КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Метод групповой взаимозаменяемости (селективной сборки)
|
|
|
|
Оценка применимости метода неполной взаимозаменяемости (вероятностный метод).
Расчет допусков и отклонений составляющих звеньев вероятностным методом производиться после принятия решения о невозможности использования метода полной взаимозаменяемости (п.п.1-5 раздела 5.3.1). При этом значения допусков всех составляющих звеньев уже известны. Дальнейший расчёт производится в следующей последовательности.
1. Принимают закон рассеяния для каждого составляющего звена и соответствующий ему коэффициент  , характеризующий закон распределения размеров в партии деталей:
, характеризующий закон распределения размеров в партии деталей:
= 1/3– если предполагается, что рассеяние близко к закону равной вероятности (характерно для изделий единичного и мелкосерийного производства);
=1/6 – если предполагается, что рассеяние близко к закону треугольника (характерно для изделий серийного производства);
=1/9 – если предполагается, что рассеяние имеет нормальный закон распределения (характерно для изделий крупносерийного и массового производства).
2. Принимают коэффициент риска t0 = 3; при котором допустимый процент [Р] выхода значений замыкающего звена за требуемые пределы установленного допуска [Р] = 0,27%;
3. Определяют степень расширения допусков составляющих звеньев по сравнению с методом полной взаимозаменяемости, который показывает, что средний допуск составляющих звеньев и исходного звена может быть расширен в «R» раз с риском получения бракованных изделий равным [Р]:
 , (5.4.1)
, (5.4.1)
где m –число нестандартных составляющих звеньев в РЦ;
4. Определяют новые расширенные допуски нестандартных составляющих звеньев РЦ:
 (5.4.2)
(5.4.2)
Полученные допуски нестандартных составляющих звеньев округляют до ближайших табличных значений (по таблице 5.3.2). Допуски одного или двух наибольших по номинальному значению составляющих звеньев рекомендуется принимать в большую сторону, т.к. это удешевит их изготовление.
|
|
|
5. Определяют новый допуск исходного звена:
 (5.4.3)
(5.4.3)
6. Уточняют коэффициент риска t0, т.к.  :
:
 (5.4.4)
(5.4.4)
Должно выполняться условие:

