания формирования точности замыкающего звена размерной цепи резко снижается.
Введём понятие коэффициента риска равного  , определяющий процент выхода получаемых значений замыкающего звена за требуемые пределы установленного допуска ТА0, а отношение
, определяющий процент выхода получаемых значений замыкающего звена за требуемые пределы установленного допуска ТА0, а отношение  через коэффициент, характеризующий выбираемый теоретический закон рассеяния i-го составляющего звена
через коэффициент, характеризующий выбираемый теоретический закон рассеяния i-го составляющего звена  , получаем формулу для расчёта величин допусков при использовании метода неполной взаимозаменяемости:
, получаем формулу для расчёта величин допусков при использовании метода неполной взаимозаменяемости:
|
|
|
 (5.11)
(5.11)
Процент риска является категорией экономической. Он опосредованно определяет дополнительные затраты на сборку по сравнению с методом полной взаимозаменяемости. При этом такие затраты должны покрываться экономией в технологических процессах изготовления деталей с более широкими допусками. Причем, чем больше звеньев в размерной цепи и меньше процент риска, тем больше экономический эффект от использования метода неполной взаимозаменяемости.
В подавляющем большинстве случаев применения метода неполной взаимозаменяемости принимают процент риска [Р]=0,27%, при котором с достаточной для практики точностью получают ТАi=  , т.е. в поле допуска попадает 99,73% собранных изделий. При таком условии негодных изделий появится 3 на 1000 и достигается достаточно высокая степень расширения допусков составляющих звеньев. Так, в размерной цепи с m=10 при нормальных законах распределения составляющих звеньев (что обычно и бывает в крупносерийном и массовом производстве) и при Р=0,27% (что соответствует коэффициенту риска t0=3) поля допусков составляющих звеньев можно расширить в 3,16 раза. В размерной цепи с m=6 – в 2,45 раза. В редких случаях допускают Р >0,27%, и в этих случаях требуется дополнительное экономическое обоснование более высокого процента риска. В курсовых и дипломных проектах рекомендуется принимать [P]=0,27%, для которого t0=3.
, т.е. в поле допуска попадает 99,73% собранных изделий. При таком условии негодных изделий появится 3 на 1000 и достигается достаточно высокая степень расширения допусков составляющих звеньев. Так, в размерной цепи с m=10 при нормальных законах распределения составляющих звеньев (что обычно и бывает в крупносерийном и массовом производстве) и при Р=0,27% (что соответствует коэффициенту риска t0=3) поля допусков составляющих звеньев можно расширить в 3,16 раза. В размерной цепи с m=6 – в 2,45 раза. В редких случаях допускают Р >0,27%, и в этих случаях требуется дополнительное экономическое обоснование более высокого процента риска. В курсовых и дипломных проектах рекомендуется принимать [P]=0,27%, для которого t0=3.
Из формулы (5.11) можно рассчитать средний допуск составляющего звена:
 (5.12)
(5.12)
Величину рассчитывают, выбирая закон рассеяния для описания распределения каждого составляющего звена.
Ввиду принятых допущений формула (5.11) является приближённой, причём степень приближения возрастает с увеличением числа звеньев m. С достаточной для практики точности этой формулой можно пользоваться:
- если составляющие звенья распределены по закону Гаусса при  ;
;
- если составляющие звенья распределены по закону треугольника при  ;
;
- если составляющие звенья распределены по закону равной вероятности при  .
.
Степень расширения допусков составляющих звеньев по сравнению с методом полной взаимозаменяемости можно оценить отношением:

|
|
|
или
 (5.13)
(5.13)
Дальнейшие действия при назначении допусков составляющих звеньев и координат их середин выполняются также как и при методе полной взаимозаменяемости.
Таким образом, метод неполной взаимозаменяемости имеет основное преимущество – возможность установления значительно больших допусков на составляющие звенья РЦ по сравнению с допусками при использовании метода полной взаимозаменяемости. Это обстоятельство значительно упрощает и делает более экономичным изготовление деталей, входящих своими размерами или поворотами поверхностей в качестве составляющих звеньев РЦ. Использование метода неполной взаимозаменяемости эффективно в условиях серийного,Э крупносерийного и массового производств в РЦ с числом звеньев  . Но и неполная взаимозаменяемость имеет свои ограничения области применения и они принципиально те же, что и при полной, т.е. техническая невозможность при некотором m получить требуемую точность, соответствующую
. Но и неполная взаимозаменяемость имеет свои ограничения области применения и они принципиально те же, что и при полной, т.е. техническая невозможность при некотором m получить требуемую точность, соответствующую  , и экономическая целесообразность, выраженная допустимым процентом (вероятностью) появления выходящих за установленный допуск изделий (при m>9 метод неполной взаимозаменяемости применять экономически нецелесообразно).
, и экономическая целесообразность, выраженная допустимым процентом (вероятностью) появления выходящих за установленный допуск изделий (при m>9 метод неполной взаимозаменяемости применять экономически нецелесообразно).
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 3039; Нарушение авторских прав?; Мы поможем в написании вашей работы!