Если уточненный коэффициент риска оказался меньше заданного по условию значения, то уменьшите квалитеты точности одного или нескольких составляющих звеньев наибольших габаритных размеров.
7. При необходимости (когда  ), уточняют допуск исходного звена по формуле (5.4.3)
), уточняют допуск исходного звена по формуле (5.4.3)
8. Уточняют процент выхода Р получаемых значений замыкающего звена за требуемые пределы установленного допуска  по таблице приложения 1 в зависимости от принятого закона распределения.
по таблице приложения 1 в зависимости от принятого закона распределения.
9. Назначают отклонения на все нестандартные составляющие звенья по следующему принципу: для охватываемых размеров (вал) принимают верхнее отклонение равным нулю (esAi=0), нижнее со знаком «минус», для охватывающих (отверстие) - нижнее отклонение равным нулю (EIAi=0), верхнее со знаком «плюс»; для звеньев, которые не являются ни охватывающими, ни охватываемыми принимают симметричные отклонения, т.е. «±». По назначенным отклонениям вычисляют координаты середин полей допусков EcTAi для каждого составляющего звена:
 (5.4.5)
(5.4.5)
Полученные значения  и
и  для каждого составляющего звена заносят в графы 6, 7 таблицы 5.4.3, а в графу 4 – их чертёжный размер.
для каждого составляющего звена заносят в графы 6, 7 таблицы 5.4.3, а в графу 4 – их чертёжный размер.
10. Определяют новую координату середины поля допуска замыкающего звена по формуле:
 (5.4.6)
(5.4.6)
11. Рассчитывают новые верхнее и нижнее отклонения замыкающего звена:
 (5.4.7)
(5.4.7)
Скорректированный чертёжный размер производственного замыкающего звена заносят в графу 8 таблицы 5.3.1, а допуски и чертёжные размеры составляющих звеньев заносят в графы 5–7.
5.3.2.2 Пример расчёта РЦ методом неполной взаимозаменяемости.
|
|
|
Расчёт по методу неполной взаимозаменяемости будем осуществлять на примере РЦ В0 решение которой не удалось обеспечить методом полной взаимозаменяемости (см. раздел 5.3.1.2).
1. Принимаем закон рассеяния для каждого составляющего звена. Рассеяние размеров стандартных звеньев (подшипников) будет подчиняться закону Гаусса, поскольку эти изделия выпускаются в условиях крупносерийного производства, поэтому коэффициент , характеризующий закон распределения размеров в партии деталей, будет равен = 1/9 для звеньев В3 и В5. Рассеяние размеров остальных составляющих (нестандартных) звеньев В1, В2, В4, В6 примем по закону треугольника (для условий серийного производства). Для них коэффициент = 1/6.
2. Принимаем коэффициент риска t0 = 3 с процентом выхода значений замыкающего звена за требуемые пределы установленного допуска ТА0 (т.е. процентом риска получения бракованных изделий) [Р] = 0,27%.
3. Определяем степень расширения допусков нестандартных составляющих звеньев и исходного звена по сравнению с методом полной взаимозаменяемости.
4. Определяем новые расширенные допуски нестандартных составляющих звеньев РЦ:
 мм
мм
 мм
мм
 мм
мм
 мм
мм
Составляющие звенья округлим до ближайших табличных значений (таблица 5.3.2):
 мм – 8 квалитет точности;
мм – 8 квалитет точности;
 мм – 8 квалитет точности;
мм – 8 квалитет точности;
 мм – 9 квалитет точности;
мм – 9 квалитет точности;
 мм – 8 квалитет точности.
мм – 8 квалитет точности.
5. Определяем новый допуск исходного звена:

6. Уточняем коэффициент риска t0, исходя из выражения:

Уточненный коэффициент риска оказался меньше заданного значения t0 = 3, поэтому попытаемся уменьшить квалитет точности одного из составляющих звеньев наибольших габаритных размеров, такого как В4.
ТВ4 = 0,04мм – 7 квалитет точности.
Снова уточним коэффициент риска t0:

7. Уточняем значение допуска исходного звена:

8. Уточняем процент выхода Р полученных значений замыкающего звена за требуемые пределы установленного допуска ТА0 по таблице приложения 1, который составляет 0,17%.
9. Назначаем отклонения на все нестандартные составляющие звенья. Поскольку все составляющие звенья, кроме В4 являются охватываемыми размерами, то верхние отклонения принимаем равными 0, а нижние со знаком «минус». Звено В4 является не охватываемым и не охватывающим, поэтому примем для него симметричное отклонение. Тогда чертёжные размеры запишем следующим образом:
|
|
|
В1 = 80-0,046 мм, В2 = 25-0,033 мм, В4 = 180±0,02 мм, В6 = 5-0,018 мм.
По назначенным отклонениям вычисляем координаты середин полей допусков EcTAi для каждого составляющего звена:
 = (0+(-0,046))/2 = -0,023мм;
= (0+(-0,046))/2 = -0,023мм;
 = (0+(-0,033))/2 = -0,0165мм;
= (0+(-0,033))/2 = -0,0165мм;
 = 0;
= 0;
 = (0+(-0,018))/2 = -0,009мм;
= (0+(-0,018))/2 = -0,009мм;
Полученные значения и для каждого составляющего звена занесём в графы 6, 7 таблицы 5.3.2.1, а в графу 4 – их чертёжный размер.
10. Определяем новую координату середины поля допуска замыкающего звена:

(-1)(-0,023)+(-1)(-0,0165)+(-1)(-0,06)+0+(-1)(-0,06)+(-1)(-0,009)=0,1685мм
11. Рассчитаем новые верхнее и нижнее отклонения замыкающего звена:
 мм
мм
Допуски и чертёжные размеры составляющих звеньев заносят в графы 5–7 таблицы 5.3.1.
В малозвенных РЦ с высокой точностью замыкающего звена, когда средний допуск составляющих звеньев оказывается физически недостижим, либо затраты на его обеспечение делают метод полной взаимозаменяемости экономически неприемлемым применяется метод групповой взаимозаменяемости. Сущность метода групповой взаимозаменяемости заключается в том, что точность замыкающего звена достигается при включении в РЦ составляющих звеньев, принадлежащих к одной из групп, на которые они предварительно рассортированы.
Внутри каждой группы действует метод полной взаимозаменяемости. Сортировка деталей на группы позволяет уменьшить в k раз (k-количество групп сортировки) величины полей рассеяния составляющих звеньев и соответственно замыкающего звена без увеличения точности изготовления размеров составляющих звеньев и, следовательно, без увеличения себестоимости механической обработки деталей.
Областью применения метода групповой взаимозаменяемости является, как правило, крупносерийное и массовое производство, для особо точных показателей качества, описываемых короткими размерными цепями (m  4).
4).
Например, метод групповой взаимозаменяемости широко применяется в подшипниковой промышленности, при обеспечении высокой точности соединения пары втулка-поршень в двигателях внутреннего сгорания.
|
|
|
Сборка изделий с использованием метода групповой взаимозаменяемости имеет большие особенности. Перед сборкой осуществляется измерение на деталях сборочной единицы размеров всех составляющих звеньев размерной цепи и их сортировка на группы. В массовом и крупносерийном производстве для сортировки обычно используются специальные сортировочные автоматы, которые осуществляют и измерение, и сортировку деталей. Сортировка деталей на группы выделяется, как правило, в отдельную подготовительную операцию. Для осуществления сортировки необходима организация отдельного рабочего места, на котором кроме сортировочного устройства должна располагаться тара для рассортированных деталей. Количество тары зависит от числа групп сортировки. Каждая тара должна идентифицироваться с определенной группой. Маркировка может осуществляться различными методами (надпись мелом или краской, прикрепление бирки и т.д.) и быть постоянной или временной.
Очевидно, что с экономической точки зрения этот метод целесообразен, если дополнительные расходы на сортировку, транспортировку и хранения деталей не превышают снижения затрат в механообработке по расширенным допускам.
С технической стороны рассчитывают средний допуск составляющего звена, как при полной взаимозаменяемости и затем увеличивают это значение в k раз, где k – число будущих групп сортировки:
 (5.14)
(5.14)
Исходя из величины  , устанавливают допуски
, устанавливают допуски  ,
,  , …,
, …,  на каждое из звеньев РЦ обрабатываемых деталей и выдерживают отклонения размеров в пределах вновь установленных производственных допусков. После обработки размеры всех деталей проверяют точным измерительным инструментом и годные детали внутри каждого типоразмера сортируют (вручную или автоматически) на n групп. Собирая изделия из деталей, принадлежащих к соответственным группам, получают тем самым требуемую точность замыкающего звена у всех изделий.
на каждое из звеньев РЦ обрабатываемых деталей и выдерживают отклонения размеров в пределах вновь установленных производственных допусков. После обработки размеры всех деталей проверяют точным измерительным инструментом и годные детали внутри каждого типоразмера сортируют (вручную или автоматически) на n групп. Собирая изделия из деталей, принадлежащих к соответственным группам, получают тем самым требуемую точность замыкающего звена у всех изделий.
Главным условием групповой взаимозаменяемости является сохранение средней величины замыкающего звена  при сборке изделий из деталей каждой группы сортировки. Это условие выполняется в том случае, если сумма допусков увеличивающих звеньев, определенных из условий полной взаимозаменяемости, равна сумме допусков уменьшающих звеньев.
при сборке изделий из деталей каждой группы сортировки. Это условие выполняется в том случае, если сумма допусков увеличивающих звеньев, определенных из условий полной взаимозаменяемости, равна сумме допусков уменьшающих звеньев.
Покажем это на примере достижения требуемой точности исходного звена трёхзвенной РЦ обеспечения зазора А0 между отверстием ступицы зубчатого колеса (А1 –диаметр отверстия) и вала А2 – диаметр вала). Исходя из выражения (5.14) увеличим допуски отверстия и вала в k-раз, т.е.  ,
,  и разобьём эти допуски на k групп. Изобразим на рис. 5.15 схему достижения точности методом групповой взаимозаменяемости.
и разобьём эти допуски на k групп. Изобразим на рис. 5.15 схему достижения точности методом групповой взаимозаменяемости.
Рис. 5.15 Схема достижения точности методом групповой взаимозаменяемости при равенстве допусков составляющих звеньев.
Из схемы на рис. 5.15 видно, что средняя величина зазора изделий, собранных путём соединения деталей 1-й группы, равна:

А, следовательно, средняя величина зазора изделий, собранных путём соединения деталей k-ой группы, равна:

или
 (5.15)
(5.15)
Для того, чтобы все изделия, собранные из деталей 1, 2,…, k-ой групп, одинаково выполняли своё служебное назначение, необходимо обеспечить постоянство среднего зазора  в каждой из групп (как это видно из рис. 5.15), т.е.
в каждой из групп (как это видно из рис. 5.15), т.е.  . Таким образом:
. Таким образом:

или
 (5.16)
(5.16)
При  равенство (5.15) справедливо, если ТА1=ТА2, т.е. в трёхзвенной РЦ допуски составляющих звеньев в каждой из групп должны быть равны между собой. Это первое техническое условие, которое необходимо обеспечить при организации групповой взаимозаменяемости. Нетрудно себе представить, что произойдёт в РЦ «А» при ТА1¹ТА2. Из формулы (5.15) следует, что при ТА1>ТА2 средний зазор будет увеличиваться с увеличением номера группы, а при ТА2<ТА1 – наоборот, уменьшается, и, в принципе не исключается возможность того, что при некоторых соотношениях ТА2 и ТА1, в какой-то группе зазор может стать перейти в натяг.
равенство (5.15) справедливо, если ТА1=ТА2, т.е. в трёхзвенной РЦ допуски составляющих звеньев в каждой из групп должны быть равны между собой. Это первое техническое условие, которое необходимо обеспечить при организации групповой взаимозаменяемости. Нетрудно себе представить, что произойдёт в РЦ «А» при ТА1¹ТА2. Из формулы (5.15) следует, что при ТА1>ТА2 средний зазор будет увеличиваться с увеличением номера группы, а при ТА2<ТА1 – наоборот, уменьшается, и, в принципе не исключается возможность того, что при некоторых соотношениях ТА2 и ТА1, в какой-то группе зазор может стать перейти в натяг.
Для того, чтобы сформулировать первое условие для многозвенной цепи, вспомним, что любую РЦ можно заменить трёхзвенной, если просуммировать между собой отдельно все увеличивающие и все уменьшающие звенья:
-увеличивающие:


-уменьшающие:


Тогда в такой РЦ условие ТА1=ТА2 примет вид:
 (5.17)
(5.17)
Из этого условия видно, что на каждое увеличивающее и уменьшающее звенья можно назначать разные допуски, не нарушая условия (5.17). Внутри каждой из групп требуемая точность замыкающего звена получается методом полной взаимозаменяемости, вследствие чего рассматриваемый метод и получил название метода групповой взаимозаменяемости.
Второе техническое условие относится к погрешностям деталей и их относительного поворота. Это условие заключается в том, что допустимые погрешности формы поверхности (овальность, конусность и т.д.) или относительного поворота (например, непараллельность) не должны превышать допуск размера, назначенный из условия полной взаимозаменяемости, т.е. не выходить за границы одной группы сортировки. Если допустить нарушения этого условия, то одну и ту же деталь, измеренную в разных местах, можно будет отнести в разные группы, что превращает сортировку в процесс с неопределённым результатом, а, следовательно, становится неопределённым и качество собираемых из таких групп деталей изделий.
Третьим техническим условием является необходимость обеспечения при изготовлении деталей идентичности кривых рассеяния у всех составляющих звеньев. При нарушении этого условия в одной и той же группе после сортировки может оказаться разное количество деталей, в результате чего в каждой группе окажется некоторое количество деталей «без партнёра», из которых невозможно будет собрать годные детали. Это хорошо видно на схеме рис. 5.16, где в трёхзвенной цепи А составляющие детали рассортированы на три группы и имеют разные законы распределения. Площади под кривыми рассеяния между границами групп пропорциональны количеству деталей в группах.
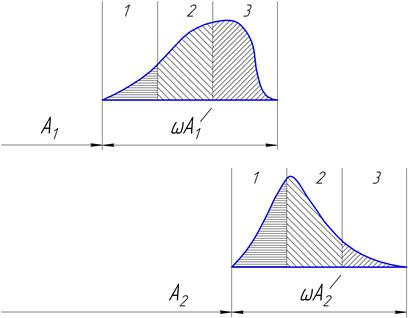
Рис. 5.16 Схема, показывающая влияние неидентичности кривых рассеяния составляющих звеньев на собираемость изделий.
Из схемы видно, что останется «без партнера» некоторое количество деталей с размером А2 в 1-й и 2-й группах и с размером А1 в 3-й группе, которые не могут быть соединены между собой.
Достоинства этого метода:
1. Этим методом можно получить очень высокую точность при сборке, при назначении на составляющие звенья более широкие производственные допуски, чем при методе полной взаимозаменяемости. Это основное преимущество метода используется для достижения повышенной точности таких изделий как прецизионные шарико- и роликоподшипники, соединений пальцев и поршней двигателей, шпиндельных блоков и т.д. В ряде случав этот метод оказывается единственным для достижения наиболее высокой точности исходного замыкающего звена.
2. Если изготовить детали с наивысшей достижимой точностью, измерить их размеры и рассортировать на несколько групп, например - пять, то сборкой соответственных групп точность замыкающего звена будет повышена в 5 раз.
Недостатки:
1. Дополнительные расходы, связанные с необходимостью измерения всех деталей точным измерительным инструментом с сортировкой, хранением и доставкой деталей отдельными группами.
2. Требуется очень чёткая организация измерения, сортировки, хранения, транспортирования. Малейшая путаница в виде попадания деталей из одной группы в другую исключает возможность получения требуемой точности. Поэтому все рассортированные по группам детали обычно маркируются условными знаками или раскладываются в специальную тару для хранения и перевозки.
Указанные недостатки вполне оправдываются в условиях крупносерийного и массового производства. Например, использование ступенчатых калибров (рис. 5.17). Детали, в отверстия которых ступенчатый калибр входит ступенью А, откладываются в группу А, детали, в отверстия которых калибр входит ступенью Б, откладываются в группу Б и т.д.
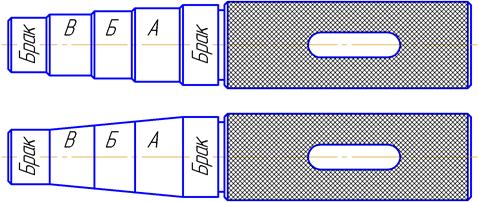
Рис. 5.17. Калибры для сортировки деталей на группы по размерам отверстий.
Детали, в отверстия которых калибр не входит или входит ступенями с надписью «брак», отбраковываются. В условиях массового производства процесс измерения и сортировки деталей на группы выполняется автоматически.
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 2134; Нарушение авторских прав?; Мы поможем в написании вашей работы!